Изобретение относится к области сварки, а именно к получению тавровых соединений изделий из алюминиевых сплавов с низкой свариваемостью, например, высокопрочных сплавов системы Al-Cu-Li, и может найти применение в авиастроении, например, при соединении стрингеров с обшивкой самолета.
Известно, что изготовление крупногабаритных сварных конструкций из высокопрочных алюминиевых сплавов связано с большими сложностями вследствие их склонности к образованию горячих трещин, пористости, а также разупрочнению под воздействием термического цикла сварки плавлением (σв св.с.≤0,6σв осн.мет.) [Каблов Е.Н., Лукин В.И., Жегина И.П., Иода Е.Н., Лоскутов В.М. Особенности и перспективы сварки алюминий-литиевых сплавов //Авиационные материалы и технологии. Том №4, 2002, страницы 3-12].
Повысить эксплуатационные характеристики сварных соединений этих сплавов, выполненных сваркой плавлением, возможно за счет применения новых присадочных материалов. Перспективным направлением легирования присадочных материалов из алюминиевых сплавов является введение переходных элементов, а именно Mn, Zr, Ti, Hf и других редкоземельных металлов (РЗМ). Известно, что эффективность действия модификатора по мере увеличения его концентрации исчерпывается, вследствие чего необходимо использование комплексного модифицирования, при котором образуются соединения, не способные к взаимному объединению и коагуляции. Уменьшение склонности к образованию горячих трещин, повышение прочности и пластичности сварных швов связано с измельчением зерна, полным или частичным подавлением процессов рекристаллизации, непосредственным упрочняющим воздействием частиц дисперсоидов [Каблов Е.Н., Лукин В.И., Антипов В.В., Иода Е.Н., Пантелеев М.Д., Скупов А.А. Эффективность применения присадочных материалов при лазерной сварке высокопрочных алюминий-литиевых сплавов. // Сварочное производство. Том №10, 2016, страницы 17-21; Никифоров Г.Д. Металлургия сварки плавлением алюминиевых сплавов. - М.: Машиностроение, 1972, страница 164].
В настоящее время одним из наиболее перспективных методов сварки высокопрочных алюминиевых сплавов системы является лазерная - благодаря ряду преимуществ по сравнению с традиционно применяемой для соединения алюминиевых сплавов аргонодуговой. Высокая концентрация энергии и небольшое пятно нагрева, а также значительно меньшая зона термического влияния дают возможность повысить свойства сварных соединений алюминиевых сплавов.
Из уровня техники известен способ лазерной сварки ребристых панелей (RU 2605032 C1, В23К 31/02, 20.12.2016), включающий установку и закрепление на опорной поверхности подготовленного полотна панели, расположение на нем и фиксацию стрингера с помощью фиксирующего устройства, двухстороннюю приварку ребра стрингера к полотну панели лазерным лучом, направленным под углом к плоскости стыка, при котором закрепление ребра стрингера осуществляют фиксирующим устройством, выполненным в виде жесткой массивной продольной балки с нижней поверхностью, повторяющей контур внутренней поверхности обшивки и с боковой поверхностью для контакта с поверхностью стрингера, и набором струбцин и прижимных планок, при этом сначала осуществляют прихватку с одной стороны ребра стрингера к полотну панели, после чего осуществляют сварку этой же стороны ребра стрингера к полотну обшивки, а затем при снятом фиксирующем устройстве осуществляют сварку второй стороны ребра стрингера, при этом сварку производят сварочной головкой, снабженной расположенным под углом к сварочному лучу трубчатым соплом для подачи защитного газа, выполненным по длине перекрывающим зону сварки, со срезами на конце, обеспечивающими прилегание к угловой конструкции соединения, и с отверстием для подачи в зону сварки присадочной проволоки и сфокусированного лазерного луча.
Недостатком указанного способа является необходимость подачи присадочной проволоки в зону сварки, что усложняет конструкцию сварочного оборудования и повышает требования к точности позиционирования и ведения инструмента, а именно к взаиморасположению подаваемой проволоки, области воздействия лазерного луча и подачи защитного газа. Наибольшая сложность применения данного способа заключается в обеспечении точности взаимного расположения области воздействия лазерного луча и подаваемой присадочной проволоки, на что оказывают влияние угол подачи проволоки в область воздействия лазерного луча, стабильность их взаиморасположения на протяжении всего процесса, равномерность подачи проволоки, наличие/отсутствие механических повреждений и загрязнений на проволоке.
