Изобретение относится к автоматизации Прокатного производства, в частности к системам управления профилегибочными агрегатами.
Цель изобретения - повышение качества гнутых профилей и праизводи- тельности агрегата.
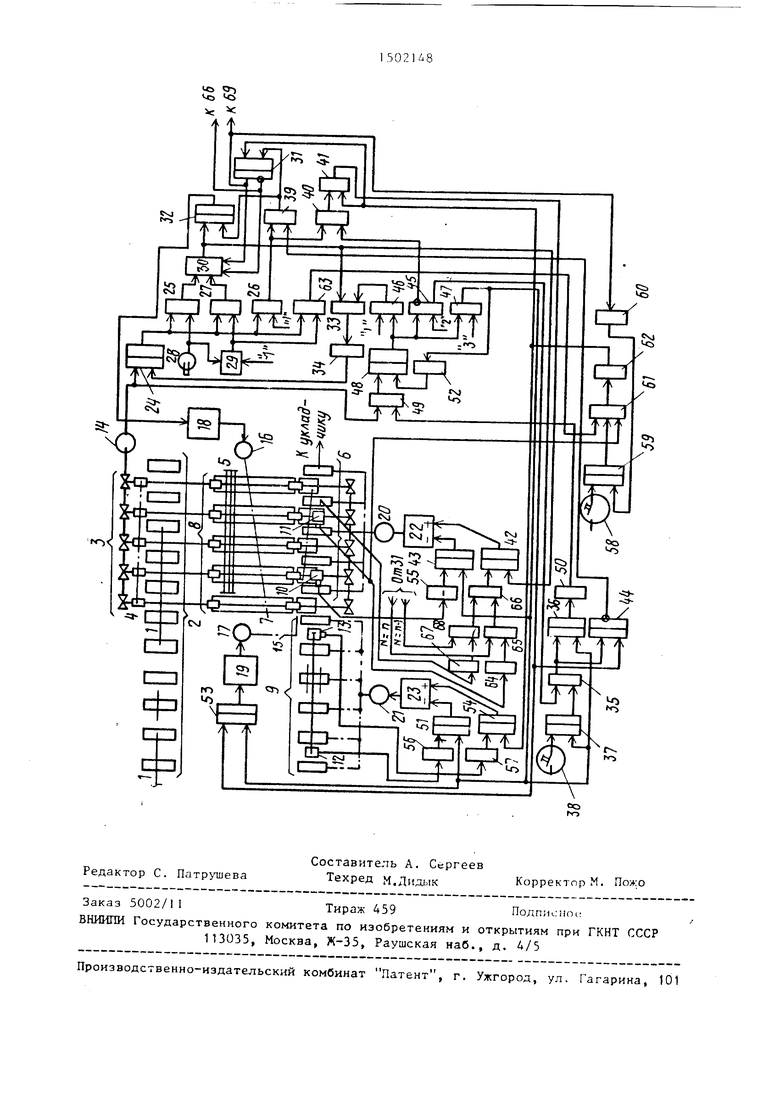
На чертеже приведена функциональная схема устройства для управления профиле гибочным агрегатом.
Гнутые профили 1 подводящим рольгангом 2 транспортируются к шлепперу 3. Последним с помощью поворотных захватов 4 профили I снимаются с рольганга 2 и набираются .в ряд 5. Сформированный из п(п « 2,3,4,...)
профилей ряд 5 перемещается шлеппе- ром 3 на рольганг 6 шлеппера благодаря поддерживающим линейкам 7, которые, поднимаясь, удерживают поворотные захваты 8 от опрокидывания. Рольгангом 6 ряд профилей может транспортироваться либо к укладчику для организованного формирования пакетов, либо в противоположную сторону на участок инспекции, где производится инспекция качества профилей. Участок инспекции содержит рольганг 9. На рольгангах размещаются 10-13 контроля наличия профилей.
