СО
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки волокнистого жгута | 1985 |
|
SU1305204A1 |
| Устройство для резки жгута свежесформованных вискозных нитей | 1988 |
|
SU1663067A1 |
| Устройство для резки жгута химических волокон | 1980 |
|
SU937549A1 |
| Устройство для изготовления заготовок изделий в виде пучков волокнистого материала | 1979 |
|
SU896110A1 |
| Устройство для резки листового материала по спирали архимеда | 1974 |
|
SU526459A1 |
| Устройство для резки жгута химических волокон | 1985 |
|
SU1261979A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ РЫБНОГО ФИЛЕ НА ЛОМТИКИ | 2023 |
|
RU2807633C1 |
| Машина для резки жгута | 1990 |
|
SU1747551A1 |
| Устройство для резки химических волокон | 1984 |
|
SU1222720A1 |
| Устройство для непрерывного получения штапельного волокна из синтетических смол | 1956 |
|
SU122572A1 |
Изобретение относится к переработке химических нитей, а именно к разделению непрерывных жгутов на отрезки заданной длины, и позволяет повысить качество получаемого продукта путем снижения доли непрорезанного волокна. Устройство для резки жгута непрерывных химических нитей содержит установленную с возможностью вращения головку с ножами, закрепленными на ней вдоль линии, скрещивающейся с осью вращения головки, противодействующий дисковый нож, имеющий большую твердость, чем ножи головки. Дисковый нож имеет средство регулирования его положения относительно ножевой головки, кинематически связанное с приводом головки. 1 з.п. ф-лы, 2 ил.
