1
(61) 1499204 (21)4680749/28 (22) 18.04.89 (46)30.04.91. Бюл. № 16
(71)Украинский научно-исследовательский институт металлов
(72)В. А. Дубров (53)620.179.14(088.8)
(56)Авторское свидетельство СССР № 1499204, кл. G 01 N 27/80, 1987.
(54) СПОСОБ МАГНИТНОГО КОНТРОЛЯ РЕЖИМА ТЕРМООБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ
(57)Изобретение относится к области неразрушающего контроля качества термооб- работанных стальных изделий и заготовок преимущественно из углеродистых и низколегированных сталей и может быть использовано в черной металлургии и машиностроении. Цель изобретения - повышение информативности за счет экспрессной идентификации режимов высокого отпуска или отжига в способе магнитного контроля режима термообработки стальных изделий, включающем намагничивание изделия при температуре выше точки Кюри цементита, но ниже точки Кюри железа и измерение остаточной намагниченности при температуре намагничивания, охлаждение изделия и повторное измерение остаточной намагниченности при значении температуры, меньшей температуры намагничивания. Намагничивание изделия производят при температуре не выше 450°С, остаточную намагниченность повторно измеряют при температуре не ниже точки Кюри цементита, определяют разность между значениями остаточной намагниченности при температуре намагничивания и при температуре, меньшей температуры намагничивания, а режимы высокого отпуска или отжига идентифицируют по отрицательному значению этой разности.4 табл.
сл
с

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитного контроля режима термообработки стальных изделий | 1987 |
|
SU1499204A1 |
| Способ определения точки Кюри дисперсной ферромагнитной фазы в гетерогенном ферромагнитном материале | 1985 |
|
SU1267310A1 |
| Способ неразрушающего контроля механических свойств ферромагнитных изделий | 1989 |
|
SU1719975A1 |
| Способ контроля качества термической обработки изделий | 1978 |
|
SU953541A1 |
| Способ определения глубины упрочненного слоя стальных изделий | 1990 |
|
SU1714485A1 |
| СТАЛЬНОЙ ЛИСТ, ИМЕЮЩИЙ ПРЕВОСХОДНУЮ УДАРНУЮ ВЯЗКОСТЬ, ПЛАСТИЧНОСТЬ И ПРОЧНОСТЬ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2747730C1 |
| Способ контроля качества термообработки изделий | 1987 |
|
SU1392483A1 |
| Способ неразрушающего контроля механических свойств изделий из ферромагнитных материалов | 1983 |
|
SU1128157A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЭЛЕМЕНТА И СТАЛЬНОЙ ДЕТАЛИ | 2021 |
|
RU2822646C2 |
| СПОСОБ РЕГУЛИРУЕМОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ СТАЛЬНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2606665C1 |
Изобретение относится к области неразрушающего контроля качества термооб- работанных стальных изделий и заготовок преимущественно из углеводистых и низколегированных сталей и может быть использовано в черной металлургии и машиностроении. Изобретение является усовершенствованием к изобретению по авт. св. Ms 1499204.
Целью изобретения является повышение информативности за счет экспрес- ной идентификации режимов высокого отпуска или отжига.
Изобретение может быть реализовано с помощью печи или изотермической ванны,
электромагнита для намагничивания изделия и устройства для измерения его остаточной намагниченности, например, феррозондового полимера, баллистического гальванометра или микровеберметра.
Способ магнитного контроля режима термообработки стальных изделий заключается в том, что изделие намагничивают при температуре выше точки Кюри цементита (220°С), но ниже точки Кюри железа (768°С). По данному способу изделие намагничивают при 250-450°С и измеряют при температуре намагничивания остаточную намагниченность. Затем намагниченное изделие охлаждают и повторно измеряют осо
-N СЛ 00 00 VI
ю
таточнуго намагниченность при температуре 220-300°С, меньшей температуры намагничивания. Определяют разность между значениями остаточной намагниченности при температуре намагничивания и при температуре, меньшей температуры намагничивания, а режимы высокого отпуска или отжига идентифицируют по отрицательному значению этой разности.
