Изобретение относится к производству химических нитей и касается устройства для резки жгута свежесформованных вискозных нитей.
Цель изобретения - повьшение качества резки жгута и срока службы ножей.
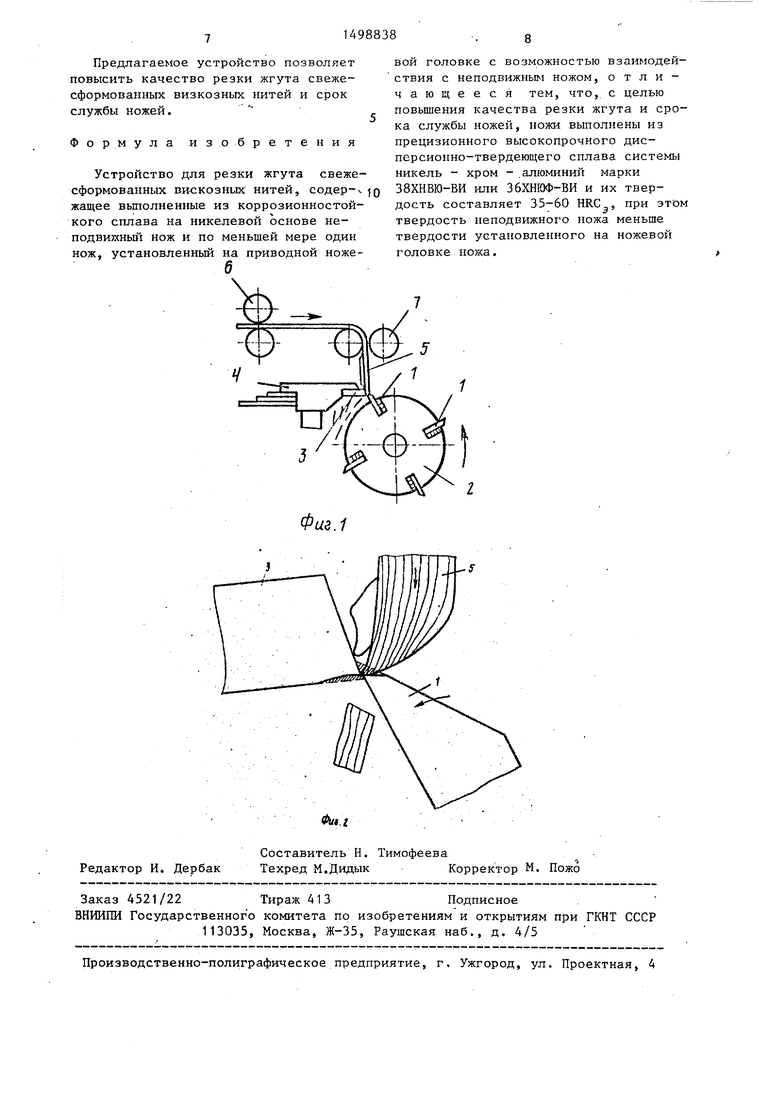
На фиг. 1 изображено устройство, общая схема; на фиг. 2 - зона резания.
Устройство содержит по меньшей мере один нож 1, закрепленный на приводной ножевой головке 2 с возможностью взаимодействия с неподвижным ножом 3, установленным на держателе 4. Ножи 1 и 3 выполнены из коррозион- ностойкого сплава на никелевой основе, представляющего собой прецизионный высокопрочньш дисперсионно-твер- деющий сплав системы никель - хром - алюминий марки 38ХНВЮ-ВИ или ЗбХНЮФВИ. Твердость ножей составляет 35 - 60 1ШСэ, при этом твердость неподвижного пожа меньше твердости установленного на ножевой головке ножа.
Сплав 38НХВЮ-ВИ (ЭП940-ВИ) вакуум- но-индукционной выплавки имеет следующий химический состав, мае. %: углерод - не более 0,05; хром - 36-39; вольфрам 5,0-7,0; алюмпшй 3,3-3,8; никель остальное. Этот сплав имеет аустентную структуру и упрочняется за счет дисперсионного твердения с выделением интерметаллических соеди- нений -ипа NiAl () и d-Cr фазы.
