(Л
о о
и
4:
ь/.
31500
оформляющим элементом и основагше 7 направляющей колонки 13 с копирным пазом 14 гщя взаимодействия с закреп- ленными в ползуне штифтами 15, при этом в плите 9 окончательного выталкивания выполнено гнездо 16 для плиты 8 предварительного выталкивания. При раскрытии формы после останова плит выталкивания изделие С1шмает-
ся с пуансона. Далее ползун 12 под воздействием направляющей колонки 13, ее копир 1ого паза 14 освобождает плиту 8 предварительного выталкивания, в резул1 тате чего изделие оказывается вытолкнутым на расстояние, превышающее его высоту. В ходе дальнейшего закрытия оно окончательно удаляется плитой съема 11. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1986 |
|
SU1502376A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1984 |
|
SU1186518A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной линии | 1990 |
|
SU1761527A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1359146A1 |
| Литьевая форма для изготовления изделий из пластмасс с поднутрениями | 1988 |
|
SU1599227A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |


Изобретение относится к литьевым формам для изготовления полимерных изделий. Цель изобретения - увеличение хода выталкивания для изготовления высоких изделий. Для этого механизм совместного или предварительного и окончательного выталкивания выполнен в виде установленного в направляющем пазу в плите 9 окончательного выталкивания ползуна 12 для задержки плиты 8 предварительного выталкивания и связывающей плиту 4 с оформляющим элементом и основание 7 направляющей колонки 13 с копирным пазом 14 для взаимодействия с закрепленными в ползуне штифтами 15, при этом в плите 9 окончательного выталкивания выполнено гнездо 16 для плиты 8 предварительного выталкивания. При раскрытии формы после останова плит выталкивания изделие снимается с пуансона. Далее ползун 12 под воздействием направляющей колонки 13, ее копирного паза 14 освобождает плиту 8 предварительного выталкивания, в результате чего изделие оказывается вытолкнутым на расстояние, превышающее его высоту. В ходе дальнейшего закрытия оно окончательно удаляется плитой съема 11. 3 ил.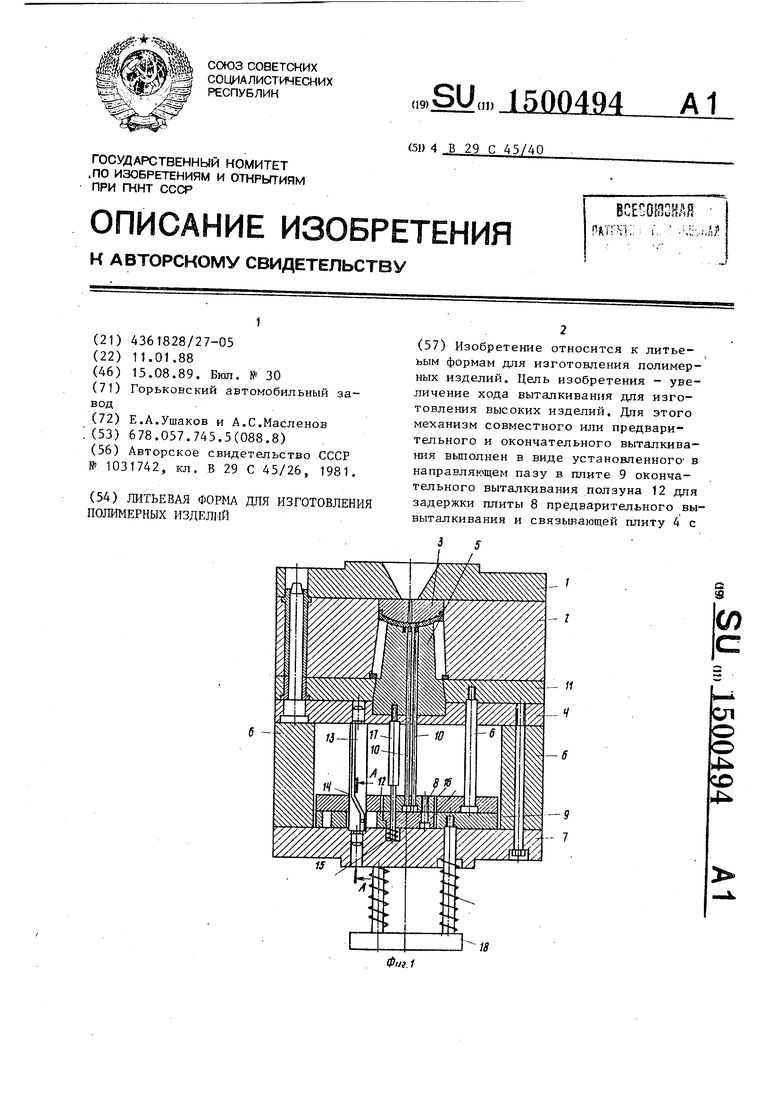
Изобретение относится к оснастке для переработки тшастмассъ
На фиго1 показана ф9рма в сомк- нутом положении., общий вид, разрез; на фиг о2 - то же, в; разомкнутом положении в момент выталкивания изде- лия; на фиг„3 - разрез А-А на .
