Изобретение относится к неразрушающему контролю качества термообрабо- танных стальных изделий и предназначено для использования в черной металлургии и машиностроении для определения соответствия режима термиче-: ской обработки, например закалки и отпуска аш изотермической закалки, заданному технологическому процессу.
Цель изобретения - повьш1ение достоверности контроля за счет обеспечения однозначной зависимости параметра контроля от режима термообработки во всем диапазоне температур.
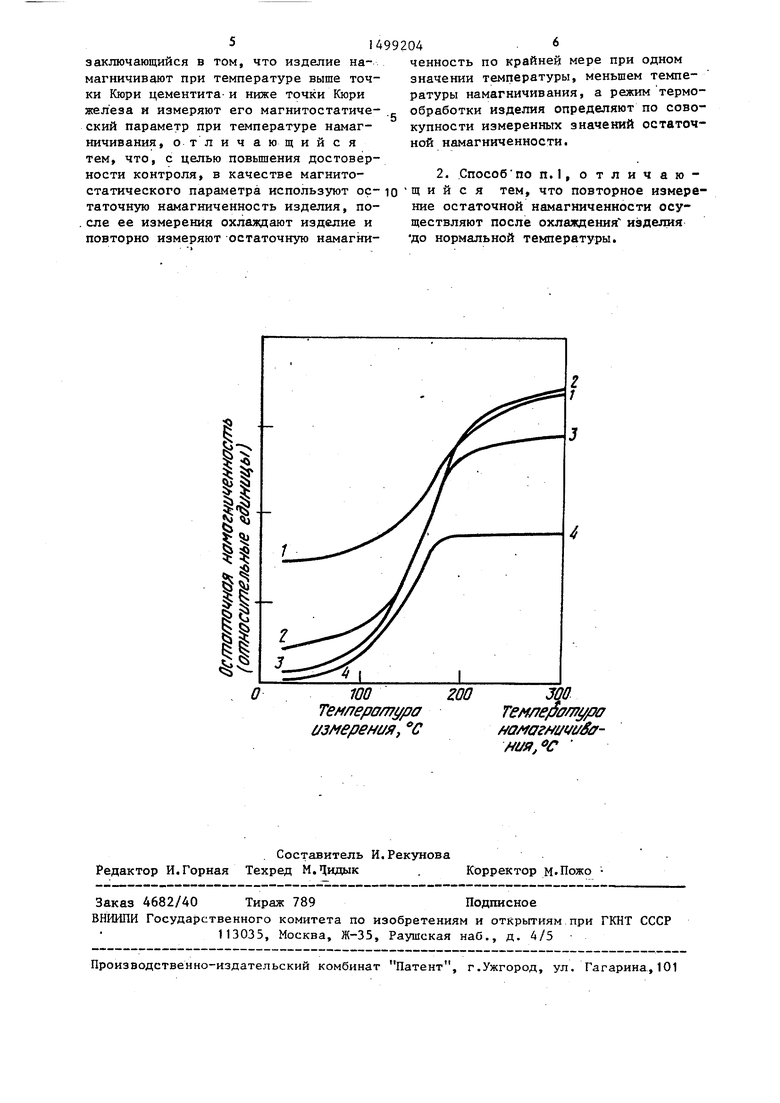
На чертеже представлены кривые (1-4) зависимости остаточной намагниченности от температуры (для разных режимов термической обработки), получаемые при одном из вариантов осуществления способа.
Способ маг1штйого контроля режима термообработки стальных изделий заключается в том, что изделие намагни- . чивают при температуре выше точки Кюри цементита (), но ниже точки Юори железа (768 С).
Затем намагниченное изделие. охлаж-. дают, измеряют остаточную намагничен- . ность по крайней мере при одной температуре ниже температуры намагничивания в интервайе 20-600 С и по совокупности полученных значений судят о режиме термической обработки. Эти два значения сопоставляют с табличными значениями соответствующих значений
4:
со
СО
to
31499204
остаточной намагниченности для стандартных режимов термообработки.
Весь диапазон температур отпуска или изотермической закалки можно раз- бить на два интервала, в каждом из которых одно из, указанных значений остаточной намагниченности однознач-г но характеризует режим. Во всем диапазоне температур для однозначной 10 характеристики режима необходимо использовать совокупность двух значений остаточной намагниченности.
Для осуществления способа изделие
намагничивают при температуре выше точки Кюри цементита (220°С), но ш-ше точки Кюри железа (). Намагничивание при более выcokoй температуре, чем точки Кюри железа, не имеет смысла, так как в этом случае феррит, являющийся основной структу- рой составляющей стали, практически теряет свои магнитные свойства.