Наиболее близким аналогом является способ соединения лучевой сваркой тавровых соединений изделий из алюминиевых сплавов, а именно - стрингеров с обшивкой при изготовлении стрингерных панелей (RU 2614358 С2, В23К 26/242, ф.и., строки 46-47 страницы 7 описания, 24.03.2017), включающий установку стрингера на бурт, выполненный на обшивке по месту расположения стрингера, и его прихватку, позиционирование и прижим стрингера в зоне сварки посредством головки с направляющими роликами, сварку стрингера с буртом обшивки одновременно двумя лучами, направленными с двух противоположных сторон стрингера и перемещаемыми вдоль сварного стыка стрингера, при этом головку с направляющими роликами перемещают вдоль стрингера синхронно с перемещением лучей, причем сварку с одной стороны стрингера осуществляют первым лучом с обеспечением проплавления на глубину 0,8-0,9 толщины стрингера, а с другой стороны стрингера производят сварку вторым лучом с обеспечением проплавления на глубину 0,2-0,3 толщины стрингера, при этом первый луч перемещают перед вторым лучом на расстоянии, превышающем длину сварочной ванны первого луча.
Недостатками указанного метода являются высокая сложность технологического оборудования и оснастки, сложность их настройки и необходимость дополнительных технологических операций для получения на обшивке стрингерной панели утолщения в месте образования соединения для компенсации разупрочнения материала при сварке, что приводит к необходимости использования более толстых заготовок панелей или к необходимости наваривать бурт для установки стрингера, что приводит к усложнению технологического процесса и повышению вероятности возникновения сварочных дефектов.
Технической задачей предлагаемого изобретения является разработка упрощенного способа лазерной сварки тавровых соединений изделий из алюминиевых сплавов, обеспечивающего возможность применения ограниченно свариваемых высокопрочных алюминиевых и алюминий-литиевых сплавов в элементах фюзеляжа типа стрингерных панелей.
Техническим результатом предлагаемого изобретения является повышение качества и стабильности формирования сварных тавровых соединений, а также упрощение способа их получения.
Технический результат достигается предложенным способом лазерной сварки тавровых соединений изделий из алюминиевых сплавов, включающим фиксацию изделий, при которой торец одного изделия перпендикулярно прилегает к боковой поверхности другой, и лазерную сварку соединения, при этом между изделиями размещают пластину из присадочного материала, содержащего переходные и редкоземельные элементы, причем пластина имеет ширину 1,4-1,5δ и толщину 0,25-0,35δ, где δ - толщина торца изделия, перпендикулярно прилегающего к поверхности другого изделия, последующую сварку осуществляют перемещающимся лазерным лучом, направленным в область контакта изделий с пластиной, с одновременной подачей в указанную область защитного газа.
Со свариваемых поверхностей изделий предпочтительно предварительно удалить оксидные слои.
Изделия могут быть выполнены из алюминиевых сплавов системы Аl-Cu-Li.
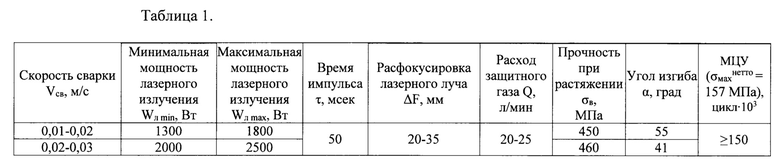
Сварку таврового соединения изделий предпочтительно осуществлять со скоростью 0,01-0,02 м/с.
Предпочтительная мощность лазерного луча составляет от 1300 до 1800 Вт.