К пшепперу 3 механически присоединен датчик 14 шага, контролирующий
сл
о
и
00
31502
перемещение захватов 4 и 8 на один шаг.
В зоне рольганга 6 шлеппера размещены поддерживающие линейки 15, которые, поднимаясь, также удерживают поворотные захваты В шлеппера 3 от опрокидывания при их движении до оси рольганга 6, т.е. обеспечивают возможность передачи ряда 5 про филей на ось рольганга 6 шлеппера. Поддерживающие линейки 7 и 15 имеют приводы 16 и 17 соответственно с блоками 18 и 19 управления соответственно. Рольганги 6 и 9 имеют при- воды 20 и 21 с блоками 22 и 23 управления соответственно.
Датчик 14 шага соединен со счет- Н1}1М входом счетчика 24, к выходу которого присоединены схемы 25-27 совпадений. К второму входу схемы
25совпадения присоединен задатчик 28 числа п, к второму входу схемы
26совпадения подсоединен постоянный сигнал, соответствующий числу 1, а к второму входу схемы 27 совпадений присоединен выход сумматора 29, первый вход которого присоединен к задатчику 28 числа п,
а к второму входу подведен с обрат- ным знаком постоянный сигнал, соответствующий числу 1, Выходы схем 25 и 27 совпадений присоединены к соответствующим информационным входам селектора 30, к управляющим вхо- дам которого присоединены соответственно прямой и инверсный выходы триггера 31. Выход селектора 30 присоединен к S-входу триггера 32, а также через последовательно соединенные элемент ИЛИ 33 и временной элемент ЗА присоединен к входу гащения счетчика 24 и через элемент И 35 присоединен к S-ВХОДУ триггера 36. К этому же входу триггера 36 через второй вход элемента И 35 присоединен выход триггера 37, к S - входу которог присоединен командоаппарат 38. Выход триггера 32 соединен с входом блока 18 управления приводом 16 поддержи- вающих линеек 7. Выход элемента 26 совпадений присоединен через элемент И 39 к R-входам триггеров 31 и 32, а через последовательно соединенные элементы И 40 и ИЛИ 41 - к S-входу триггера 42, выход последнего соединен со входом + блока 22 управления приводом 20 рольганга б.Вход - блка управления приводом рольганга 6 присоединен к выходу триггера 43. К второму входу элемента И 39 присоединен инверсный выход триггера 44, S- вход которого соединен с выходом элемента И 35, а R-вход - с прямым выходом элемента 45 совпадений. Вход последнего вместе с входами элемента 46 и 47 совпадений присоединен к выходу счетчика 48. К вторым входам элементов 46, 45 и 47 совпадений подсоединены постоянные сигналы, соответствующие числам соответственно
Г
3. Счетный вход счетчика
49 подсоединен к датчику 14 шага через элемент И 49, второй вход которго присоединен через временной элемент 50 к выходу триггера 36. Вход гашения счетчика 48 вместе с В-вхо- дами триггеров 43 и 51 подсоединен через временной элемент 52 к выходу элемента 47 совпадений, которому таже присоединены R-входы триггеров 36,37 и 53, В-БХОД последнего соединен с прямым выходом элемента 45 сопадения, инверсный выход которого соединен с вторым входом элемента И 45. Выход триггера 51 подсоединен к входу - блока 23 управления приводом 21 рольганга 9 инспе1 :ции. Вход + блока 23 управления подсоединен к выходу триггера 54, R- входы триггеров 43, 51 и 54 соединены с датчиками 10,12 и 13 через временные элементы 55-57 соответственно.
Командоаппарат 58 соединен с В- входом триггера 59, R-вхол которого подсоединен через временной элемент 60 к прямому выходу триггера 31.
Выход триггера 59 соединен через последовательно соединенные элемент И 61 и временной элемент 62 с вторым входом элемента ИЛИ 41 и с Б-входами триггеров 31 и 54.