Пример. Опробование способа осуществляют на образцах диаметром 3 мм и длиной 25 мм из стали 75Г (С 0,74%; Мл 0,87%; Si 0,26%), которые после нагрева до прошли изотермическую saKaJncy при температурах 300, 400,.500 и 600°С . Для магнитно- го контроля образец помещают в корундовую трубку с наружным диаметром 10 мм- и длиной 250 мм и нагревают в печи до температуры . Затем трубку с образцом быстро вынимают из пе- чи, намагничивают электромагнитом и измеряют с помощью микровеберметра Ф 5050 остаточнз намагниченность образца. После охлаждения образца до 20°С повторно измеряют его остаточную намагниченность. Значения остаточной намагниченности образцов при 300°С и после охлаждения до приведены в
Таблица
Как видно из табл.1 полученные для. каждого образца два различных значения остаточной намагниченности (при 300°С и после охлаждения до 20 С) однозначно характеризуют режим термической обработки.
Таким образом, остаточная намагниченность, измеренная только при одной температуре намагничивания 300 С, имеет практически однаковые значения для режимов 1 и 2, что не позволяет различить эти режимы..
Способ опробовали также на образцах из той же стали и тех же размеров, но которые после нагрева до 900 С и закалки в воде прошли отйуск при температурах 300, 400, 500 и бОО С.
Для магнитного контроля режима от-1 пуска образцы по описанной методике намагничивают при 300°С и измеряют остаточную намагниченность при температуре намагничивания. Затем намагниченные образцы охлаждают до ЮО с и измеряют при этой температуре остаточную намагниченность.
Полученные значения остаточной намагниченности приведены а табл.2.
Т а б л и ц а 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитного контроля режима термообработки стальных изделий | 1989 |
|
SU1645887A2 |
| Способ контроля качества термообработки изделий | 1987 |
|
SU1392483A1 |
| Способ определения точки Кюри дисперсной ферромагнитной фазы в гетерогенном ферромагнитном материале | 1985 |
|
SU1267310A1 |
| Способ неразрушающего контроля механических свойств ферромагнитных изделий | 1989 |
|
SU1719975A1 |
| Способ контроля качества термической обработки изделий | 1978 |
|
SU953541A1 |
| Способ электромагнитного контроля качества термической обработки изделий | 1988 |
|
SU1578624A1 |
| Способ определения количества свободного углерода в чугуне | 1980 |
|
SU993109A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСОСТОЙКОСТИ СТАЛИ И СПЛАВОВ | 1992 |
|
RU2069343C1 |
| Способ контроля механических свойств изделий из ферромагнитных материалов | 1987 |
|
SU1504586A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2051381C1 |
Изобретение можно использовать для неразрушающего контроля качества стальных изделий. Цель изобретения - повышение достоверности контроля. Для этого в способе магнитного контроля режима термической обработки стальных изделий осуществляют намагничивание при температуре выше точки Кюри цементита и измерение остаточной намагниченности при температуре намагничивания, затем намагниченное изделие охлаждают, измеряют остаточную намагниченность по крайней мере при одной температуре ниже температуры намагничивания и по полученным значениям судят о режиме термической обработки. Повторное измерение остаточной намагниченности производят, например, после охлаждения намагниченного изделия до нормальной температуры. 1 з.п. ф-лы, 1 ил., 2 табл.
Как видно из абл.2 среди полученных для каждого режима пар значений остаточной намагниченности нет совпадающих пар. Следовательно, предлагаемый способ однозначно характеризует режим, в результате чего повышается достоверность контроля.
Формула изобретения
51
заключающийся в том, что изделие намагничивают при температуре выше точки Кюри цементита- и ниже точки Кюри железа и измеряют его магнитостатиче- ский параметр при температуре намагничивания, отлич ающий с я тем, что, с целью повышения достоверности контроля, в качестве магнито- статического параметра используют ос таточную намагниченность изделия, по .еле ее измерения охлаладают изделие и повторно измеряют остаточную намагни
700
Темлеротура азмерен1/я, С
99204
ченность по крайней мере при одном значении температуры, меньшем температуры намагничивания, а режим термообработки изделия определяют по совокупности измеренных значений остаточной намагниченности.
300
TSM/7e/Sfffff /X7
a/vffгм/vf/ Sff- Ht/a,oc
| Томилов Г.С | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Физика металлов и металловедения, 1960, т.10, вып.5, с.681-690. | |||