Изобретение относится к переработке химических нитей, а именно к разделению непрерывных жгутов на отрезки заданной длины, и может быть использовано в поточных линиях по производству волокна.
Цель изобретения - повышение качества получаемого продукта путем снижения доли непрорезанного волокна.
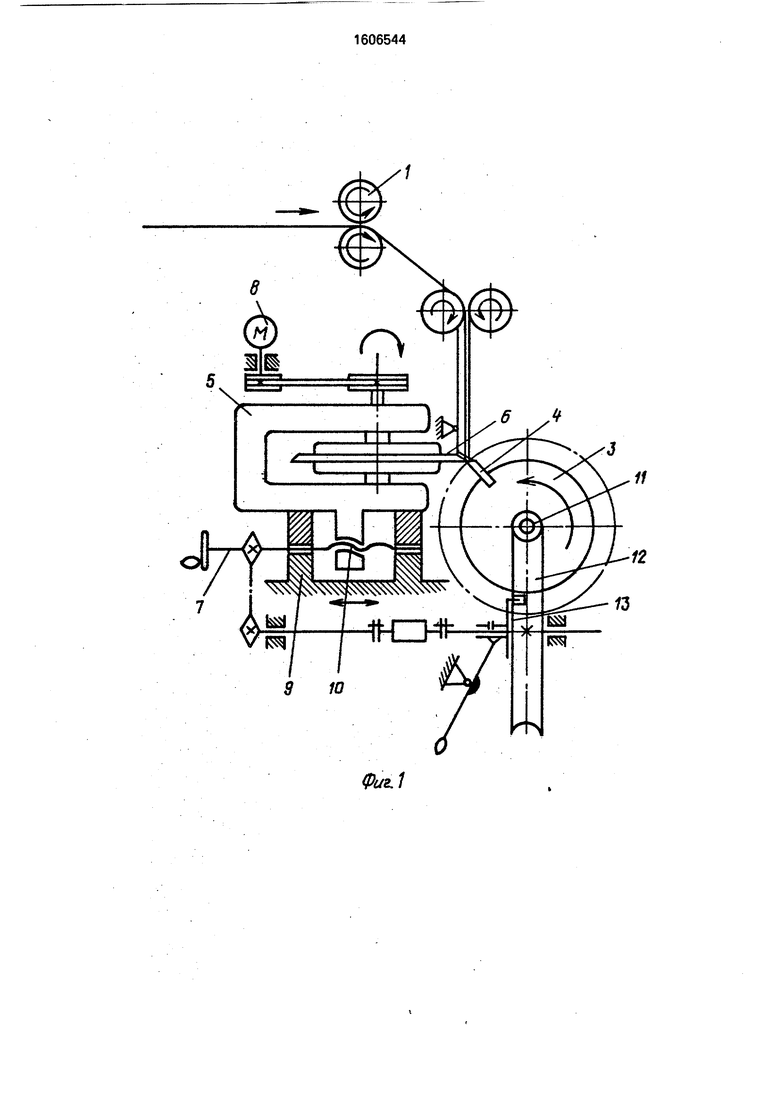
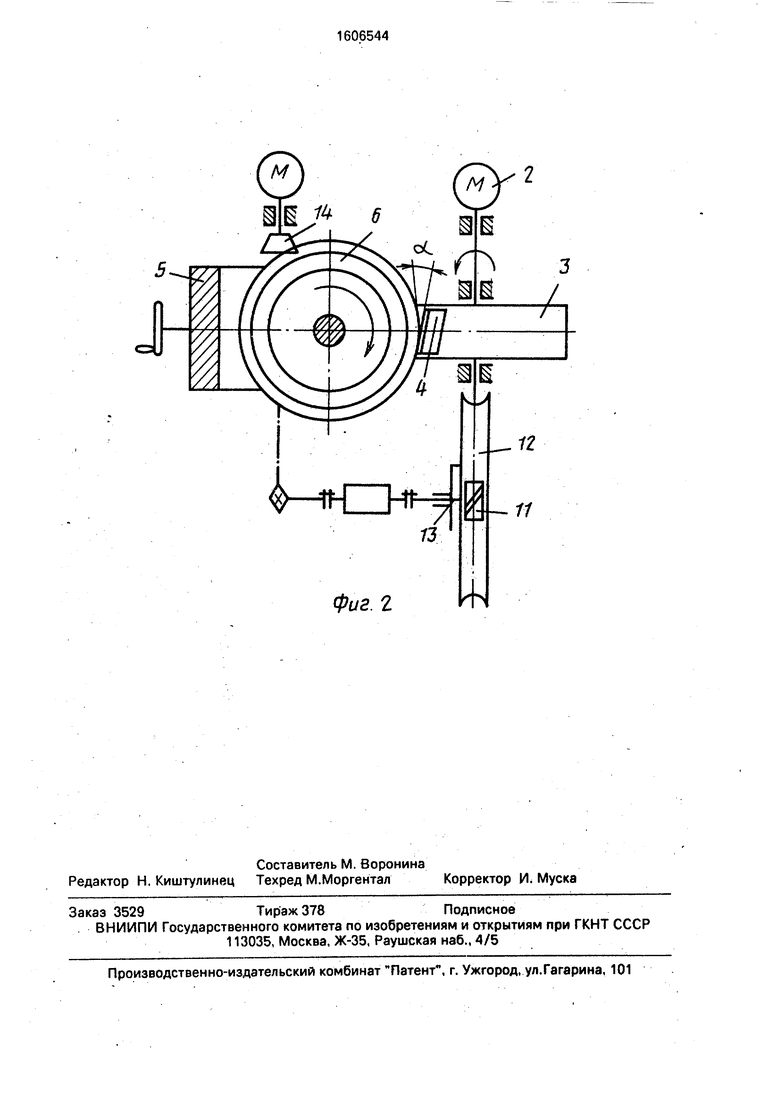
На фиг. 1 схематично представлено предлагаемое устройство, вид спереди; на фиг. 2 - то же, вид сверху.
Устройство для резки содержит механизм 1 подачи жгута непрерывных Химических нитей, установленную с возможностью вращения от привода 2 цилиндрическую головку 3 с ножами 4, закрепленными на ней вдоль линии, скрещивающейся с осью вращения ;головки, установленный в держателе 5 противодействующий нож 6 со средством 7 регулирования его положения относительно ножевой головки и приводом 8 его вращения.
Противодействующий нож 6 выполнен в виде диска, установленного с возможностью вращения вокруг оси, перпендикулярной оси вращения головки 3, и имеет твердость большую, чем ножи 4, закрепленные на головке,
Средство 7 подачи противодействующего ножа для регулирования его положения кинематически связано с приводом ножевой головки 3 и содержит смонтированный в остове 9 винт 10, установленный на оси ножевой головки червяк 11, взаимодействующий с червячным колесом 12, и муфту 13; заточное устройство 14 служит для заточки лезвия дискового ножа.
