/; ;
(Л
СП
р
N9 СО ч|
ю
3150
Изобретение относится к области переработки полимерных материалов и может быть использовано для изготовления из них изделий методом литья под давлением.
Цель изобретения - упрощение изготовления формы и повышение надежности ее работы.
На фиг. 1 изображена литьевая фор ма, скомкнутое положение, продольный разрез; на фиг. 2 - то же, момент выталкивания изделий (первая ступень выталкивания); на фиг. 3 - то же, в момент сброса изделий с выталкива- талей.
Литьевая форма содержит неподвижную полуформу 1 и подвижную полуформу, включающую стойки 2, плиту мат.- риц 3, основание 4, плиту 5 предва- рительного выталкивания, плиту 6 окончательного выталкивания, хвостовик 7 и механизм перемещения плиты окончательного выталкивания, выполненный в виде связанного с плитой 6 оконча- тельного выталкивания посредством гибкой тяги 8 груза 9. Плита матриц 3 имеет Г-образный канал 10 для прохода груза.
Груз 9 расположен между плитой матриц 3 и плитой предварительного выталкивания с возможностью перемещения в канале 10 под действием силы тяжести. В плите 5 предварительного выталкивания закреплены выталкиватели 11 и контртолкатели 12.
Работа литьевой формы осуществляется следующим образом.
После впрыска полимерного матери
ала и необходимого времени выдержки
40
производится раскрытие литьейой формы, При этом подвижная полумуфта отделяется от неподвижной полуформы 1. Хвостовик 7 упирается в упор литьевой машины и останавливает плиту 5 предварительного выталкивания, а результате чего происходит выталкивание
Q 5
0 5
О
5
0
изделий из плиты матриц 3 выталкивателями 11. После того, как плита 5 предварительного выталкивания подойдет к грузу 9, происходит его перемещение под действием этой плиты, Которое продолжается до тех пор, пока груз 9 не провалится в канал 10. Перемещаясь в канале 10 под действием силы тяжести, груз 9 при помощи гибкой тяги 8 вызывает резкое перемещение плиты 6 окончательного выталкивания, которая, воздействуя на плиту 5 предварительного выталкивания, вы- зьшает сбрасывание зависающих изделий с выталкивателей 11.
При смыкании подвижной полумуфты и неподвижной полуформы 1, неподвижная полуформа 1 упирается в контртолкатели 12, вызывая перемещение плиты 5 предварительного выталкивания и плиты 6 окончательного выталкивания. Плита 6 окончательного выталкивания при помощи гибкой тяги 8 возвращает груз 9 в исходное положение.
Формула изобретения
Литьевая форма для изготовления полимерных изделий, содержащая неподвижную полуформу и подвижную полуформу, включающую плиты матриц, основание, плиты предварительного и окончательного выталкивания изделий и . механизм перемещения плиты окончательного выталкивания, отличающаяся тем, что, с целью упрощения изготовления формы и повьщ1ения н надезкиости ее работы, механизм перемещения плиты окончательного выталкивания выполнен в виде связанного с последней гибкой тягой груза, который расположен между плитой матриц и плитой предварительного выталкивания, при этом в плите матриц выполнен Г-образный канал для прохода груза.
Ю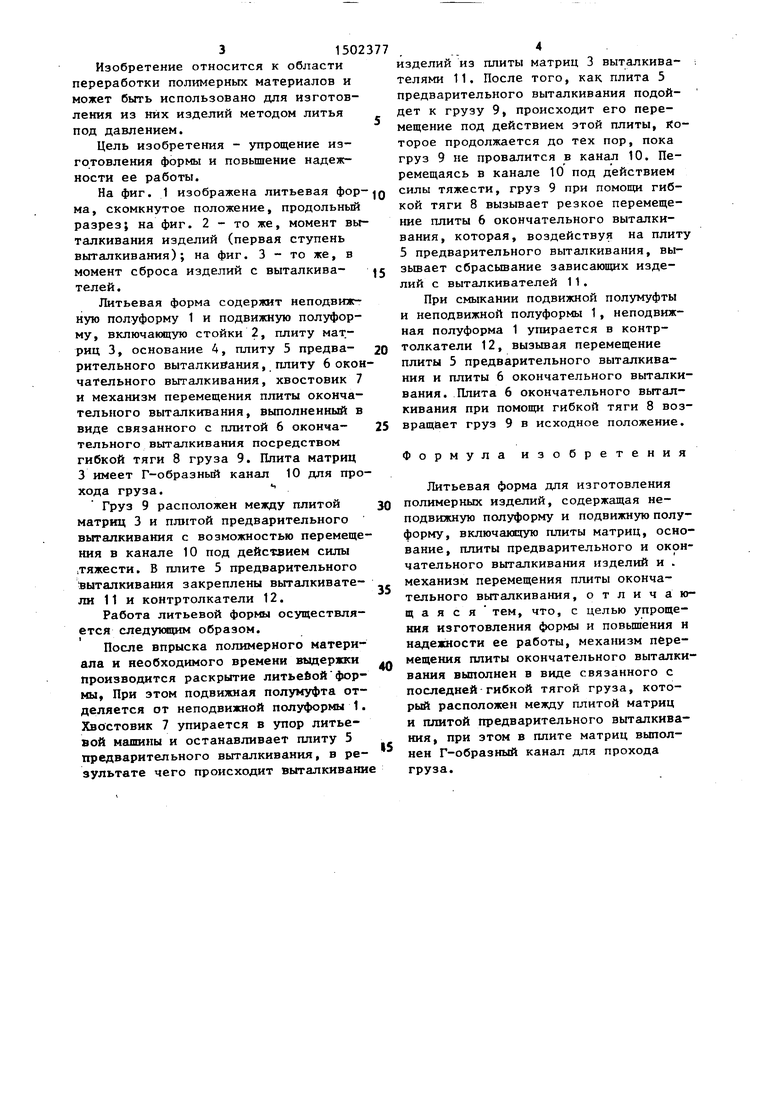
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма с двухступенчатой выталкивающей системой | 1988 |
|
SU1597280A1 |
| Литьевая форма с двухступенчатой выталкивающей системой | 1986 |
|
SU1366415A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма | 1987 |
|
SU1525009A1 |
| Литьевая форма для изготовления полимерных изделий с внутренней резьбой и поднутрениями | 1986 |
|
SU1435449A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1989 |
|
SU1687440A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1609694A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1562150A2 |

Изобретение относится к литьевым формам для изготовления полимерных изделий. Цель изобретения - упрощение изготовления формы и повышение надежности ее в работе. Для этого механизм перемещения плиты 6 окончательного выталкивания выполнен в виде связанного с ней гибкой тягой 8 груза 9, который расположен между плитой матриц 3 и плитой предварительного выталкивания 5. В плите матриц выполнен Г-образный канал 10 для прохода груза под действием силы тяжести. При раскрытии формы груз плитой предварительного выталкивания перемещается в канал 10. В результате падения груза перемещается плита окончательного выталкивания и, соударяясь с плитой предварительного выталкивания, стряхивает залипшие на выталкивателях изделия. 3 ил.
Редактор Е. Папп
фие. 3
Составитель В. Шуралев Техред м.Ходанич
Корректор н. Рогулич
| Бестрансформаторный преобразователь постоянного напряжения | 1980 |
|
SU936282A1 |
| Солесос | 1922 |
|
SU29A1 |