Термообработка сплава направлена на достижение высокопрочного состояния и состоит из закалки и старения. Закалка производится от высокой (1100- ) температуры с охла вдением в воде и является смягчающей операцией. В результате закалки должно быть дос1
оо 00
тигнуто состояние, характеризующееся низкой твердостью (не выше 25 HRC,). После закалки сплав удовлетворительно обрабатывается, резанием. Далее упрочняющее старение производится путем нагрева и выдержки при 600-950 С с охлаждением на воздухе или в жидкой среде. При этом достигается твердость в интервале 35-62 HRC , прочноса-ь I2600 tffla и ударная вязкость 0,2 - |2,0 Дж/м.
I Проводить термообработку сплава до максимального уровня твердости i У 60 HRC 3 для подвижных ножей нецеласообразно, так как при этом теряется ударная вязкость, а ножи работают не только на износ, но и на удар. Твердость в пределах 50-60 HRC - является
для подвижных ножей оптимальной, так как обеспечивает высокую износостойкость с сохранением ударной вязкости.
Уровень твердости неподвижного ножа для обеспечения высокого качества резки должен быть ниже уровня твердости подвижных ножей, поскольку при выполнении подвижньос и неподвижного ножей из сплава одной марки (38ХНВЮ-ВИ или 36ХНЮФ-ВН) с одинаково
7/55 HRC 3 ножи
высокой твердостью
плохо прирабатываются, выкрашиваются режущие кромки, ломаются ножи. Поверхность контактных фасок при этом более шероховатая, чем при различных уровнях твердости подвижных и иепод- ВИЖ1ШХ ножей, что в свою очередь неблагоприятно сказывается на качестве резки.
Для обеспечения высокого качества .резки при достаточной износостойкое- ти неподвижного -ножа твердость последнего должна быть не ниже 35 HRCj, а твердость подвижного ножа 50-60 HRC
Наряду со сплавом марки 38ХНВЮ-ВИ (ЭП 940-ВИ) в качестве материала ножей может быть использован сплав ЗбХНЮФ-ВИ (ЭК6-ВИ) с близкими эксплуатационными свойствами.
Термообработка сплава, также состоящая из закалки и старения при соответствзтощих режимах, обеспечивает получение указанных оптимальных уровней твердости. Сплавы близки и по коррозионной стойкости, определяемой в основном содержанием никеля и хрома.
Преимуществом сплава 36ХНЮФ-ВИ по сравнен 1Ю со сплавом 38ХНВЮ-ВИ является то, что он не содержит де
0
5
0
5
0
.фидитного вольфрама. Оба сплава являются опытными и относятся к классу прецизионных, с заданными упругими свойстваг-ш.
Устройство работает следующим образом.
Жгут 8 свежесформованных визкоз- ных нитей с помощью подающей 6 и направляющей пар роликов и скребка 5 подается в зону резания. При взаимодействии ножа 3 на вращающейся ножевой головке 2 с неподвижньш ножом 1 нити жгута разрезаются на отдельные волокна.
Предлагаемые ножи работают на истирание и удар в весьма агрессивной кислой среде неокислительного характера. Это исключает возможность использования для ножей обычных инструментальных сталей как углеродистых, так и легированных, с высоким уровнем твердости и износостойкости,применяемых для режущего и ударного ин- CTpyi.ieHTa. Такие стали в разбавленной серной кислоте интенсивно растворяются с выделением водорода, что недопустимо не только с точки зрения работоспособности и долговечности но- жер, но и с точки зрения качества выпускаемой продукции; попадая в процессе резки в свежесформованные нити, ионы железа резко снижают физико-механические свойства последнего.
