Изобретение относится к автоматизации сварочных процессов электронно-лучевой сварки, в частности к способам контроля и управления процессом электронно-лучевой сварки.
Целью изобретения является повышение информативности контроля путем измерения геометрических па- раметров электронного луча.
Указанная цель достигается тем, что согласно способу контроля процесса электронно-лучевой сварки, . при котором технологичесю й электронный луч периодически вьшодят из зоны сварки, сканируют его поперек стыка с фиксированной разделкой кромок, измеряют ток электронной эмиссии, устанавливают фазу изменения тока электронной эмиссии на траектории сканирования, по которой судят о положении стыка сварного соединения, дополнительно регистрируют ток электронной эмиссии на траектории сканирования, устанавливают зависимость тока электронной эмиссии от перемещения электронного луча, по которой судят о его геометрических характеристиках. Сканирование электронного луча поперек сты-; ка осуществляют многократно, при этом ток электронной эмиссии в каждой измеряемой точке траектории сканирования усредняют.
На фиг. 1 представлена функциональная схема устройства-для осуществления предлагаемого способа; на фиг.2СП
СХ)
диаграмма нормализованиого сигнала от стыка.
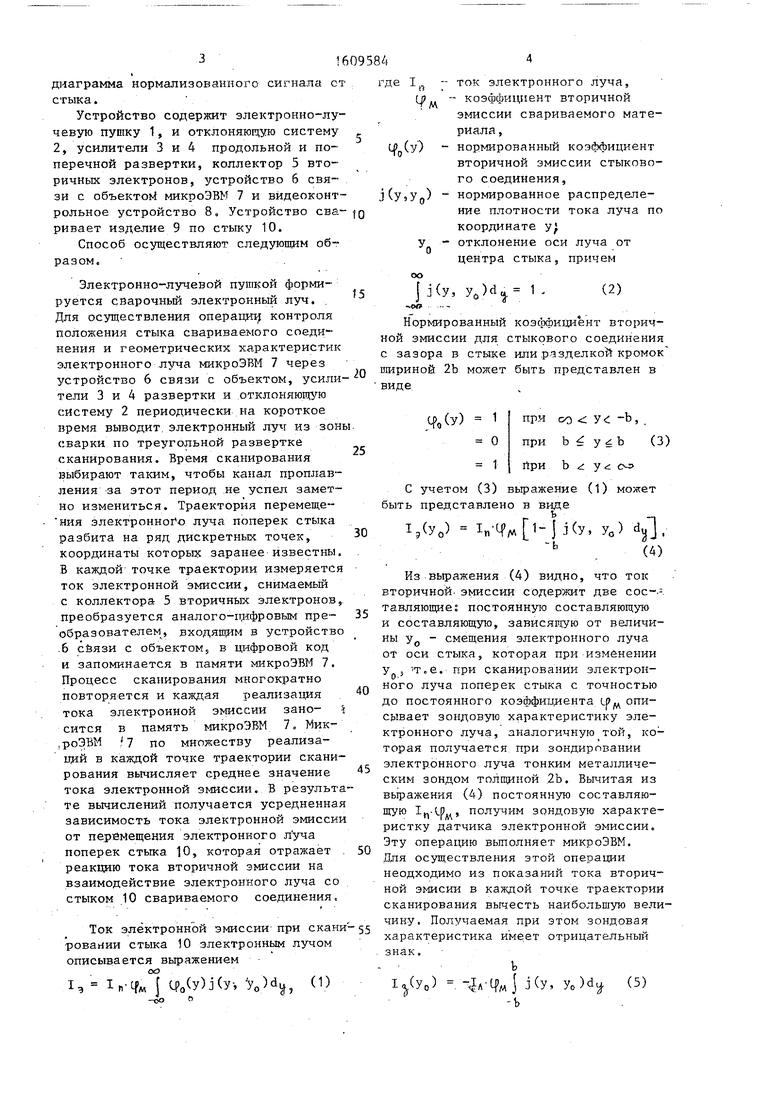
Устройство содержит электронно-лучевую пушку 1, и отклоняющую систему 2, усилители 3 и 4 продольной и поперечной развертки, коллектор 5 вторичных электронов, устройство 6 связи с объектов микроэвм 7 и вйдеоконт- рольное устройство 8, Устройство свз - ривает изделие 9 по стыку 10.
