ном патрубке 3, и далее через канал сопла проходит участок с резким увеличением площади сечения, образованного полудисками 7, по сравнению с проходным отверстием шайбы 6, образуя кавитационную каверну на этом участке. Особенность конструкции заключается в выполнении прорезей 2 а цилиндрической поверхности 4 шьтра 1 под углом 10-20° к его оси, При этом фильтр устанавливают перед участком, образующим кавитационную
каверну. Это позволяет создать пуль сируюшлй с переменным давлением поток жидкости, способствующий самоочищению фильтра от взвешенных частиц, повысить отбойность фильтров
и их надежность; 3 ил. 1 табл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления окалины с поверхности нагретого металла | 1977 |
|
SU621416A1 |
| Способ удаления окалины с поверхности нагретого металла | 1985 |
|
SU1386324A1 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОЧИСТКИ ХОЛОДНОГО МЕТАЛЛА ОТ ОКАЛИНЫ | 1991 |
|
RU2044616C1 |
| УСТРОЙСТВО ГИДРОКАВИТАЦИОННОЙ ОБРАБОТКИ ПРОДУКТИВНЫХ ПЛАСТОВ И ФИЛЬТРОВ | 2005 |
|
RU2318115C2 |
| Способ гидроабразивной очистки холодного металла от окалины | 1980 |
|
SU899189A1 |
| Форсунка высокого давления и способ изготовления деталей для нее | 2020 |
|
RU2764450C1 |
| КАВИТАЦИОННЫЙ ТЕПЛОВОЙ ГЕНЕРАТОР | 1997 |
|
RU2131094C1 |
| КАВИТАТОР РОДИОНОВА В.П. | 2014 |
|
RU2568467C1 |
| Сопло для образования плоской жидкостной струи | 1982 |
|
SU1053882A1 |
| СПОСОБ ГИДРОДИНАМИЧЕСКОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ ОБЪЕКТОВ ПОД ВОДОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376193C1 |
Изобретение относится к металлургии и может быть использовано для удаления окалины с прокатываемого металла гидросбивом, например, на толстолистовых станах горячей прокатки. Целью изобретения является повышение надежности устройства и улучшение качества очистки металла. Жидкость из коллектора под давлением подается через фильтр 1 с прорезями 2, установленный на входном патрубке 3, и далее через канал сопла проходит участок с резким увеличением площади сечения, образованный полудисками 7, по сравнению с проходным отверстием шайбы 6, образуя кавитационную каверну на этом участке. Особенность конструкции заключается в выполнении прорезей 2 на цилиндрической поверхности фильтра 1 под углом 10-20° к его оси. При этом фильтр устанавливают перед участком, образующим кавитационную каверну. Это позволяет создать пульсирующий с переменным давлением поток жидкости, способствующий самоочищению фильтра от взвешенных частиц, повысить отбойность фильтров и их надежность. 3 ил. 1 табл.
Изобретение относится к металлургии и может быть использовано для удаления окалины с прокатываемого металла гидросбивом, например, на толстолистовых станах горячей прокатки.
Целью изобретения является повышение надежности устройства и улучшение качества очистки металла.
