Изобретение относится к дефектоскопии и сварочной технике, а именно к источникам питания, и может найти эффективное применение в условиях сварных конструкций и оперативного ремонта с последующим контролем.
Цель изобретения - снижение массы и габаритов за счет совмещения функций узлов устройства.
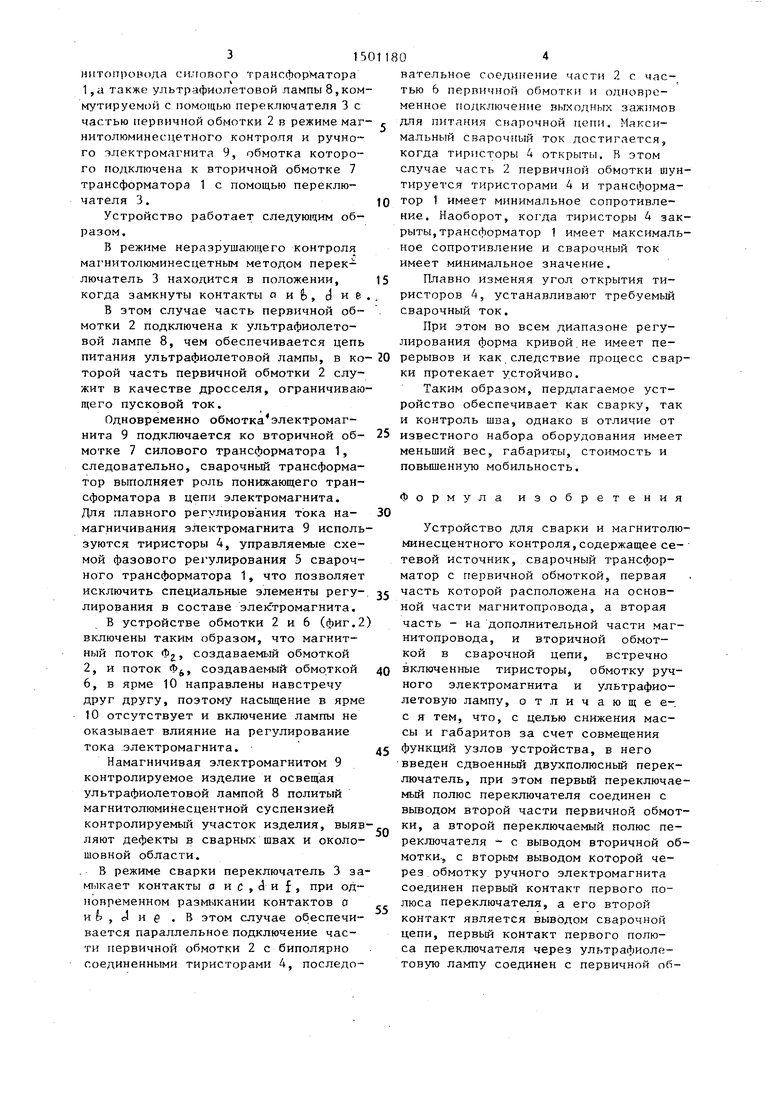
На фиг.1 изображена принципиальная схема устройства; фиг.2 - схема устройства в режиме магнитолюминесцент- ного контроля.
Устройство для сварки и магнитолю- минесцентного контроля (фиг.1) состоит из силового трансформатора 1, состоящего из части первичной обмотки 2, расположенной на разомкнутой части магнитопровода, к которой в режиме сварки с помощью двухпозицион- ного переключателя 3 подключены параллельно биполярно соединенные тиристоры 4, управляемые схемой фазового регулирования 5, и части первичной 6, вторичной 7 обмоток, расположенных на замкнутой части магСХ5
нитопровода ciuroBoro трансформатора 1,а также ультрафиолетовой лампы8,ком мутируем1)й с помощью переключателя 3 с частью первичной обмотки 2 в режиме маг нитолюминесцетного контроля и ручного электромагнита 9, обмотка которого подключена к вторичной обмотке 7 трансформатора 1 с помощью переключателя 3.
Устройство работает следующим образом.
В режиме неразрушающего контроля маг нитолюминесцетным методом переключатель 3 находится в положении, когда замкнуты контакты а и fe, j и е
В этом случае часть первичной обмотки 2 подключена к ультрафиолетовой лампе 8, чем обеспечивается цепь питания ультрафиолетовой лампы, в ко торой часть первичной обмотки 2 служит в качестве дросселя, ограничивающего пусковой ток.