Выполнение ножей для резки свежесформованного жгута вискозных нитей в сернокислой среде из предлагаемого высокохромистого дисперсионно-тверде- ющего сплава на никелевой основе вакуум-индукционной выплавки с уровнем прочности до 2600 МПа и твердости до 60-62 HRCj, относящегося к классу пре
цизионных сплавов с заданными упругими свойствами, например марки 38ХНВЮ- ВИ или ЗбХНЮФ-ВИ, позволяет повысить качество резки вискозных нитей и срок службы ножей и, кроме того, обеспечивает возможность варьирования твердости в самых широких пределах от 35 до 60 HRCJ за счет изменения режимов старения после закалки, что позволяет подобрать для неподвижных и подвижных ножей оптимальные соотношения и пределы твердости с сохранением требуемой ударной вязкости.
Изготовление подвижных и неподвижных ножей резального устройства из сплава одной марки, но с различныг-ш уровнями твердости позволяет создать
оптимальные условия для работы ножей на трение и удар без возникновения при работе ножей в растворе сильного электролита электрохимической пары, т.е. контактной коррозии, неизбежной в случае изготовления подвижных и неподвижных ножей из разнородньк металлов, т.е. из сплавов с различными электродными потенциалами в данном растворе.
Высокая прочность сплавов в состо- ;ЯНии после закалки и старения до оптимальных значений твердости позволяет значительно уменьшить .толщину под- вижных ножей по сравнению с аналогичными ножами из сплава ЭП 758, менее прочного в 2-2,5 раза, что важно с точки зрения экономии остродефицитных материалов.
Высокая чистота сплава по неметаллическим включениям и вредным примесям, обуславливаемая вакуумно-индук
ционной вьтлавкой, обеспечивает ста0
5
0
бильность всех свойств сплава, благоприятно отражается на коррозионной стойкости (при прочих равных условиях) и надежности работы устройства.
При контакте ножей с охлажденным до 30-40°С раствором осадительпой ванны, которьй несут с собой свежесформованные нити, сплавы 38ХНБЮ-ВИ и 36ХНЮФ-ВИ оказываются достаточно коррозионностойкими. Поверхность их при работе ножей в течение 40 сут не протравилась, не потемнела и не потускнела. Никелевая основа сплава обеспечивает их термодинамическую устойчивость, а высокое содержание хрома - хорошие пассивационные свойства.
Отсутствие в сплавах молибдена отчасти компенсируется высоким содержанием хрома..
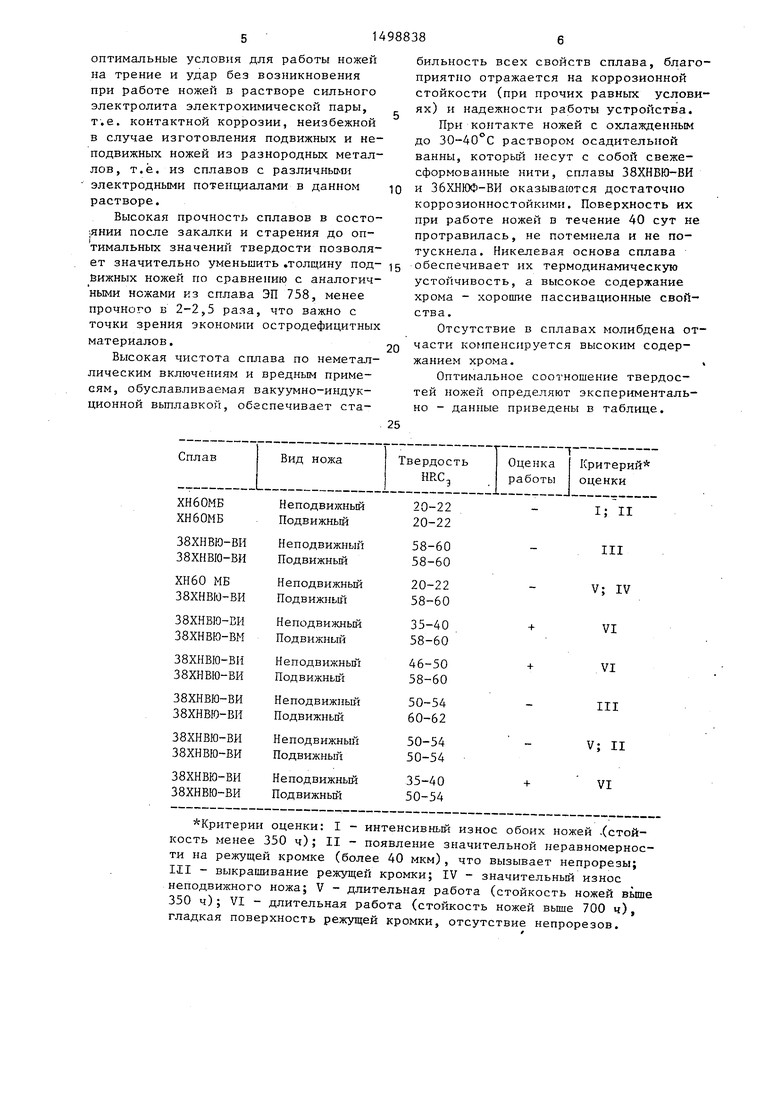
Оптимальное соотношение твердос- тей ножей определяют экспериментально - данные приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки жгута свежесформованных вискозных нитей | 1988 |
|
SU1663067A1 |
| НОЖ ДЛЯ РУБКИ МЕТАЛЛА | 2007 |
