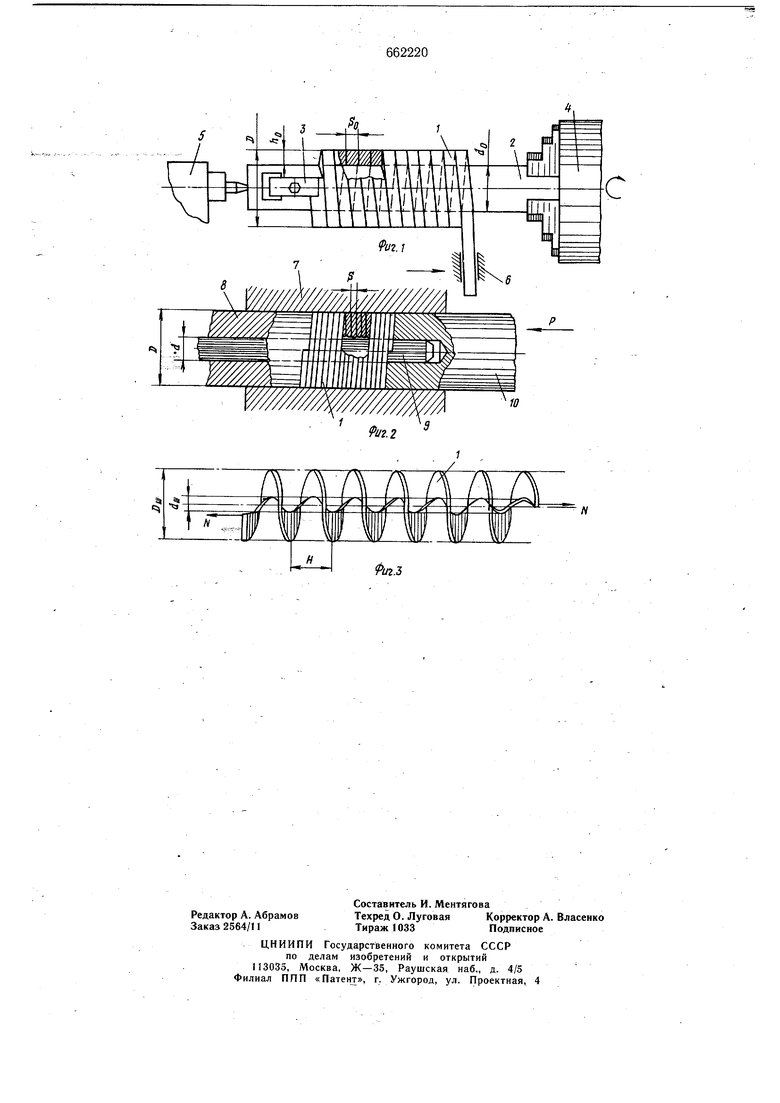
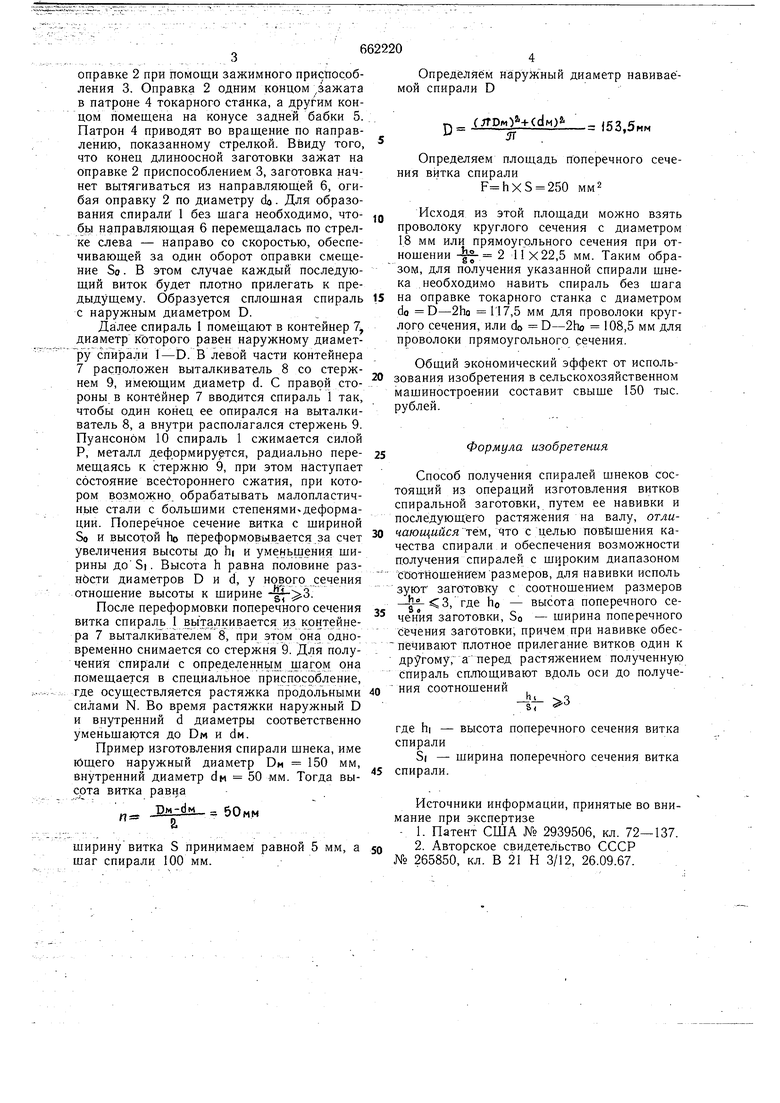
Изобретение относится к обработке .металлов давлением и может быть использовд.но в машиностроительной и приборостроительной промышленности при производстве спиралей. Известен способ производства спиралей путем навивки спирали и длинноосной заготовки с необходимым шагом на цилиндрическую оправку 1. Недостатком известного способа является то, что этим способом нельзя получить спирали с соотношением 3 S где h - высота витка спирали; S - толшина витка спирали. Известен способ получения спиралей путем изготовления витков спиральной заготовки и растяжения ее на валу 2. Недостатком известного способа является низкое качество спирали. Целью изобретения являетсяповышение качества спирали и обеспечение возможности получения спиралей с широким диапазоном соотношений размеров. Для достижения цели для навивки используют заготовку с соотношением размеров ,где ho - высота поперечного сечения заготовки. So - ширина поперечного сечения заготовки, причем при навивке обеспечивают плотное прилегание витков один к другому, а перед растяжением полученную спираль сплющивают в контейнере до получения соотношений где hi - высота поперечного сечения витка спирали Si - ширина поперечного сечения витка спирали. На фиг. 1 показана навивка спирали на оправку; на фиг. 2 .- плющение спирали в закрытом контейнере; на фиг. 3 - растяжение спирали до получения необходимого шага. Спираль 1 образуется из длиннооской заготовки с прямоугольным поперечным сечением, высота которого ho, а ширина So. Отношение высоты к ширине ho/So 3. Конец длиноосной заготовки закрепляется на оправке 2 при помощи зажимного приспособления 3. Оправка 2 одним концом ,зажата в патроне 4 токарного станка, а другим концом помещена на конусе задней бабки 5. Патрон 4 приводят во вращение но направлению, показанному стрелкой. Ввиду того, что конец длиноосной заготовки зажат на онравке 2 приспособлением 3, заготовка начнет вытягиваться