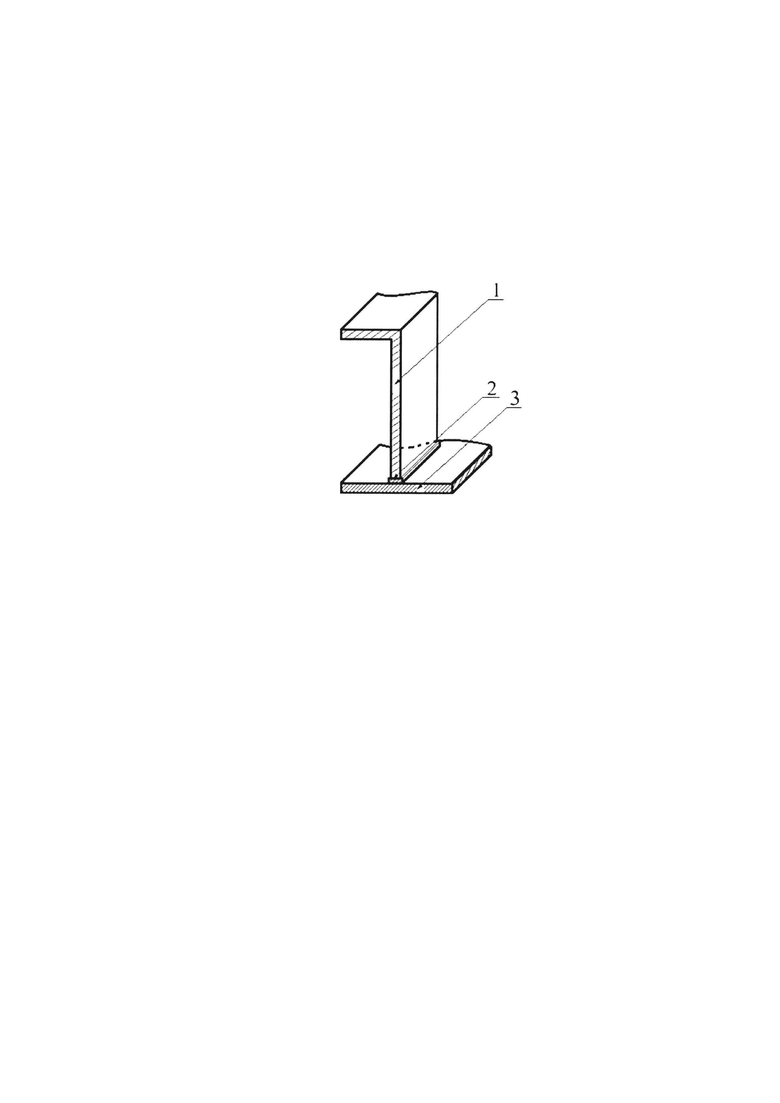
Сущность предложенного изобретения поясняется фигурой, где показано изображение соединения деталей. На фигуре обозначены следующие элементы:
1 - изделие со свариваемым торцом (стрингер),
2 - пластина (вставка) из присадочного материала,
3 - изделие со свариваемой боковой поверхностью (обшивка).
Перед сваркой торец одного изделия (1) совмещают с боковой поверхностью другого изделия (2), размещая между свариваемыми поверхностями пластину (вставку) из присадочного материала (3), как это показано на фигуре.
Последующую сварку осуществляют перемещающимся лазерным лучом, направленным в область контакта изделий с пластиной, с одновременной подачей в указанную область защитного газа.
Использование предлагаемой пластины из присадочного материала, содержащего переходные и редкоземельные элементами, позволяет упростить способ сварки тавровых соединений изделий из алюминиевых сплавов, исключая необходимость использования присадочной проволоки, что требует контроля ее точной подачи в сварочную ванну, исключая применение дорогостоящего оборудования для двухлучевой лазерной сварки (ЛС) и проведение дополнительных технологических операций для получения утолщения в месте образования сварного соединения изделий.
Использование пластины из предлагаемого присадочного материала обеспечивает повышение качества и стабильности формирования сварного соединения, позволяет уменьшить склонность к образованию горячих трещин, повысить прочность и пластичность сварных швов за счет измельчения зерна, полного или частичного подавления процессов рекристаллизации за счет упрочняющего воздействия частиц дисперсоидов.
Кроме того, использование пластины обеспечивает формирование плавного перехода между свариваемыми изделиями (галтели), что способствует снижению концентрации напряжений в конструкции.
Выбранные габариты пластины (ширина 1,4-1,5δ и толщина 0,25-0,35δ, где δ - толщина торца изделия (1)) позволяют сформировать наиболее ровный плавный переход от ножки изделия со свариваемым торцом к боковой поверхности второго изделия, что обеспечивает конструктивное снижение концентрации напряжения в месте соединения и тем самым повышает ресурс конструкции в целом.