|
RU2409696C2 |
| СПОСОБ ОБРАБОТКИ ПОЛУФАБРИКАТА ИЗ НИЗКОЛЕГИРОВАННОГО ДИСПЕРСИОННО-ТВЕРДЕЮЩЕГО МЕДНОГО СПЛАВА С СОДЕРЖАНИЕМ НИКЕЛЯ ДО 1,6%, БЕРИЛЛИЯ 0,2-0,8% И ТИТАНА ДО 0,15% | 2009 |
|
RU2416672C1 |
| Устройство для резки волокнистого материала | 1988 |
|
SU1606544A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2007 |
|
RU2356714C2 |
| Сплав на основе железа | 1980 |
|
SU901337A1 |
| КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ МАРТЕНСИТНОГО КЛАССА И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ | 2008 |
|
RU2369657C1 |
| ШТАМПОВЫЙ СПЛАВ | 2003 |
|
RU2235797C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2679374C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2012 |
|
RU2514754C2 |
Изобретение относится к производству химических нитей и позволяет повысить качество резки жгута и срок службы ножей. Устройство содержит установленный на приводной ножевой головке с возможностью взаимодействия с неподвижным ножом по меньшей мере один нож. Ножи выполнены из прецизионного высокопрочного дисперсионно-твердеющего сплава системы никель - хром-алюминий марки 38ХНВ10-ВИ или 36ХНЮФ-ВИ. Их твердость составляет 35-60 HRCэ. Твердость неподвижного ножа меньше твердости установленного на ножевой головке ножа. 1 ил.
Критерии оценки: I - интенсивный износ обоих ножей .(стойкость менее 350 ч); II - появление значительной неравномерности на режущей кромке (более 40 мкм), что вызывает непрорезы; III - выкрашивание режущей кромки; IV - значительный износ неподвижного ножа; V - длительная работа (стойкость ножей вьппе 350 ч); VI - длительная работа (стойкость ножей Bbmie 700 ч), гладкая поверхность режущей кромки, отсутствие непрорезов.
Предлагаемое устройство позволяет повысить качество резки жгута свеже- сформовапньгх визкозньпс нитей и срок службы ножей.
Формула изобретения
Устройство для резки жгута свежесформованных вискозных нитей, содер-v жащее вьтолненные из коррозионностой- кого сплава на никелевой основе не- подвижньш нож и по меньшей мере один нож, установленный на приводной ноже6
Фиг.1
вой головке с возможностью взаимодействия с неподвижным ножом, отличающееся тем, что,, с целью повьппения качества резки жгута и срока службы ножей, ножи выполнены из прецизионного высокопрочного дис- персионно-твердеющего сплава системы никель - хром - .алюминий марки 38ХНВЮ-ВИ или 36ХНЮФ-ВИ и их твердость составляет 35-60 HRC , при этом твердость неподвижного ножа меньше твердости установленного на ножевой головке ножа.
| Карлик Е.А | |||
| и др | |||
| Анализ проблем резки химич-еских волокон | |||
| - М.: НШТЭ- ХИМ, 1982. |