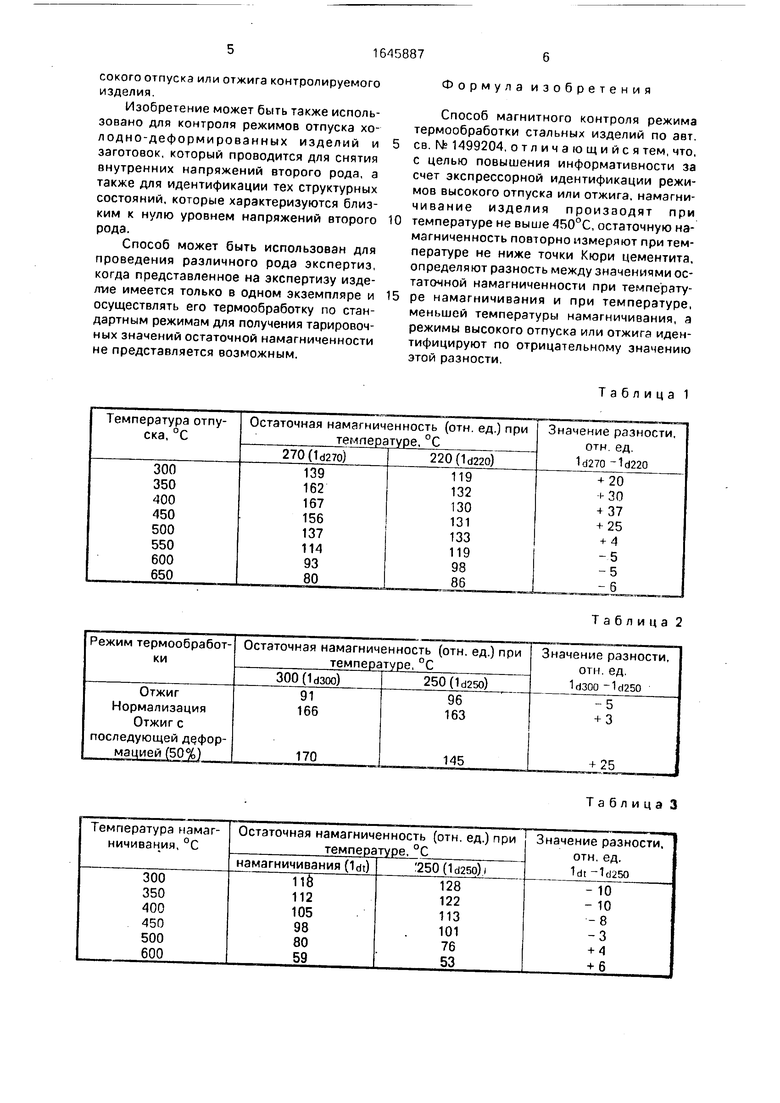
П р и м е р 1. Опробование способа производили на образцах размером 0 4, длина 35 мм из стали 75. Образцы после нагрева до 900°С закаливали в воде, а затем отпускали при разных температурах в интервале 300-650°С через 50°С с выдержкой 1 ч. К отпущенному при определенной температуре образцу приваривали хромель- алюмелевую термопару, помещали в корундовую трубку и нагревали в печи до 270°С. После нагрева образца трубку с образцом вынимали из печи, намагничивали обрагец при этой температуре, которая ниже 450°С, и с помощью измерительной катушки, в которую вставляли трубку с образцом, и баллистического гальванометра М17 измеряли остаточную намагниченность образца в относительных единицах (деления шкалы гальванометра). Затем образец охлаждали и повторно измеряли остаточную намагниченность при 220°С, что че ниже точки Кюри цементита (210°С). Определяли разность между значениями остаточной намагниченности при температуре намагничивания (270°С) и ниже температуры намагничивания (220°С). Полученные данные сведены в табл. 1.
Из табл. 1 видно, что режимы высокого отпуска (550 -650°С) характеризуются отрицательными значениями разности Id220 в отличие от других режимов отпуска, которые характеризуются положительными значениями этой разности. Такая же закономерность была установлена для сталей 55С2, 75Г, СтЗ, 45, 15Г2М.
