сд
О
о
fe
315
Изобретение относится к обработке металлов давлением, в частности к инструментам .для изготовления полых изделий из трубчатых заготовок.
Целью изобретения является снижение энергоемкости процесса обкатки, производимое на данном инструменте, и повьпиение срока службы инструмента.
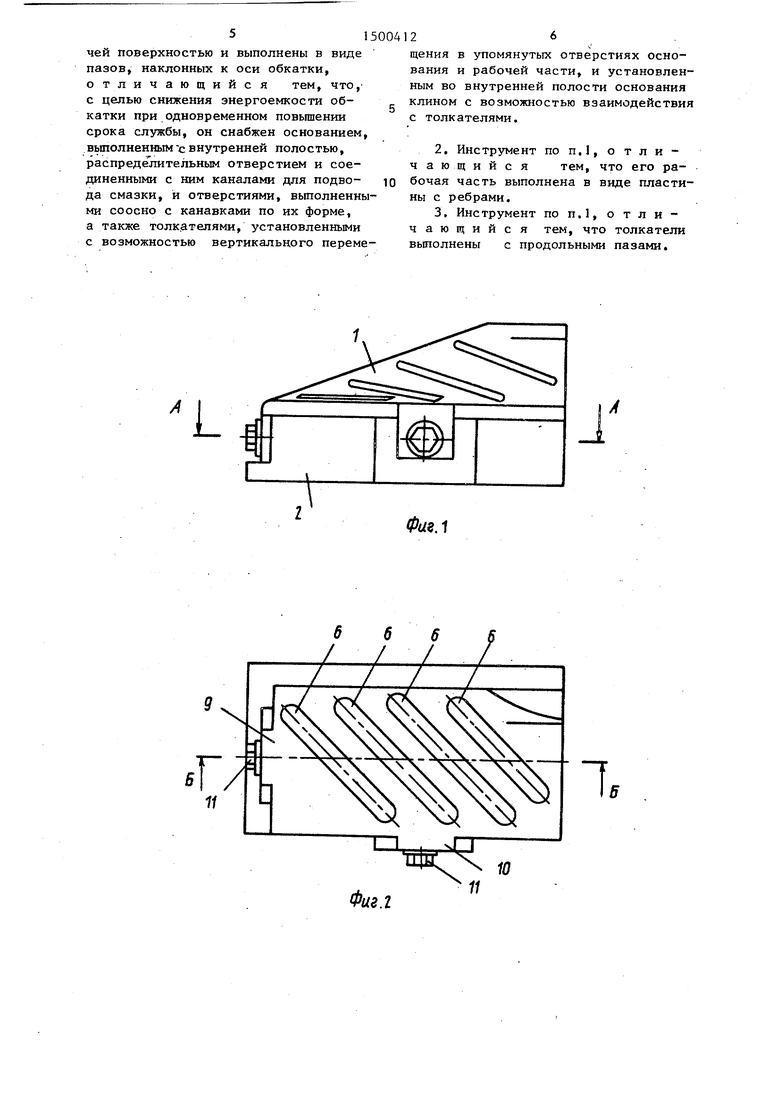
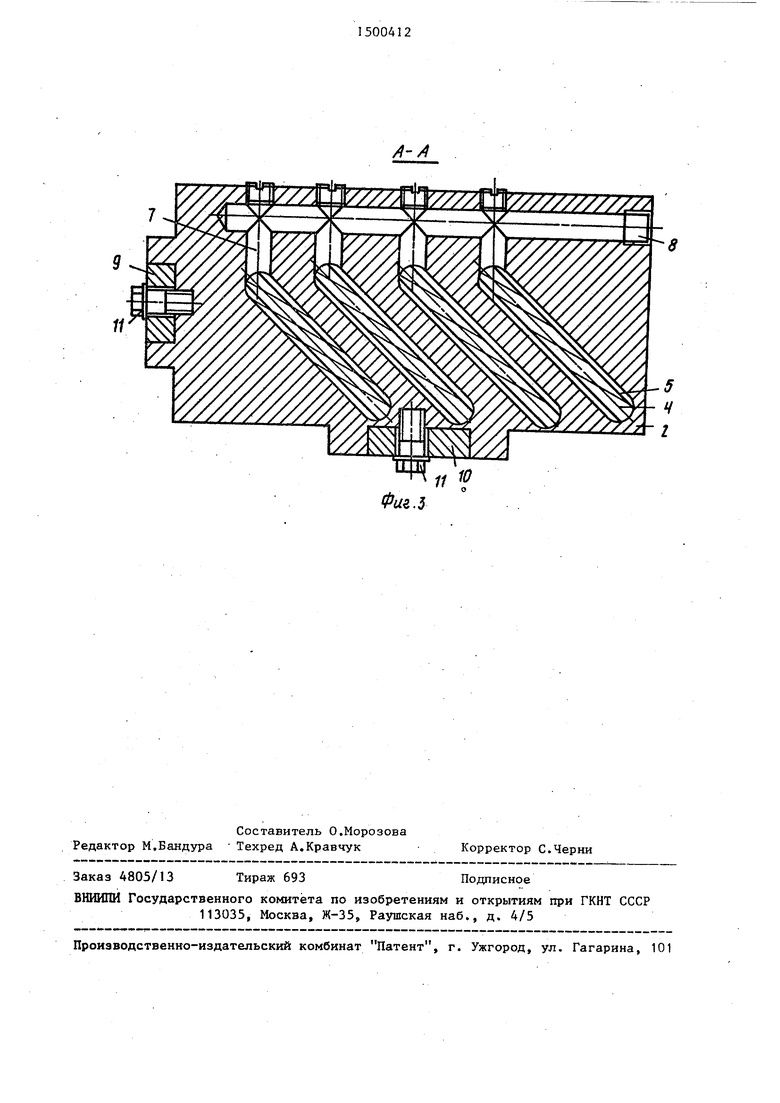
На фиг.1 изображен инструмент для обкатки трубчатых заготовок; на фиг.2 - то же, вид в плане; на фиг.З - сечение А-А га фиг.; на фиг.4 - сечение Б-Б на фиг,2.
