Изобретение относится к переработке вы- сокотекучих материалов, как пластических масс, так и сплавов, и может быть использовано в радиотехнической промышленности для производства деталей с цилиндрической арматурой.
Целью изобретения является уменьшение облоя на изделиях.
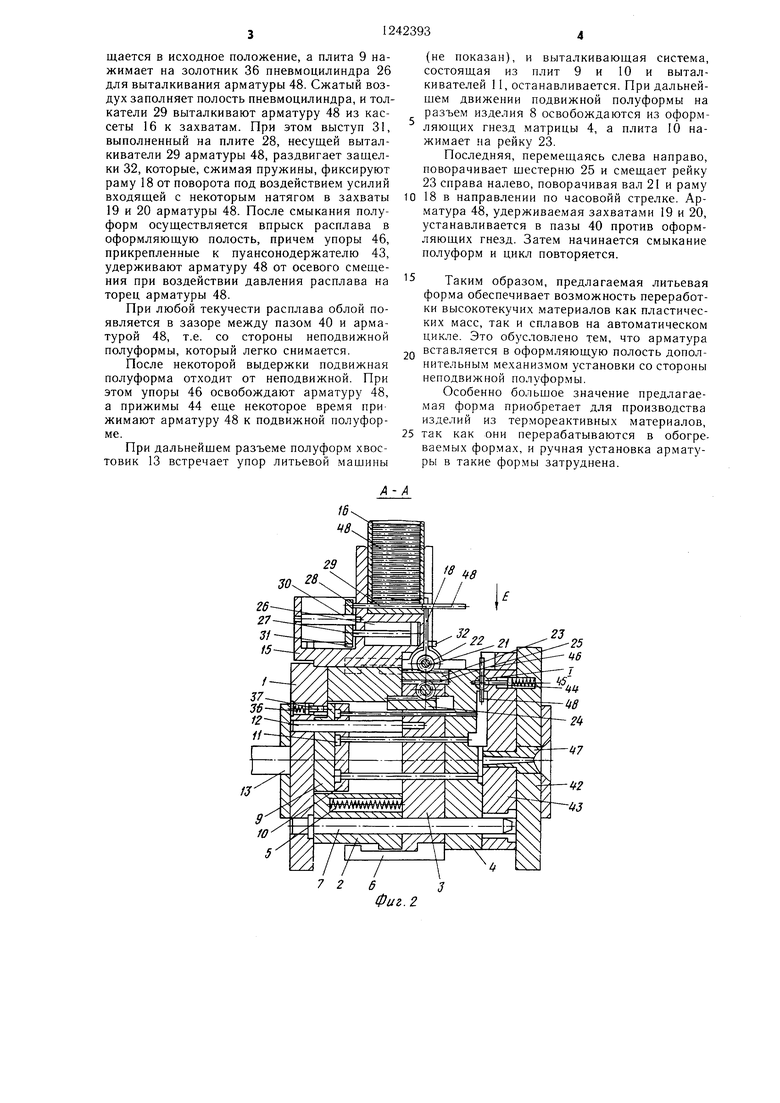
На фиг. 1 показан вид по плоскости разъема; на фиг. 2 - разрез А-А на фиг.
выступом 31, который взаимодействует с защелками 32, между которыми установлены пружины 33 и которые подвижно установлены на осях 34 для фиксации поворотной рамы 18 при выталкивании арматуры из кассеты 16.
Корпус 15 снабжен концевиком 35, связанным с электрической частью литьевой машины.
Пневмоцилиндр 26 управляется золотнипри сомкнутых полуформах; на фиг. 3 - ю ком 36, подпружиненным пружиной 37 и
то же, сечение при разомкнутых полуформах; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - узел 1 на фиг. 2; на фиг. 6 - сечение В-В на фиг. 5; на фиг. 7 - сечение Г-Г на фиг. 3; на фиг. 8 - узел II на фиг. 1; на фиг. 9 - сечение Д-Д на фиг. 8; на фиг. 10 - вид Е на фиг. 2. Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой содержит подвижную полуформу, смонтированную на основании 1 и включаюш,ую промежуточную плиту 2, опорную плиту 3 с матрицей 4. Между промежуточной плитой 2 и опорной плитой 3 установлены пружины 5, с помощью которых образуется дополнительный разъем, ограниченный планками 6.