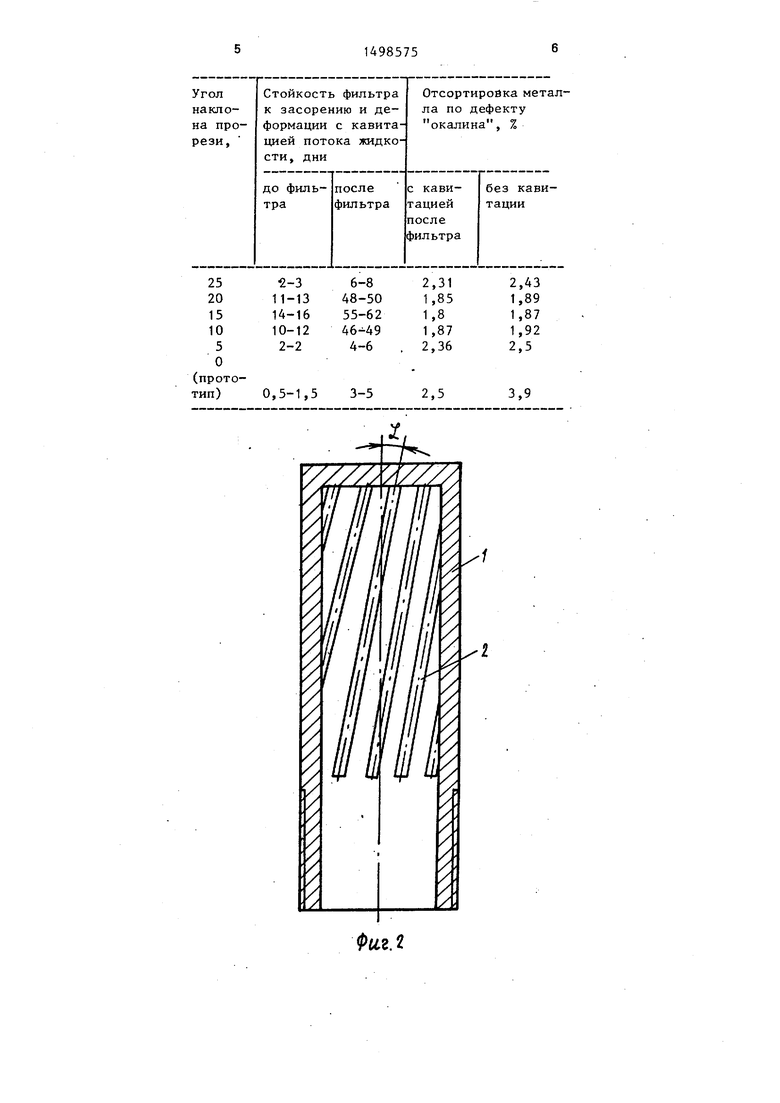
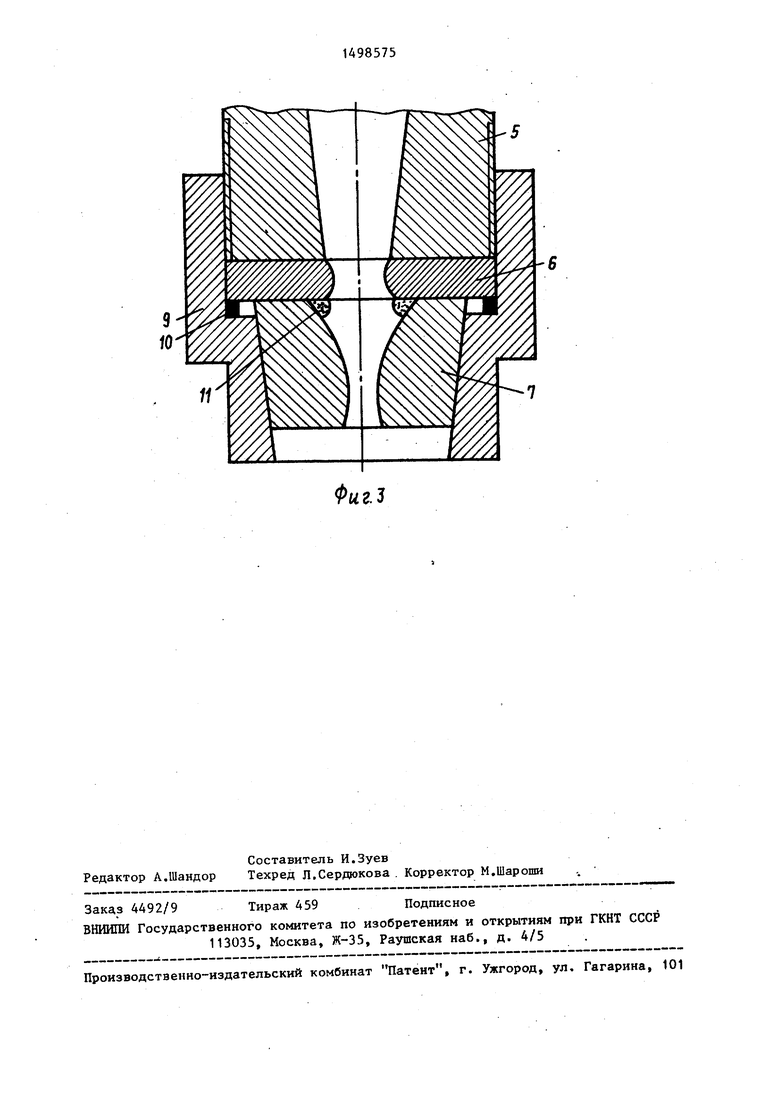
На фиг.1 показано устройство в сборе, общий вид; на фиг.2 - фильтр; на фиГоЗ - сопло с кавитационной камерой, вариант.