Известно, что тавровые соединения алюминиевых сплавов более склонны к пористости в сравнении со стыковыми соединениями. Поэтому сварку тавровых соединений предпочтительно проводить на пониженной в 2 раза скорости (относительно сварки стыковых соединений). Это связано с большей продолжительностью нахождения сварочной ванны в жидкой фазе и оптимизацией условий для ее дегазация. Экспериментально установлено, что пластичность тавровых соединений алюминиевых сплавов значительно повышается при сварке со скоростью Vсв=0,01-0,02 м/с. При этом, для обеспечения наиболее плавного формирования галтели, необходимо поддерживать мощность лазерного луча в диапазоне от 1300 до 1800 Вт.
Примеры осуществления.
На роботизированном комплексе гибридной лазерной сварки LaserWeld 8R60 осуществляли сварку панелей (обшивки и стрингеров) из высокопрочных алюминий-литиевых сплавов системы Al-Cu-Li толщиной 2 мм с применением пластины из присадочного материала, легированного переходными (Mn, Zr, Ti, Hf) и редкоземельными металлами (Sc, Nd, Dy), марок Св1209, Св1221 шириной 2,55 мм, толщиной 0,6 мм.
Поверхности свариваемых деталей (стрингеров и обшивки панели) из сплава В-1469 предварительно обрабатывали химическим фрезерованием. Для обеспечения зазора в стыке не более 0,1 мм, торец ножки стрингера подвергали фрезеровке.
Непосредственно перед сваркой проводилось шабрение соединяемых поверхностей и травление присадочной пластины.
Стрингер прижимали к обшивке через пластины панели при помощи набора струбцин.
Отработку технологии лазерной сварки (ЛС) проводили по режимам, представленным в таблице 1.
Исследование влияния режимов ЛС тавровых сварных соединений алюминий-литиевого сплава В-1469 на механические и ресурсные характеристики проводили на элементарных образцах в соответствии с ГОСТ 6996-66.
Установлено, что прочность тавровых соединений (для всех выбранных режимов) находится на высоком уровне и составляет 450-460 МПа. Повышение пластичности тавровых соединений на 34% достигается при сварке со скоростью Vсв=0,01-0,02 м/с.
Механические характеристики тавровых сварных соединений сплава В-1469 (средние значения) приведены в таблице 1.
Тавровые соединения, выполненные с помощью ЛС как со скоростью 0,01-0,02 м/с, так и выше, обеспечивают высокие значения МЦУ (более 150 тысяч циклов без разрушения). Однако, поскольку режим сварки со скоростью Vсв=0,01-0,02 м/с обеспечивает более высокие значения пластичности, при снижении уровня прочности всего на 2% он является более предпочтительным для изготовления стрингерной панели.
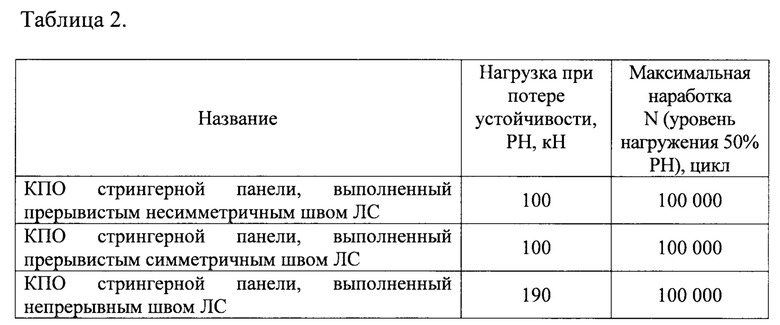
Лазерную сварку конструктивно-подобных образцов (КПО) сварных панелей фюзеляжа проводили в трех вариантах соединения стрингеров:
- прерывистым несимметричным швом ЛС;
- прерывистым симметричным швом ЛС;
- непрерывным швом ЛС.
Данные по нагрузке при потере устойчивости и наработке до разрушения сварных конструктивно-подобных образцов стрингерных панелей и типового шпангоута из алюминий-литиевого сплава В-1469 приведены в таблице 2.