Способ осуществляют следующим образом.
- ток электронного луча, -- коэффициент вторичной
эмиссии свариваемого материала ,
нормированный коэффициент вторичной эмиссии стыкового соединения,
нормированное распределение плотности тока луча по координате у
- отклонение оси луча от центра стыка, причем

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2495737C1 |
| Способ контроля канала проплавления при электронно-лучевой сварке | 1987 |
|
SU1433690A1 |
| Устройство для слежения за стыком при электронно-лучевой сварке | 1987 |
|
SU1493422A1 |
| Способ контроля отклонения стыка при электронно-лучевой сварке | 1984 |
|
SU1326414A1 |
| Способ электронно-лучевой сварки | 1987 |
|
SU1750891A1 |
| Способ совмещения электронного луча с плоскостью стыка | 1990 |
|
SU1761410A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1405977A1 |
| Способ электронно-лучевой сварки | 1985 |
|
SU1255342A1 |
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
| Устройство слежения за линией стыка при электронно-лучевой сварке | 1988 |
|
SU1539023A1 |
Изобретение относится к автоматизации сварочных процессов. Цель изобретения - повышение информативности контроля путем контроля геометрических параметров электронного луча. Электронный луч периодически выводят из зоны сварки и сканируют его поперек стыка с фиксированной разделкой кромок. Ток электронной эмиссии регистрируется в каждой точке траектории сканирующего луча. Устанавливается зависимость тока электронной эмиссии от перемещения электронного луча, по которой судят о его геометрических размерах. Измеряют фазовый сдвиг тока электронной эмиссии и по нему определяют величину смещения стыка деталей. Для повышения помехозащищенности способа контроля сканирование луча поперек стыка осуществляется многократно, а ток электронной эмиссии в каждой точке траектории сканирования усредряют. 2 ил.
Электронно-лучевой пушкой форми15
25
руется сварочный электронный луч. Для осуществления операцш контроля положения стыка свариваемого соединения и геометрических характеристик электронного луча микроЭВМ 7 через устройство 6 связи с объектом, усили- тели 3 и 4 развертки и .отклоняющую систему 2 периодически на короткое время выводит, электронный луч из зоны. сварки по треугольной развертке сканирования. Время сканирования выбирают таким, чтобы капал проплав- ления за этот период не успел заметно измениться. Траектория перемеще- ния электронного луча поперек стыка разбита на ряд дискретных точек, 30 координаты которых заранее известны. В каждой точке траектории измеряется ток электронной эмиссии, снимаемьш с коллектора 5 вторичных электронов, преобразуется аналого-цифровьм пре- 35 образователем, входящим в устройство .6 сбязи с объектом, в цифровой код и запоминается в памяти микроЭВМ 7. Процесс сканирования многократно повторяется и каждая реализация тока электронной эмиссии зано- г сится в память микроЭВМ 7, Мик- ,роЭВМ .f7 по множеству реализаций в каждой точке траектории сканирования вычисляет среднее значение тока электронной эмиссии. В результате вычислений получается усредненная зависимость тока электронной эмиссии от перемещения электронного луча поперек стыка 10, которая отражает . 50 реакцию тока вторичной эмиссии на взаимодействие электронного луча со стыком 10 свариваемого соединения.
Ток электронной эмиссии- при скани-55 роваиии стыка 10 электронным лучом описывается выражением
ОеЭ
40
j(y, 1
Нормированный коэсрфици ной эмиссии для стыкового с зазора в стыке или разд шириной 2Ь может быть пре виде.