из направляющей 6, огибая оправку 2 по диаметру do. Для образования спирали 1 без щага необходимо, чтобы направляющая 6 перемещалась по стрелке слева - направо со скоростью, обеспечивающей за один оборот оправки смещение So. В этом случае каждый последующий виток будет плотно прилегать к предыдущему. Образуется сплощная спираль с наружным диаметром D. Далее спираль 1 помещают в контейнер 7 диаметр Которого равен наружному диамет ру спирали . В левой части контейнера 7 расположен выталкиватель 8 со стержнем 9, имеющим диаметр d. С правой стороны в контейнер 7 вводится спираль 1 так, чтобы один конец ее опирался на выталкиватель 8, а внутри располагался стержень 9. Пуансоном 10 спираль 1 сжимается силой Р, металл деформируется, радиально перемещаясь к стержню 9, при этом наступает состояние всестороннего сжатия, при котором возможно, обрабатывать малопластичные стали с больщими степенями деформации. Поперечное сечение витка с щириной So и высотой ho переформовывается за счет увеличения высоты до hr и уме.ньщения ширины доЗ). Высота h равна половине разнбсти диаметров D и d, у нового сечения отношение высоты к щирине . После переформовки поперечного сечения витка спираль 1 вь1талкивается из контейнера 7 выталкивателем 8, при этом она одновременно снимается со стержня 9. Для получения спирали с определенньш uiaroM она помещается в специальное приспособление, где осуществляется растяжка продольными силами N. Во время растяжки наружный D и внутренний d диаметры соответственно уменьщаются до DM и dM. Пример изготовления спирали щнека, име Ющего наружный диаметр Он 150 мм, внутренний диаметр dn 50 мм. Тогда высота витка равна 50мм а ширинувитка S принимаем равной 5 мм, а щаг спирали 100 мм. Определяем наружный диаметр навиваемой спирали D D D,) )5з,5„м Определяем площадь поперечного сечения витка спирали 250 мм2 Исходя из этой площади можно взять проволоку круглого сечения с диаметром 18 мм или прямоугольного сечения при отношении - 2 11x22,5 мм. Таким