, Устройство содержит фильтр 1 с прорезями 2, входной патрубок 3, уплонительное кольцо 4, штуцер 5, шайбу 6, полудиски 7, накидные гайки 8 и 9 и уплотнитель 10.
Площадь проходного отверстия шайбы 6 меньше,чем входное сечение, образованное полудисками 7
Устройство работает следующим образом.
Устройство устанавливают на коллекторе гидросбива, причем цилиндрическая поверхность фильтра 1 с про- резями 2 выступает внутрь плоско-, сти коллектора. Входные патрубки 3 сопел привариваются к коллектору. Вода высокого давления, проходя через прорези 2 фильтра 1, очищается от мелких частиц и попадает в про ходной канал сопла, где после шайбы 6 образуется кавитационная каверна 11, которая после ее схлойывания вызывает резкое изменение давления струи жидкости. Затем жидкость попадает в сужающуюся щель сопла, образ ванног о полудисками, с большой скоростью выходит из него и ударяет в горячий металл, удаляя окалину.
Исследования показывают, что наиболее эффективным, с точки зрения стойкости и эффективности очистки, являются устройства с фильтрами на цилиндрической поверхности которых
прорези вьшолнены под углом 10-20
к образующей цилиндра. Для запредельных значений стойкость фильтра резко падает (табл.).
Предполагается, что самоочищение и повышение стойкости фильтра с прорезями, выполненными под углом, обусловлено винтообразным движением потока жидкости в прорезях фильтра, придающим ему турбулентный характер, а также периодическими колебаниями
давления, вызванного возникновением каверн в потоке. Б результате достигается пульсирующее давление пото-/ ка жидкости с неравномерной скоростью движения его в прорезях фильтра, приводящее к самоочищению фильтра от взвешенных частиц.
В таблице приведены показатели стойкости устройства и качества очистки металла в зависимости от угла
наклона прорезей в фильтрАх и взаимного положения элементов устройства. ,
Замена фильтров по причине их деформации сократилась в 10-15 раз. Таким образом, предложенное устройство позволяет повысить надежность его работы и улучшить качест- i во очистки металла от окалины.
Формула изобретения
-45
Устройство для гидросбива окалины с поверхности металла, включающее сопло с участком резкого расширения его канала, образующим кавита- - ционную каверну, и трубчатый фильтр с прорезями на цилиндрической его поверхности, установленный на входном патрубке, отличающееся тем, что, с целью повышения надежности устройства и улучшения качества очистки металла, прорези вьт ол- нены под углом 10-20 к оси цилиндра, а участок резкого расширения канала сопла расположен за фильтром.
Фиг.2
Фиг. З
-5
| Щелевая форсунка | 1980 |
|
SU910269A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| БЛОК МАГНИТНЫХ ГОЛОВОК | 0 |
|
SU303651A1 |
| В | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
