4
СО
ю
Фи. 1
3150
Изобретение еугносится к переработке пластмасс в изделия методом под давлением.
Цель изобретения - повышение про изводительности, расигирение технологических возможностей и улучшение условий обслуживания литьевой формы о
На фиг.1 изображена литьевая фор ма в сомкнутом положении в момент впрыска полимерного материала, продольный разрез; на фиг.2 - разрез А-Л на фиГо1; на фиг.З - литьевая форма в момент, разъема о
Литьевая форма содержит неподвижную полуформу 1 и подвижную по- луформу,включающую плиту крепления 2, опорные брусья 3, обойму 4 с матрицами 5, упоры 6 и выталкивате- ли 7. Обойма 4 установлена с возможностью вращения вокруг горизонтальной оси Б, параллельной плоскости разъема В. Матрицы 5 закреплены на противолежащих сторонах 8,9и10, 11 обоймы 4. Упоры 6 закреплены на углах противолежащих сторон 8, 9 и 10, 11, а выталкиватели 7 размещены в пазу 12, вьшолненном в штанге 13с
Литьевая форма работает следую- образом.
При впрыске полимерного материал в матрицу 5 струя материала воздействует на выталкиватель 7, перемещая его влево. Выталкиватель 7 посредством штанги 13 вызывает перемещение выталкивателя 7, размещенного в противолежащей матрице 5, закрепленной на стороне 9 обоймы 4. Происходит выталкивание изделия 15, Во время выдержки материала под давлением рабочий производит обслуживание литьевой формы, очистку, смазку,- осмотр и установку арматуры 16
}j матри 1у Ь, яакрегшенную на стороне 10 обоймы 4. При разъеме литьевой форм1 1 под действием силы тяжести полученного изде-лия 15 о.бойма 4 поворачивается (фиг.З). При смыкании подвижной полуформы и неподвижной полуформы 1 упор 6, закрепленный на угле стороны 8 обоймы 4, упирается в неподвижную полуформу 1, вследствие чего происходит поворот обоймы 4 вокруг горизонтальной оси Б, параллельной плоскости разъема В. Перемещение выталкивателей 7 достигается вследствие того, что они связаны штангами 12 и
13,установленными таким образом, что щтанга 12 размещена с возможностью осевого перемещения в пазу
14,вьшолненном в штанге 13.
Формула :Изобре тени
Литьевая форма, содержащая,неподвижную полуформу и подвижную, включающую плиту крепления, опорные брусья, обойму с закрепленными в ней матрицами, упоры и,выталкиватели, отличающаяся тем, что, с целью повышения производительности, расширения технологическ возможностей и улучшения условий обслуживания литьевой формы, обойма установлена с возможностью вращения вокруг горизонтальной оси,,парал- лельнрй плоскости разъема, причем матрицы закреплены на противолежащих сторонах обоймы, упоры - на углах противолежащих сторон, а выталкиватели, размещенные в противолежащих матрицах,связаны между собой штангами, установленными так, что одна из штанг размещена с возможностью осевого перемещения в пазу,выполненном в другой штанге.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма | 1988 |
|
SU1523373A1 |
| Литьевая форма для изготовления полимерных изделий | 1987 |
|
SU1502377A1 |
| Литьевая форма | 1987 |
|
SU1525009A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1988 |
|
SU1537555A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1990 |
|
SU1794687A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |

Изобретение относится к переработке пластмасс в изделия литьем под давлением. Цель - повышение производительности, расширение технологических возможностей и улучшение условий обслуживания литьевой формы. Литьевая форма содержит неподвижную полуформу 1 и подвижную, включающую плиту крепления 2, опорные брусья 3, обойму 4 с закрепленными в ней матрицами 5, упоры 6 и выталкиватели 7. Обойма 4 установлена с возможностью вращения вокруг горизонтальной оси Б, параллельной плоскости разъема, матрицы 5 закреплены на противолежащих сторонах обоймы 4, упоры 6 на углах противолежащих сторон, а выталкиватели 7 размещены в противолежащих матрицах и связаны между собой штангами 13, установленными таким образом, что одна из штанг размещена с возможностью осевого перемещения в пазу выполненном в другой штанге. При впрыске полимерного материала выталкиватель посредством штанги перемещает выталкиватель, размещенный в противолежащей матрице, осуществляя выталкивание изделия. При разъеме формы обойма поворачивается, а при смыкании полуформ упор, упираясь в неподвижную полуформу, осуществляет поворот обоймы в рабочее положение. 3 ил.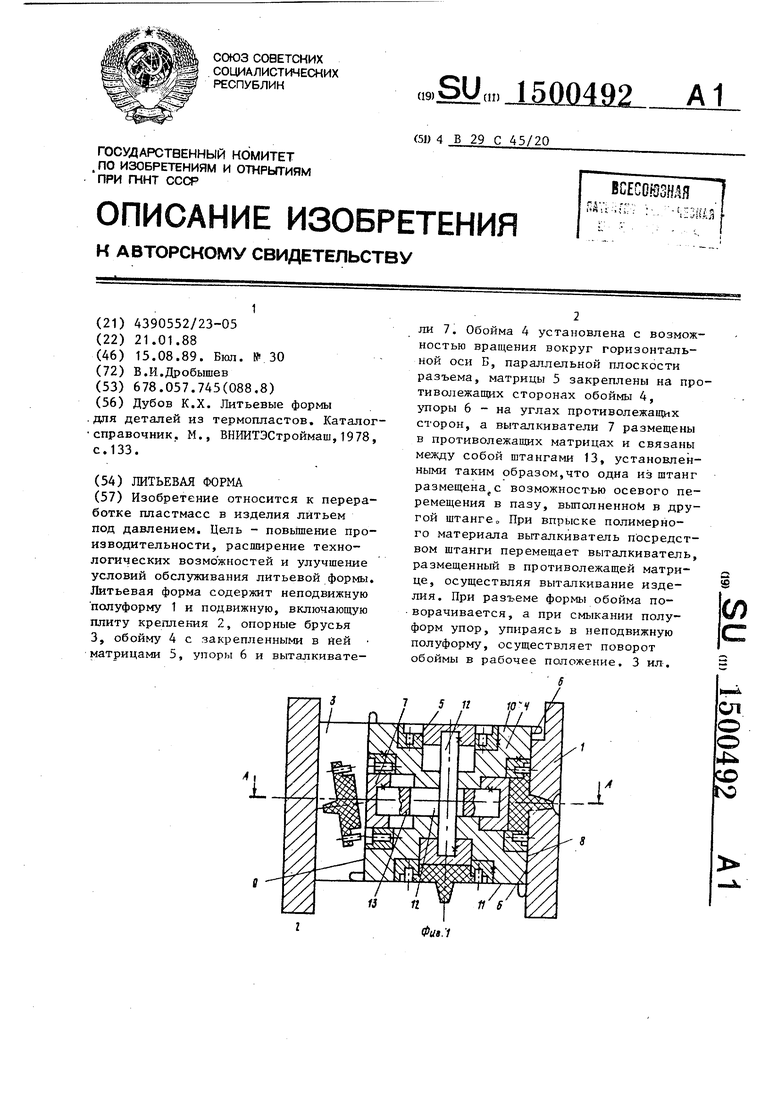
| Дубов К.Х | |||
| Литьевые формы .для деталей из термопластов | |||
| Каталог- справочник | |||
| М., ВНИИТЭСтроймаш,1978, с.133. |