встроенным в плиту, в которой выполнены каналы 38 для подачи сжатого воздуха через штуцер 39.
В матрице 4 выполнены пазы 40 под арматуру и пересекающий их паз 41.
5 Неподвижная литниковая плита 42 выполнена с таким же, как в .матрице 4, пазом 40 под арматуру, перпендикулярно которому в пуансонодержателе 43, жестко прикрепленном к плите 42, установлен под.,., пружиненный прижим 44 с пружиной 45, а также жесткие упоры 46 для фиксации арматуры.
Суммарное усилие всех пружин 45 меньше суммы усилий всех пружин 5. Прижимы 44 имеют также коническую часть, вхоВсе плиты подвижной полуформы перемеща- 25 дящую в паз 41 для перекрытия пазов 40
ются по направляюш,им колонкам 7. Б промежуточной плите 2 размещена выталкивающая система для изделий 8, которая состоит из плиты 9 с установленными на ней плитой 10 с закрепленными на ней выталкивателями 11 для изделий 8, а также 30 вязана форма.
при отсутствии арматуры.
Неподвижная полуформа снабжена литниковой втулкой 47, конструкция которой зависит от вида перерабатываемого материала и типа литьевой машины, к которой принаправляющих колонок 12 и хвостовика 13. Для возврата выталкивающей системы подвижная полуформа имеет контртолкатели 14.
На промежуточной плите 2 жестко устаЛитьевая форма работает следующим образом.
После установки формы на литьевую мaDJинy подсоединяют штуцер 39 к источнику сжатого воздуха, а концевик 35 подключают
новлены корпус 15, в котором размещена 5 к электрической системе литьевой машины.
При разомкнутых полуформах устанавливают наполненную арматурой кассету 16. Затем смыкают и размыкают полуформы без впрыска расплава для переноса арматуры
вертикальная кассета 16 с паза.ми 17 для размещения арматуры, количество которых соответствует количеству оформляющих мест в форме. Подвижная полуформа снабжена
механизмом установки арматуры в оформ- о оформляющую полость. При смыкании
полуформ контртолкатели 14 устанавливают плиты 9 и 10 в исходное положение, а матрица 4 касается пуансонодержателя 43. При этом прижимы 44 фиксируют ар.матуру 48 в пазах 40 матрицы 4.
Зазор, образованный пружинами 5 между промежуточной плитой 2 и опорной плитой 3, начинает уменьшаться. При своем пере- меш,ении плита 2 толкает двухстороннюю рейку 23, которая перемещается слева направо, поворачивая шестерню 22 с валом 21 и
ляющую полость, который выполнен в виде закрепленной на опорной плите 3 поворотной рамы 18 с парными захватами 19 и 20, установленными против каждого оформляющего места.
Рама 18 жестко закреплена на валу 21, 45 расположенном на верхней плоскости опорной плиты 3. На валу 21 с двух сторон жестко посажены шестерни 22, которые связаны с двухсторонними рейками 23. Последние вместе с рейками 24 вставлены в окна.
выполненные с боковых сторон в опорной 50рамой 18 против часовой стрелки. Рейка
плите 3. Между рейками 23 и 24 установ-24 сдвигается справа налево. В этот момент
лена связанная с ними шестерня 25.арматура 48, удерживаемая прижи.мами 44 и
В корпус 15 встроена также выталки-упором 46, выходит из захватов 20 рамы 18
вающая система для арматуры, которая пред-и остается между сомкнутыми полуформа.ми.
ставляет собой пневмоцилиндр 26, шток 27При этом под воздействием усилий пружин
45 весь зазор между пазом 40 и арматукоторого связан с плитой 28, несущей толкатели 29. Плата 28 направляется колонками 30 и выполнена с поперечным
рой 48 образуется со стороны неподвижной полуформы. Таким образом рама 19 возвравыступом 31, который взаимодействует с защелками 32, между которыми установлены пружины 33 и которые подвижно установлены на осях 34 для фиксации поворотной рамы 18 при выталкивании арматуры из кассеты 16.
Корпус 15 снабжен концевиком 35, связанным с электрической частью литьевой машины.
