сл
сд
оо
4
:
| название | год | авторы | номер документа |
|---|---|---|---|
| Спиральный фильтр | 1986 |
|
SU1368003A1 |
| Способ изготовления фильтрующего элемента | 1990 |
|
SU1820849A3 |
| Способ получения спиралей шнеков | 1976 |
|
SU662220A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПРОВОЛОЧНОЙ УПРУГОЙ ОБОЛОЧКИ | 2020 |
|
RU2744077C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНОГО НАГРЕВАТЕЛЯ | 1998 |
|
RU2150155C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ СПИРАЛЕЙ ДЛЯ ЭЛЕКТРОДОВ КАРДИОСТИМУЛЯЦИИ | 2003 |
|
RU2243845C1 |
| Способ изготовления гофрированных трубок | 1976 |
|
SU674342A1 |
| ВИТАЯ ОБОЛОЧКА С УСИЛЕНИЕМ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2756187C2 |
| ТУРБИННЫЙ РАСХОДОМЕР | 1991 |
|
RU2029240C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ СПИРАЛЕЙ | 2015 |
|
RU2614914C1 |
Изобретение относится к способам обработки проволоки и изготовлению изделий из нее , в частности, к способам изготовления спирального фильтра. Цель - упрощение изготовления фильтра. Фильтр состоит из спирали 1 с коническими концами, расширяющимися к центральной ее части, крышки 2 и штуцера 3. Спираль 1 получают навивкой проволоки виток к витку на оправку с коническими концами. На крышке 2 и штуцере 3 выполняют резьбу. Соединение спирали со штуцером и крышкой осуществляют ввинчиванием в нее крышки и штуцера. Зазор между поверхностью резьбы на крышке и штуцере и внутренней поверхностью спирали не должен превышать межвиткового зазора фильтра. 1 ил.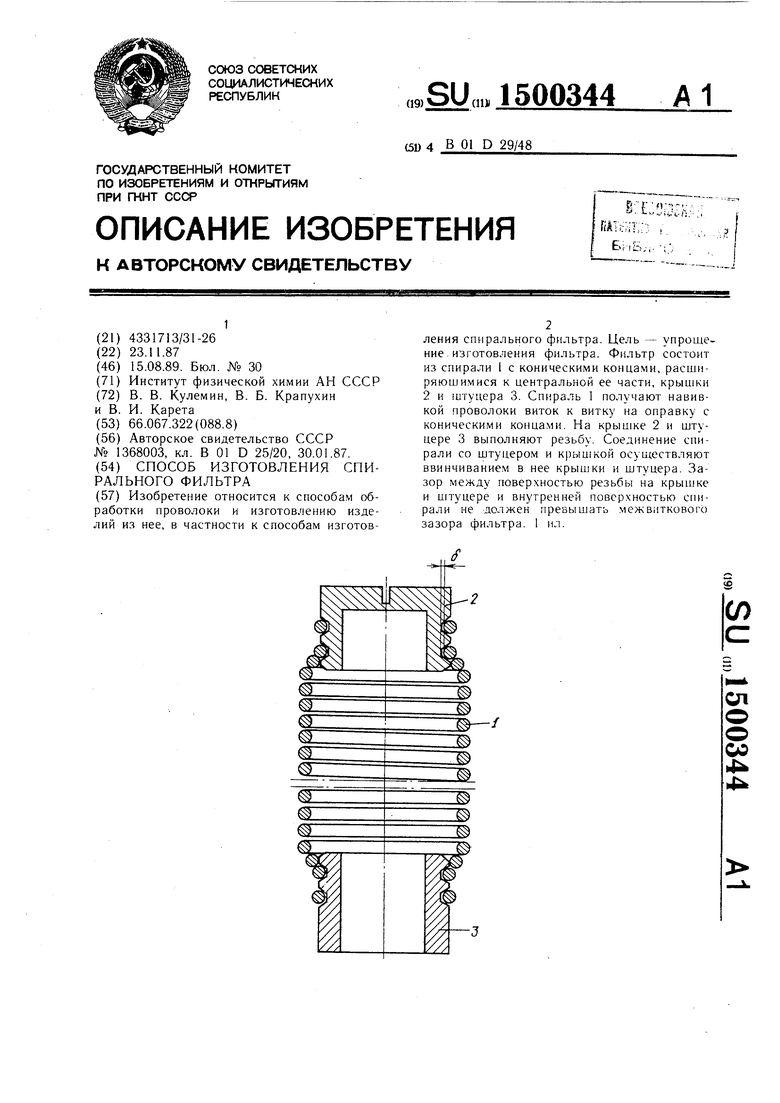
®
Изобретение относится к способам обработки проволоки и изготовлению изделий из нее, в частности к способу изготовления спирального фильтра, и может быть использовано при изготовлении фильтров для агрес- сивных газовых и жидких дисперсионных сред на атомных и тепловых электростанциях, в быту для очистки воды, а в автомобилях для очистки масел и воздуха, в пищевой, строительной, нефтегазовой и химичес- кой отраслях промышленности.
Цель изобретения - упрощение способа изготовления спирального фильтра за счет упрощения крепления концов спирали к крышке и щтуцеру.
На чертеже изображен фильтр, сечение.
Фильтр состоит из спирали 1 с коническими концами, расширяющимися R центральной ее части, крышки 2 и штуцера 3. Спираль получают навивкой проволоки виток к витку на оправку с коническими кон- цами. На крышке 2 и штуцере 3 выполняют резьбу так, чтобы зазор между поверхностью резьбы и внутренней поверхностью спирали S не превышал межвиткового зазора фильтра. Форма резьбы может быть различной.
Пример. Проволоку из нержавеющей стали диаметром 0,72 мм навивают виток к витку на восьмигранную оправку с коническими концами, расщиряющимися к центру оправки, вращаюпхуюся в патроне токарного станка. Восьмигранная часть оправки имеет длину, равную 120 мм, и диаметр описанной окружности 11 мм. Концы оправки имеют длину 8 мм и конусность 1:4. Усилие, кото
с
0
0
5
рое испытывает проволока при навивке, составляет 7 кг. После навивки конец проволоки со стороны конца оправки, не зажатого в патроне токарного станка, обрезают и снимают спираль с оправки. Затем полученную спираль подвергают отжигу при 1000°С в течение 3 мин с охлаждением на воздухе. При этом витки спирали плотно поджаты друг к другу с помощью струбцины. Полученная спираль имеет максимальный диаметр 14 мм, концы ее имеют наименьший диаметр 12 мм. Межвитковые зазоры составляют 10-20 мкм. На внешних поверхностях штуцера и крышки нарезают резьбу М14, после чего крышку и штуцер ввинчивают в спираль. Полученное резьбовое соединение является неразъемным, так как отделить штуцер или крышку от спирали можно только, деформировав последнюю.
Формула изобретения
Способ изготовления спирального фильтра, включающий навивку спирали на оправку, съем ее с оправки и соединение концов полученной спирали со штуцером и крышкой, отличающийся тем, что, с целью упрощения способа за счет упрощения крепления концов спирали к штуцеру и крышке, концы спирали выполняют конической формы навивки, расширяющейся к центральной части спирали, на штуцере и крышке нарезают резьбу, а соединение спирали со штуцером и крышкой осушествляют ввинчиванием в нее крышки и штуцера.
| Спиральный фильтр | 1986 |
|
SU1368003A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