ср,(у) 1 при 00
О при Ъ При Ъ
С учетом (3) выражение быть представлено в виде
Из выражения (4) видно вторичной, эмиссии содержи тавляющиег постоянную сос и составляющую, зависярлую ны у - смещения электрон от оси стыка, которая при у 5 т«е. при сканировании ного луча поперек стыка до постоянного коэффицие сывает зондовую характери ктронного луча, аналогич торая получается при зонд электронного луча тонким ским зондом толгциной .2Ь. выражения (4) постоянную щую ., получим зондо ристку датчика электронн Эту операцию выполняет ми Для осуществления этой о неодходимо из показавши ной эмисии в каждой точк сканирования вычесть наи чину. Получаемая при это характеристика имеет отри . знак.
, in tfM j )ЯУ, VoH, (1) 1(Уо) -4л-Ч м1 У
-со
-Ь
00
j(y, 1
(2)
5
0 5 0
5
0
Нормированный коэсрфициент вторичной эмиссии для стыкового соединения с зазора в стыке или разделкой кромок шириной 2Ь может быть представлен в виде.
ср,(у) 1 при 00 ; -Ь, ,
О при Ъ 4 у Ъ (3) При Ъ у 0-у
С учетом (3) выражение (1) может быть представлено в виде
. W
Из выражения (4) видно, что ток вторичной, эмиссии содержит две сос-.. тавляющиег постоянную составляющую и составляющую, зависярлую от величины у - смещения электронного луча от оси стыка, которая при изменении у 5 т«е. при сканировании электронного луча поперек стыка с точностью до постоянного коэффициента Lp описывает зондовую характеристику электронного луча, аналогичную той, которая получается при зондировании электронного луча тонким металлическим зондом толгциной .2Ь. Вычитая из выражения (4) постоянную составляющую ., получим зондовую характе- ристку датчика электронной эмиссии. Эту операцию выполняет микроЭВМ. Для осуществления этой операции неодходимо из показавши тока вторичной эмисии в каждой точке траектории сканирования вычесть наибольшую величину. Получаемая при этом зондовая характеристика имеет отрицательньш . знак.
)d
(5)
-Ь
в том случае, когда в зазор в стыке мал, т.е. 2Ь d л,, где d дф - эффективный диаметр луча, выражение (5) можно записать в виде
(УО) -In 4 м 2bj(y) , :т.е, зависимости тока вторичной I эмиссии от перемещения электронного /луча поперек стыка совпадает с распределением тока электронного луча п этой координате и поэтому, используя эту зависимость, можно рассчитат геометрические характеристики электронного луча, в частности диаметр. Для удобства таких расчетов целесообразно зондовую характеристику нормализовать, а для/этой цели все координаты делят на максимальную величину.