Пневмоцилиндр 26 управляется золотником 36, подпружиненным пружиной 37 и
встроенным в плиту, в которой выполнены каналы 38 для подачи сжатого воздуха через штуцер 39.
В матрице 4 выполнены пазы 40 под арматуру и пересекающий их паз 41.
Неподвижная литниковая плита 42 выполнена с таким же, как в .матрице 4, пазом 40 под арматуру, перпендикулярно которому в пуансонодержателе 43, жестко прикрепленном к плите 42, установлен подпружиненный прижим 44 с пружиной 45, а также жесткие упоры 46 для фиксации арматуры.
Суммарное усилие всех пружин 45 меньше суммы усилий всех пружин 5. Прижимы 44 имеют также коническую часть, входящую в паз 41 для перекрытия пазов 40
вязана форма.
при отсутствии арматуры.
Неподвижная полуформа снабжена литниковой втулкой 47, конструкция которой зависит от вида перерабатываемого материала и типа литьевой машины, к которой приЛитьевая форма работает следующим образом.
После установки формы на литьевую мaDJинy подсоединяют штуцер 39 к источнику сжатого воздуха, а концевик 35 подключают
к электрической системе литьевой машины.
45 весь зазор между пазом 40 и арматурой 48 образуется со стороны неподвижной полуформы. Таким образом рама 19 возвращается в исходное положение, а плита 9 нажимает на золотник 36 пневмоцилиндра 26 для выталкивания арматуры 48. Сжатый воздух заполняет полость пневмоцилиндра, и толкатели 29 выталкивают арматуру 48 из кассеты 16 к захватам. При этом выступ 31, выполненный на плите 28, несущей выталкиватели 29 арматуры 48, раздвигает защелки 32, которые, сжимая пружины, фиксируют раму 18 от поворота под воздействием усилий входящей с некоторым натягом в захваты 19 и 20 арматуры 48. После смыкания полуформ осуществляется впрыск расплава в оформляющую полость, причем упоры 46, прикрепленные к пуансонодержателю 43, удерживают арматуру 48 от осевого смещения при воздействии давления расплава на торец арматуры 48.
При любой текучести расплава облой появляется в зазоре между пазом 40 и арматурой 48, т.е. со стороны неподвижной полуформы, который легко снимается.
После некоторой выдержки подвижная полуформа отходит от неподвижной. При этом упоры 46 освобождают арматуру 48, а прижимы 44 еще некоторое время прижимают арматуру 48 к подвижной полуформе.
При дальнейшем разъеме полуформ хвостовик 13 встречает упор литьевой машины
(не показан), и выталкивающая система, состоящая из плит 9 и 10 и выталкивателей 11, останавливается. При дальнейшем движении подвижной полуформы на разъем изделия 8 освобождаются из оформляющих гнезд матрицы 4, а плита 10 нажимает на рейку 23.
Последняя, перемещаясь слева направо, поворачивает шестерню 25 и смещает рейку 23 справа налево, поворачивая вал 21 и раму 0 18 в направлении по часовойй стрелке. Арматура 48, удерживаемая захватами 19 и 20, устанавливается в пазы 40 против оформляющих гнезд. Затем начинается смыкание полуформ и цикл повторяется.
5 Таким образом, предлагаемая литьевая форма обеспечивает возможность переработки высокотекучих материалов как пластических масс, так и сплавов на автоматическом цикле. Это обусловлено тем, что арматура
Q вставляется в оформляющую полость дополнительным механизмом установки со стороны неподвижной полуформы.
Особенно большое значение предлагаемая форма приобретает для производства изделий из термореактивных материалов,
5 так как они перерабатываются в обогреваемых формах, и ручная установка арматуры в такие формы затруднена.
Фиг.З
6-5
Фиг.it
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1985 |
|
SU1329989A2 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1430286A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1987 |
|
SU1498622A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1509266A1 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |


Фиг. 8
Фиг. 9
Фаг.ю
Составитель В. Шуралев
Техред И. ВересКорректор В. Бутяга
Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
Редактор В. Иванова Заказ 3657/20
в -В
Г- Г
| Литьевая форма для изготовления полимерных изделий с арматурой | 1984 |
|
SU1186514A1 |
| Солесос | 1922 |
|
SU29A1 |