Одновременно обмотка электромагнита 9 подключается ко вторичной об- мотке 7 силового трансформатора 1, следовательно, сварочный трансформатор выполняет роль понижающего трансформатора в цепи электромагнита. Для плавного регулирования тока на- магничивания электромагнита 9 используются тиристоры 4, управляемые схемой фазового регулирования 5 сварочного трансформатора 1, что позволяет исключить специальные элементы регулирования в составе электромагнита.
В устройстве обмотки 2 и 6 (фиг.2 включены таким образом, что магнитный Поток Ф, создаваемый обмоткой 2, и поток Ф, создаваемый обмоткой 6, в ярме 10 направлены навстречу друг другу, поэтому насьщение в ярме 10 отсутствует и включение лампы не оказывает влияние на регулирование тока электромагнита.
Намагничивая электромагнитом 9 контролируемое изделие и освещая ультрафиолетовой лампой 8 политый магнитолюминесцентной суспензией контролируемьш участок изделия, выявляют дефекты в сварньгх швах и около- шовной области.
В режиме сварки переключатель 3 замыкает контакты а и с , 3 и f , при одновременном размыкании контактов о и fe , J и е . В этом случае обеспечивается параллельное подключение части первичной обмотки 2 с биполярно соединенными тиристорами 4, последо
5
0
5 0 5
0 5
0
5
вательное соединение 2 с частью 6 первичной обмотки и однов)1С- менное подключение выходных зажимов для питания сварочной цепи. Максимальный сварочный ток достигается, когда тиристоры 4 открыты, В этом случае часть 2 первичной обмотки шунтируется тиристорами 4 и трансформатор 1 имеет минимальное сопротивление. Наоборот, когда тиристоры 4 закрыты, трансформатор 1 имеет максимальное сопротивление и сварочный ток имеет минимальное значение.
Плавно изменяя угол открытия тиристоров 4, устанавливают требуемый сварочный ток.
При этом во всем диапазоне регулирования форма кривой,не имеет перерывов и как следствие процесс сварки протекает устойчиво.
Таким образом, пердлагаемое устройство обеспечивает как сварку, так и контроль шва, однако в отличие от известного набора оборудования имеет меньший вес, габариты, стоимость и повышенную мобильность.
Формула изобретения
Устройство для сварки и магнитолю- минесцентного контроля,содержащее сетевой источник, сварочный трансформатор с первичной обмоткой, первая часть которой расположена на основной части магнитопровода, а вторая часть - на дополнительной части магнитопровода, и вторичной обмоткой в сварочной цепи, встречно включенные тиристоры, обмотку ручного электромагнита и ультрафиолетовую лампу, отличающее- с я тем, что, с целью снижения массы и габаритов за счет совмещения функций узлов устройства, в него введен сдвоенный двухполюсный переключатель, при этом первый переключаемый полюс переключателя соединен