образом, для получения указанной спирали шнека необходимо навить спираль без щага на оправке токарного станка с диаметром do D-2ho Г17,5 мм для проволоки круглого сечения, или do D-2ho 108,5 мм для проволоки прямоугольного сечения. Общий экономический эффект от использования изобретения в сельскохозяйственном машиностроении составит свыше 150 тыс. рублей. Формула изобретения Способ получения спиралей шнеков состояший из операций изготовления витков спиральной заготовки, путем ее навивки и последующего растяжения на валу, отличающийсятем, чг о с целью повб1щения качества спирали и обеспечения возможности получения спиралей с широким диапазоном соотношением размеров, для навивки исполь зуюг заготовку с соотношением размеров ,где ho - высота поперечного сечения заготовки. So - ширина поперечного сечения заготовки, причем при навивке обеспечивают плотное прилегание витков один к другомуг а перед растяжением полученную с:пираль сплющивают вдоль оси до получения соотношений - з где hi - высота поперечного сечения витка спирали S( - ширина поперечного сечения витка спирали. Источники информации, принятые во внимание при экспертизе - 1. Патент США № 2939506, кл. 72-137. 2. Авторское свидетельство СССР 265850, кл. В 21 Н 3/12, 26.09.67.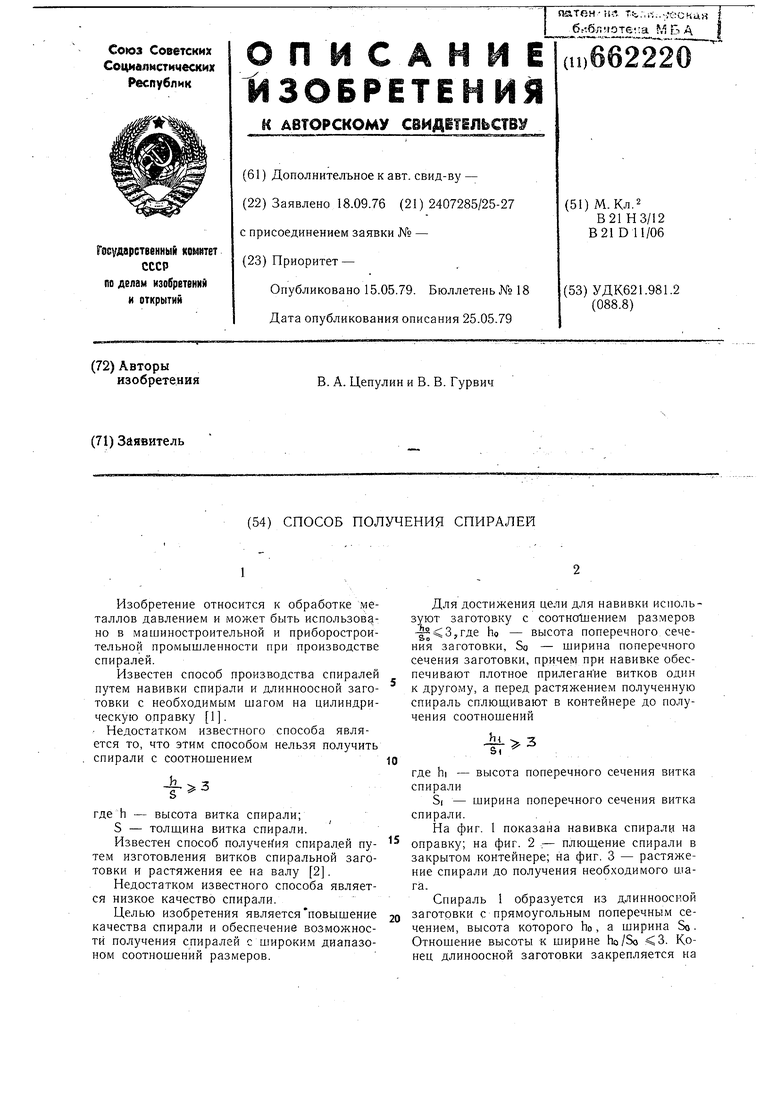
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |
| СПОСОБ ГИБКИ ТРУБ | 2001 |
|
RU2210452C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ АКТИВНОЙ ЗОНЫ ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 1995 |
|
RU2107345C1 |
| Способ получения шнековых спиралей | 1989 |
|
SU1696072A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО НЕТКАННОГО ПРОВОЛОЧНОГО МАТЕРИАЛА | 2013 |
|
RU2532715C2 |
| Способ прокатки спиралей шнеков | 1981 |
|
SU996014A1 |
| Способ изготовления кольцевых деталей | 1987 |
|
SU1530290A1 |
| Слоистая панель | 1982 |
|
SU1048075A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| Способ образования покрытия на деталях | 1987 |
|
SU1491601A1 |