При работе устройства жгут поступает в зону резания и разделяется на отрезки заданной длины между одним из ножей 4 головки 3 (возможно применение головки с одним ножом) и противодействующим ножом 6. Нож 4 вместе с головкой 3 приводится во вращение от 2, одновременно
о о о ел J
дополнительным приводом 8 противодействующий нож 6 приводится во вращение через ременную передачу, в результате чего жгут подвергается поперечному перерезывающему воздействию с одновременным скользящим резанием от ножа 6. Расположение ножа 4 головки вдоль линии, скрещивающейся с осью враа1ения головки (под углом к образующей головки), позволяет установить такой угол защемления «между режущими кромками контактирующих ножей, при котором сила трения противодействующего дискового ножа 6 о жгут уравновешивается выталкивающей (из угла защемления) силой, т. е. не смещается в поперечном направлении.
Данный эффект проявляется при угле защемления а, равном сумме угла трения перерезаемого материала по ножу 4 и угла трения по противодействующему ножу 6. При угле защемления, большем суммы углов трения жгута о материал ножей, наблюдается эффект выталкивания материала из угла защемления в момент резки и разделение материала на части не происходит.
Поскольку нож 4 менее твердый, чем нож 6, при их контакте нож 4 истирается более твердым ножом 6, возобновляя при этом заостренность режущей кромки, что необходимо для бездефектного резания Ясгута. Однако, при этом появляется зазор между ножами, который, увеличившись до величины, соизмеримой с толщиной нити, становится причиной непрорезов. Выбирание зазора между ножами,.а также приработка новых ножей 4 осуществляется средством подачи противодействующего ножа 6 и регулирования его положения. 8 процессе приработки червяк 11, установ ленный на валу головки 3, приводит во вращение червячное колесо 12, которое, в свою очередь, через отключаемую рукояткой муфту 13, редуктор и цепную передачу вращает винт 10, в результате чего держатель 5 с ножом 6 подается в сторону головки на величину, определяемую передаточным отношением связи головки с держателем. После приработки муфта 13 отключается и подача ножа 6 к головке 3 прек ращается. Такую же операцию осуществляют при появлении зазора между ножами 4 и 6.
При переработке жгутов повышенной прочности (например, вискозных высокомодульных жгутов) износ ножей настолько ин- тенсивен,чтообновление
(самозатачивание) режущих кромок необходимо непрерывно. Кинематическая связь при этом между головкой 3 и держателем
сохраняется в течение всего времени.работы. При настройке устройства держатель 5 может перемещаться вручную с помощью рукоятки при отключенной муфте. Привод 8
противодействующего дискового ножа 6 предусмотрен для нарушения синхронности движения головки 3 и ножа 6. иначе появляется повторяющийся микрорельеф (хотя и в меньшей степени, чем при неподвижном противодействующем ноже 6). При этом скорости вращения противодействующего дискового ножа 6 и головки 3 не должны быть кратными.
Выполнение ножа 6 в виде диска позволяет перерабатывать одновременно несколько жгутов, для чего устройство оснащается несколькими головками с общим или индивидуальными приводами, но одним средством подачи дискового ножа 6
от одной из головок.
Таким образом, благодаря самозаточке ножей, периодической переточке кромки дискового противодействующего ножа и некратной скорости вращения противодействующего ножа про отношению к скорости вращения головки обеспечивается устранение повторяющегося микрорельефа кромок ножей и зазора между ножами и вследствие этого достигается качественная резка жгута
путем снижения доли возможных непрорезов.
Применение скользящего резания с одновременным рубящим резанием позволяет уменьшить силу резания, энергозатраты
машины на процесс резания и повысить .качество получаемого волокна.
Формулаизобретения 1. Устройство для резки волокнистого материала, например, жгута химических нитей, содержащее механизм подачи материала, ножевую головку с приводом вращения и установленный в держателе противодействующий нож со средством регулирования его положения относительно ножевой головки, кинематически связанным с приводом ее вращения, отличающееся тем, что, с целью повышения качества получаемого продукта путем снижения доли иепрорезан- ного волокна, противодействующий нож выполнен в виде диска с приводом его вращения, при этом ось вращения диска перпендикулярна оси ножевой головки, а ножи последней расположены наклонно к ее образующей.
е
9 10
12
Фиг,1
Иь
фиг. г
//
| Устройство для резки волокнистых материалов | 1981 |
|
SU996536A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