Инструмент дла обкатки трубчатых заготовок состоит из рабочей части 1 и основания 2-,
Во внутренней полости а основания 2 расположен клин 3 с установ- ленными на его опорной поверхности толкателями 4, находящимися в отверстиях 5 основания 2 и канавках 6 рабочей части. В основании 2 выполнены отверстия 7, по которым через распределительное отверстие 8 подается СОЖ, Рабочая часть 1 соединена с основанием 2 посредством ребер 9, 10 и винтов 1I. Толкатели 4 имеют прЬ- дольные пазы 12.
Рабочая часть инструмента представляет собой пластину, имеющзто равнотолщинность по всей поверхности и вьшолненную из износостойкого материала. Основание 2 представляет собой отливку., например, из чугуна. К распределительному отверстию 8 подводится СОЖ, которая подается по отверстиям 7 и толкателям 4. При этом полости, образованные стенками основания 2 и пазами толкателей 4, наполняются СОЖ.
Основание 2 инструмента устанавливается на столе поперечного суп- порта обкатного станка таким образом чтобы по окончании операции обкатки на инструменте .клину 3 придавалось поступательное перемещение, приводящее к-перемещению вверх толкателей 4 Поднимаясь вверх, толкатели 4 дости- гают уровня, когда полости с СОЖ оказываются выше рабочей поверхности части инструмента и выталкивают при этом окалину из канавок торцами Одновременно СОЖ, растекаясь по ра- бочей поверхности инструмента, смывает окалину, образовавшуюся при обкатке , а также смазывав ет рабочую поверхность,
4
Находясь в рабочем верхнем положении, толкатели 4 перекрывают отверстия 7 подачи СОЖ, так как отверстия толкателей 4 будут при этом находиться выше уровня отверстий 7..
Следовательно, СОЖ расходуется орциями, соответствующими объему пазов толкателей, после каждого рабочего хода инструмента, а не истекает непрерывно.
Наличие смазки на рабочей поверхности рабочей части приводит к снижению усилий трения инструмента по заготовке, к снижению потребной мощности привоов вращения заготовки и подачи инструмента и следовательно, к сниению энергоемкости процесса обкатки. К тому же снижается износ рабочей поверхности инструмента. Толкатели 4 выталкивают из канавок 6 окалину, возвращая рабочей части 1 первоначальное состояние, рабочей поверхности. Это позволяет повысить срок спользования рабочей части 1, снизить расход износостойкого материала, необходимого для ее изготовления.
Произведенная настройка основания устраняет необходимость настройки рабочей части при казвдой последующей её замене после достижения предельной степени износа.
Предлагаемый инструмент имеет конструкцию, в которой более рационально используется дорогостоящий материал. Рабочая часть 1 инструмента имеет ребра 9 и 10, которые удерживают ее от сдвига под воздействием осевых и тангенциальных усилий обкатки. При таком методе крепления рабочей части 1 отсутствует необходимость применения специального зажима. Применение винтов 11 не позволяет рабочей части сместиться в вертикальном направлении при по- ступальном перемещении толкателей 4. Изготовление основания 2 инструмента из обычного, не износостойкого материала позволит осуществить подвод СОЖ к рабочей поверхности рабочей части.
Формула изобретения
1. Инструмент для обкатки трубчатых заготовок., с рабочей частью и рабочей поверхностью, вьшолненной с канавками, кромки которых образованы пер°есечением стенок канавок с рабо515004
чей поверхностью и выполнены в виде пазов, наклонных к оси обкатки, отличающийся тем, что,- с целью снижения энергоемкости об- g катки при одновременном повьппении срока службы, он снабжен основанием, вьшолненным свнутренней полостью, распределительным отверстием и соединенными с ним каналами для подво- ю да смазки, и отверстиями, выполненными соосно с канавками по их форме, а также толкателями, установленными с возможностью вертикального переме126
щения в упомянутых отверстиях основания и рабочей части, и установленным во внутренней полости основания клином с возможностью взаимодействия с толкателями,
2,Инструмент по п.1, о т л и - чающийся тем, что его рабочая часть выполнена в виде пластины с ребрами.