с выводом второй части первичной обмотки, а второй переключаемый полюс переключателя - с выводом вторичной обмотки., с вторым выводом которой через обмотку ручного электромагнита соединен первый контакт первого полюса переключателя, а его второй контакт является выводом сварочной цепи, первый контакт первого полюса переключателя через ультрафиолетовую лампу соединен с первичной об/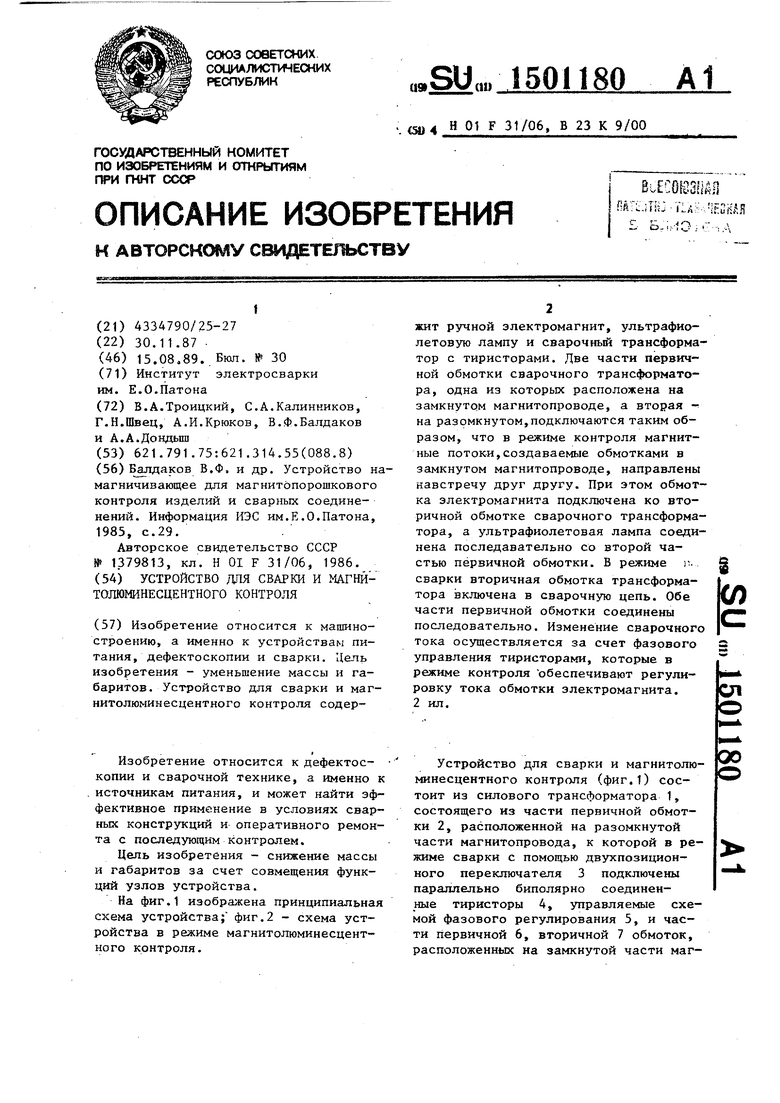
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТАКТНО-ДУГОВОЙ СВАРОЧНЫЙ АППАРАТ И СПОСОБ НАМОТКИ ЕГО ТОРОИДАЛЬНОГО СИЛОВОГО ТРАНСФОРМАТОРА | 1993 |
|
RU2111097C1 |
| СВАРОЧНЫЙ АППАРАТ(ВАРИАНТЫ) | 2002 |
|
RU2220828C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И РЕЗКИ МЕТАЛЛА | 2003 |
|
RU2256540C1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ АППАРАТ | 2016 |
|
RU2644711C2 |
| Устройство для дуговой сварки | 1990 |
|
SU1719168A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1992 |
|
RU2053072C1 |
| Однофазный сварочный выпрямитель | 1987 |
|
SU1547987A1 |
| СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 1991 |
|
RU2008152C1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ СВАРКИ, СТАРТЕРНОГО ПУСКА ДВИГАТЕЛЯ АВТОМОБИЛЯ И ЗАРЯДКИ АККУМУЛЯТОРНОЙ БАТАРЕИ | 1991 |
|
RU2009808C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1996 |
|
RU2095210C1 |
Изобретение относится к машиностроению, а именно к устройствам питания, дефектоскопии и сварки. Целью изобретения является - уменьшение массы и габаритов. Устройство для сварки и магнитолюминесцентного контроля содержит ручной электромагнит, ультрафиолетовую лампу и сварочный трансформатор с тиристорами. Две части первичной обмотки сварочного трансформатора, одна из которых расположена на замкнутом магнитопроводе, а вторая - на разомкнутом, подключаются таким образом, что в режиме контроля магнитные потоки, создаваемые обмотками в замкнутом магнитопроводе, направлены навстречу друг другу. При этом обмотка электромагнита подключена ко вторичной обмотке сварочного трансформатора, а ультрафиолетовая лампа соединена последовательно со второй частью первичной обмотки. В режиме сварки вторичная обмотка трансформатора включена в сварочную цепь. Обе части первичной обмотки соединены последовательно. Изменение сварочного тока осуществляется за счет фазового управления тиристорами, которые в режиме контроля обеспечивают регулировку тока обмотки электромагнита. 2 ил.
фиеЛ
| Балдаков В.Ф, и др | |||
| Устройство намагничивающее для магнитопорошкового контроля изделий и сварных соедине- нений | |||
| Информация ИЭС им.Е.О.Патона, 1985, с.29. | |||
| Регулируемый трансформатор для дуговых и плазменных установок | 1985 |
|
SU1379813A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