Цель изобретения - увеличение хода выталкивания для изготовления высоких изделий
Литьевая форма содержит неподвижную литниковую плиту 1 с плитой ма- трицы 2,в которой установлена вставка 3 с литником, подвижные плиту 4 с оформляющим элементом-пуансоном 5, опорные плиты 6j жестко связанные с основанием 7, плиты предварительного 8 и окончательного 9 выталкивания со сталкивающими элементами соответственно с выталкивателями 10 и плитой съема 11.
Механизм совместного перемещения плит предварительного 8 и окончательного 9 выталкивания выполнен в виде установленного в направляющем пазу в плите 9 окончательного выталкивания ползуна 12 для задержки плиты 8 предварительного вытал1сивания и связывающей плиту 4 с оформляющим элементом и основание 7 направляющей колонки 13 с копирным пазом 14 для взаимодействия с закрепленными в ползуне 12 щтифта 4И 15, при этом в плите 9 окончательного выталкивания выполнено гнездо 16 для плиты 8 предварительного выталкивания. Кроме направляющей колонки 13 предусмотрена направляющая колонка
17с уступом для плиты предварительного выталкивания,, которая подпру- : Шнена относительно основания 7,
Плита 9 окончательного выталки- . связана колонками с плитой
18для взаимодействия с упором термопласта втомата.
Литьевая форма работает следующим образом.
После впрыска полимерного материала в полость формы и охлаждения полимера форму раскрывают. При этом подвижная часть литьевой формы отходит от неподвижной литниковой плиты 1 с плитой матрицы 2 на определенное расстояние, после чего плита 18 упирается в упор литьевой машины, в результате чего плита окончательного выталкивания 9 и плита 8 предварительного выталкивания останавливаются, а плита с оформляющим элементом, опорные плиты и основание продолжают движение. Плита съема 11 и выталкиватели 10 снимают изделие с пуансона. Одновременно ползун 12, взаимодействуя через штифты 15 с копирным пазом 14 колонки 13, перемещается по направляющему пазу в плите 9 окончательного выталкивания, выходит из контакта с плитой В предварительного выталкивания, освобождая ее тем самым от связи с плитой 18. При этом направляющая колонка 17, упираясь уступом в плиту 8 предварительного выталкивания, начинает перемещать ее вместе с подвижной частью литьевой фор- мы, а центральная часть изделия оказывается вытолкнутой на расстояние, превышающее ее высоту. При даль- ;нейшем движении подвижной части литьевой формы пружины поджимают плиту 8 предварительного выталкивания к уступу колонки 18, а плита съема 11 окончательно снимает с пуансона изделие, которое падает вместе с литником.
Формула изобретения
Литьевая форма для изготовления полимерных изделий, содержащая неФиг. 2
Физ.д
15
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| Солесос | 1922 |
|
SU29A1 |