3.Инструмент по п.1, о т л и - чающийся тем, что толкатели выполнены с продольными пазами.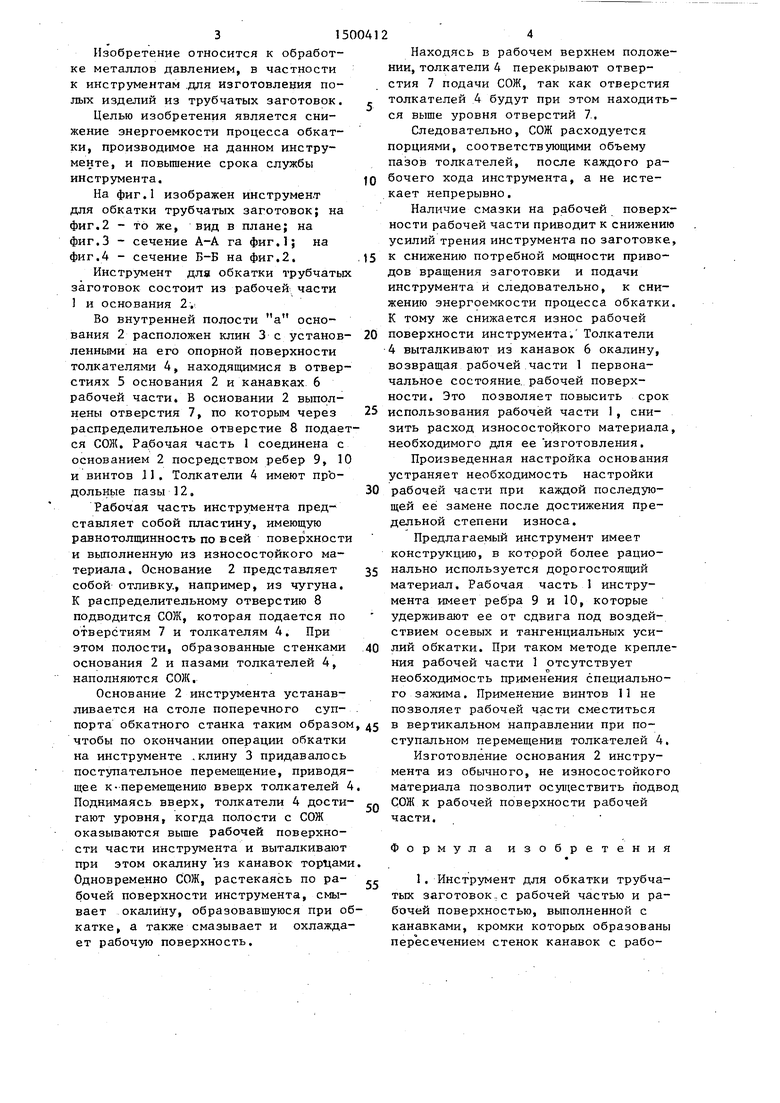
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей обработки металлов давлением | 1983 |
|
SU1110533A1 |
| Инструмент трения для изготовления тангенциальной обкаткой полых изделий из трубчатых заготовок | 1982 |
|
SU1058677A1 |
| БУРОВОЕ ДОЛОТО | 2004 |
|
RU2270321C1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2347671C1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2314189C1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| Штамп для выдавливания удлиненных изделий | 1977 |
|
SU662226A1 |
| Стан для обкатки трубчатых заготовок | 1985 |
|
SU1326367A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЮСНЫХ НАКОНЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2031451C1 |
| Штамп для штамповки деталей | 1985 |
|
SU1266635A1 |
Изобретение относится к обработке металлов давлением , в частности, к инструментам для изготовления полых изделий из трубчатых заготовок. Цель изобретения - снижение энергоемкости процесса обкатки и повышение срока службы инструмента. Инструмент состоит из рабочей части 1, основания 2, клина 3 с установленными на его опорной поверхности толкателями 4, выполненными с продольными пазами 12, и находящимися в отверстиях 5 основания 2 и в канавках 6 рабочей части. После окончания операции обкатки клин 3 перемещает вверх толкатели 4, которые, в свою очередь, торцами выталкивают окалину из канавок. СОЖ, находящаяся в пазах 12, растекаясь по рабочей поверхности инструмента, смывает окалину, а также смазывает и охлаждает рабочую поверхность инструмента. 2 з.п. ф-лы, 4 ил.
/ / /
/ / /
Фие.1
Фиг.г
Фи.З
| Инструмент трения для изготовления тангенциальной обкаткой полых изделий из трубчатых заготовок | 1982 |
|
SU1058677A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