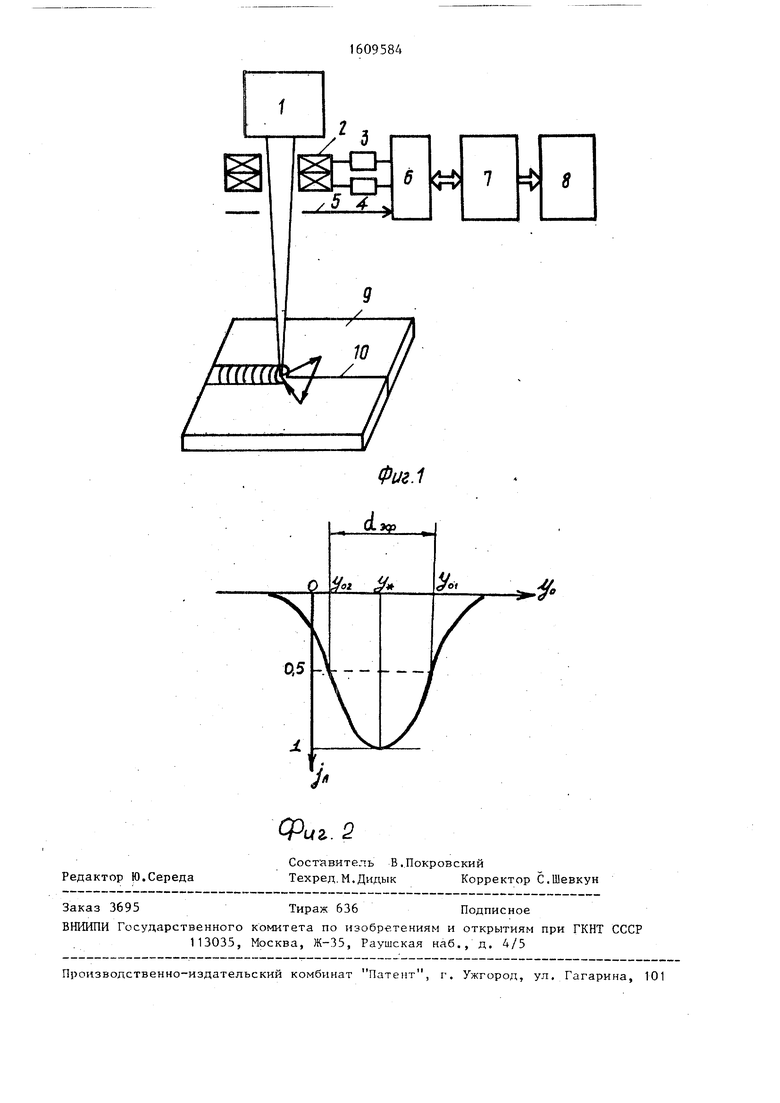
На фиг. 2 показан внешний вид нормализованной зондовой характеристики - сигнала от стыка. В том случае когда стык 10 смещен от центра развертки центр зондовой хардктеристики смещен ot центра сканирования на величину отклонения стыка у. Диамет электронного луча на определенном ЗФовне амплитуды тока (например, на 50%-ном уровне) рассчитать.
как разность абсцисс УД;.-у.
02
Форма
нормализованного сигнала от стыка - наблюдается на экране видеоконтрольного устройства. Таким обрзом, предлагаемый способ позволяет контролировать как отклонение стыка Свариваемого изделия, так и геометрические характеристики электронного луча. В устройстве для осуществления предлагаемого, способа в качестве мик
095846
роЭВМ- использован микроконтроллер К1-20. Время сканирования луча составляло 1 мс. Усреднение характери- 5 стйк осуществлялось по восьми реализациям. Нормированный сигнал стыка выводился на видеоконтрольное устройство, в качестве которого использован осциллограф. Гарантированный 10 зазор в стыке составлял 0,2 мм.
Таким образом, информативность способа повышается за счет дополнительного контроля геометрических параметров электронного луча, а поме- 15 хозащищенность контроля положения стыка за счет многократного изкере - ния тока электронной эмиссии.
20
Формула изобретения
Способ контроля процесса электронно-лучевой сварки, при котором элек- .тронный луч периодически выводят из зоны сварки, сканируют его поперек
стыка с фиксированной разделкой кромок, измеряют ток электронной эмиссии, устанавливают фазу изменения тока электронной эмиссии на траектории сканирования, но которой судят о положеНИИ стыка сварного соединения, отличающийся тем, что, , . с целью повышения информативности контроля путем измерения геометрических параметров электронного луча,
в процессе сканирования регистрируют ток электронной эмиссии в каждой точ- ке траектории, устанавливают зависимость тока от перемещения электронного луча и по этой зависимости судят
о геометрических характеристиках электронного луча.
| СПОСОБ АВТОМАТИЧЕСКОГО СЛЕЖЕНИЯ ЗА СТЫКОЛ\ ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ | 0 |
|
SU177006A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