Таким образом, данные, приведенные в примере 1, подтверждают возможное™ идентификации режимов высокого отпуска по отрицательному значению разности между значениями остаточной намагниченности при температуре намагничивания 270°С, которая не выше 450°С и при температуре 220°С, которая не ниже точки Кюри цементита 210°С.
П р и м е р 2. Образцы из той же стали и тех же размеров отжигали путем нагрева до 900°Q и медленного Охлаждения с печью, а также нормализовали путем нагрева до 900°С и охлаждения на воздухе. Затем по описанной в примере 1 методике измеряли остаточную намагниченность образцов при
300°С (Idaoo) и повторно после охлаждения до250°C(ld25o). Данные измерения приведены в табл. 2. В табл. 2 приведены также
Значения 1аЗОО, Id250 И 1d30(Hd250 ДЛЯ ОТОжженного образца, который был подвергну1 следующей холодной пластической деформации ковкой, степень деформации составляет 50%.
Из табл. 2 видно, что режим отжига характеризуется отрицательным значением разности ld30(Hd250 нормализация и холод- нодеформированное состояние - положительным.
П р и м е р 3. Образцы размером 03,5.
длина 50 мм после закалки и последующего отпуска при 650°С нагревали до разных температур а интервале 300 бОО°С. намагничивали при температуре нагрева и измеряли при температуре намагничивания остаточную намагниченность ldT. Затем образцы охлаждали до 250°С и повторно измеряли остаточную намагниченность Id250. Определяли разность ldT-ШБО (табл. 3).
Из данных табл. 3 видно, что разность
Idi ld250 имеет отрицательное значение лишь в том случае, если температура намагничивания не превышает 450°С. Такая же закономерность имеет место и для режима отжига углеродистых и низколегированных
сталей. Следовательно, идентификация режимов высокого отпуска или отжига возможна, если температура намагничивания и первого измерения остаточной намагниченности не превышает 450°С.
П р и м е р 4. В табл. 4 приведены
Значения Id250, Id180 И раЗНОСТИ ld25CHd180 для образцов стали 75 (04, длина 35 мм) в состояниях после высокого отпуска (550°С), отжига и нормализации.
Из табл. 4 видно, что для всех режимов
термообработки значение разности остаточной намагниченности при температуре намагничивания (250°С) и при температуре ниже температуры намагничивания (180°С),
которая ниже точки Кюри цементита (210°С), явлчется положительным. Следовательно, идентификация режимов высокою отпуска или отжига становится невозможной, если повторно остаточную намагниченног.ть измеряют при температуре ниже точки Кюри цементита, т. е., если не соблюдаются усповия изобретения.
Согласно данным проведенных испыта- ний изобретение обладает тем преимуществом, что позволяет быстро, без проведения предварительной термообработки по стандартным режимам и получения тарировоч- ных значений остаточной намагниченности осуществлять идентификацию режимов высокого отпуска или отжига контролируемого изделия.
Изобретение может быть также использовано для контроля режимов отпуска холодно-деформированных изделий и заготовок, который проводится для снятия внутренних напряжений второго рода, а также для идентификации тех структурных состояний, которые характеризуются близким к нулю уровнем напряжений второго рода.
Способ может быть использован для проведения различного рода экспертиз, когда представленное на экспертизу изде- 1гие имеется только в одном экземпляре и осуществлять его термообработку по стандартным режимам для получения тарировоч- ных значений остаточной намагниченности не представляется возможным.
Формула изобретения
Способ магнитного контроля режима термообработки стальных изделий по авт.
св. № 1499204, отличающийся тем, что, с целью повышения информативности за счет экспрессорной идентификации режимов высокого отпуска или отжига, намагни- чивание изделия производят при
температуре не выше 450°С, остаточную намагниченность повторно измеряют при температуре не ниже точки Кюри цементита, определяют разность между значениями остаточной намагниченности при температуре намагничивания и при температуре, меньшей температуры намагничивания, а режимы высокого отпуска или отжига идентифицируют по отрицательному значению этой разности.
Таблица 1
Таблица 2
Таблица 3
Таблица 4