Испытания проводились в шарнирной раме, обеспечивающей равномерное распределение по всем кромкам касательных усилий. Испытания каждого типа конструктивно-подобных образцов стрингерных панелей (по каждому из трех типов сварного шва) проводили под действием циклического нагружения при уровне нагружения 50% от разрушающей нагрузки. Максимальное значение наработки без разрушения - 100 000 циклов. По итогам испытаний был определен уровень нагружения и максимальная наработка (таблица 2). Таким образом, для достижения наиболее высоких показателей несущей способности сварной конструкции, сварку панелей необходимо проводить непрерывным швом. Если стоит задача минимизировать деформации, то целесообразно применение прерывистого симметричного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| Способ соединения лучевой сваркой стрингеров с обшивкой при изготовлении стрингерных панелей | 2015 |
|
RU2614358C2 |
| Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета | 2015 |
|
RU2620411C2 |
| Способ лазерной сварки листов из разнородных металлов встык | 2022 |
|
RU2784044C1 |
| ПРИСАДОЧНЫЙ МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЯ, ЛЕГИРОВАННЫЙ РЕДКОЗЕМЕЛЬНЫМИ МЕТАЛЛАМИ | 2015 |
|
RU2604084C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| Способ изготовления оребренных панелей и устройства для его осуществления (варианты) | 2019 |
|
RU2732304C1 |
| МЕТАЛЛИЧЕСКИЙ КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ОБШИВКИ | 2000 |
|
RU2249538C2 |
| Способ изготовления стрингерной панели | 2018 |
|
RU2679376C1 |
| Способ уменьшения остаточных деформаций металлических листов при сварке | 2017 |
|
RU2671783C1 |
Изобретение относится к области сварки, а именно к получению тавровых соединений изделий из алюминиевых сплавов с низкой свариваемостью, например высокопрочных сплавов системы Al-Cu-Li. Предложен способ лазерной сварки тавровых соединений изделий из алюминиевых сплавов, включающий фиксацию изделий, при которой торец одного изделия перпендикулярно прилегает к боковой поверхности другой, и лазерную сварку соединения, при этом между изделиями размещают пластину из присадочного материала, содержащего переходные и редкоземельные элементы, причем пластина имеет ширину 1,4-1,5δ и толщину 0,25-0,35δ, где δ - толщина торца изделия, перпендикулярно прилегающего к поверхности другого изделия, последующую сварку осуществляют перемещающимся лазерным лучом, направленным в область контакта изделий с пластиной, с одновременной подачей в указанную область защитного газа. Обеспечивается повышение качества и стабильности формирования сварных тавровых соединений, а также упрощение способа их получения. 3 з.п. ф-лы, 1 ил., 2 табл.
1. Способ лазерной сварки тавровых соединений изделий из алюминиевых сплавов, включающий фиксацию изделий, при которой торец одного изделия перпендикулярно прилегает к боковой поверхности другой, и лазерную сварку соединения, отличающийся тем, что между изделиями размещают пластину из присадочного материала, содержащего переходные и редкоземельные элементы, причем пластина имеет ширину 1,4-1,5δ и толщину 0,25-0,35δ, где δ - толщина торца изделия, перпендикулярно прилегающего к поверхности другого изделия, последующую сварку осуществляют перемещающимся лазерным лучом, направленным в область контакта изделий с пластиной, с одновременной подачей в указанную область защитного газа.
2. Способ по п. 1, отличающийся тем, что со свариваемых поверхностей изделий предварительно удаляют оксидные слои.
3. Способ по п. 1, отличающийся тем, что используют изделия из алюминиевых сплавов системы Al-Cu-Li.
4. Способ по п. 1, отличающийся тем, что сварку таврового соединения изделий осуществляют со скоростью 0,01-0,02 м/с при мощности лазерного излучения в диапазоне от 1300 до 1800 Вт.
| Способ соединения лучевой сваркой стрингеров с обшивкой при изготовлении стрингерных панелей | 2015 |
|
RU2614358C2 |
| RU 2018118408 A, 19.11.2019 | |||
| ИЗГОТОВЛЕННАЯ ПУТЕМ ЛАЗЕРНОЙ СВАРКИ ФАСОННАЯ ДЕТАЛЬ | 2012 |
|
RU2606682C2 |
| Способ изготовления тавровой балки лазерным лучом | 2016 |
|
RU2653396C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| JP 7155952 A, 20.06.1995 | |||
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ АЛЮМИНИЕВО-МАГНИЕВЫХ СПЛАВОВ | 2019 |
|
RU2721613C1 |