Второй вход элемента И 61 соединен с выходом дискриминатора 63, а третий вход элемента И 61 - с датчиком 11. Входы дискриминатора 63 подсоединены соответственно к выходам сумматора 29 и счетчика 24.
Инверсный выход датчика 11 контроля наличия профилей через последовательно соединенные временной элмент 64, элемента И 65, второй вход которого подсоединен к инверсному выходу триггера 31, элемент ИЛИ 66 присоединен KI R-входу триггера 42. К второму входу элемента ИЛИ 66
подсоединен прямой выход датчика 1 1 контроля наличия профилей через последовательно соединенные временной элемент 67 и элемент И 68, второй вход которого подсоединен к прямому выходу триггера 31.
Устройство работает следующим образом.
Транспортируемые подводящим рольгангом 2 и порезанные на мерные длины профили 1 передаются шлеппером 3 в ряд 5 для организованного формирования из рядов 5 пакетов гнутых профилей.
После окончания шага шлеппером 3 его захваты 4, перемещаемые в положение датчиков 8, опрокидываются, если поддерживающие линейки 7 опущены. Это предотвращает перемещение несформированного ряда 5 на рольганг 6 при следующих шагах шлеппера, поскольку рольганг 6 отстоит от подводящего рольганга 2 на расстоянии двух шагов шлеппера 3. Циклы съема профилей 1 с подводящего рольганга 2 и перемещения их в ряд 5 повторяются непрерывно.
Количество профилей 10 перемещаемых в ряд 5, отсчитывается счетчиком 24 по сигналам датчика 14 шага шлеппера 3. При перемещении шлеппером 3 профиля 1, номер которого в ряду 5 совпадает с числом п, заданным задатчиком 28 из числа п, т.е. по окончании формирования ряда 5, срабатывает схема 25 совпадений. Если при этом отключен триггер 31, т.е. имеется сигнал на его инверсном выходе и на соответствующем входе селектора 30, последний пропускает сигнал схемы 25 совпадений к S-входу триггера 32, который включается и подается сигнал на блок 18 управления и подъем поддерживающих линеек 7. При этом после окончания перемещения профиля 1 в ряд 5 захваты 8 не опрокидываются.
С выдержкой времени временного элемента 34 чика 24.
При последующем съеме с подводящего рольганга 2 профиля 1 , льляго- щегося первым для нового ряда 5, одновременно захваты 8 шлеппера 3 перемещают сформированный из п профилей предыдущий ряд 5 на рольганг 6 шлеппера. По сигналу 1 на выходе счетчика 24 срабатывает схема 26 совпадеНИИ, сигнал которой при отключенном триггере 44 проходит через элемент И 39 и сбрасывает триггер 32. Под- - держивающие линейки 7 опускаются. Захваты 8 при этом опрокидываются и при следующем шаге шлеппера 3 не смогут переместить профиль 1 ряда 5 на рольганг 6 шлеппера.
10 ilpH срабатывании схемы 26 совпадений, т.е. при перемещении ряда 5 профилей на рольганг 6 шлеппера, через элемент И 40 и элемент ИЛИ 41 подается сигнал на S-вход триггера 42.
15 Посл &дний включается и через блок 22 управления и привод 20 включает рольганг 6 шлеппера для передачи ряда профилей в укладчик. После схода ряда профилей 5 с датчика 11 через
20 временной элемент 64, временная задержка которого обеспечивает сход профилей с рольганга 6, а также через элементы И 65 и ИЛИ 66 подается сигнал на отключение триггера 42 и
25 отключение рольганга 6. Элемент И 68 в данной ситуации сигнал не пропускает. Дпя инспекции качества профилей I командоаппаратом 38 подается сигнал, который запоминается тригге30 ром 37. По окончании текущего формирования ряда 5, т.е. после набора в него п профилей и появления сигнала на выходе селектора 30, сигнал триггера 37 проходит через элемент И 35
25 и включает триггеры 36 и 44. Выходной сигнал триггера 36 через задержку во времени элемента 50, исключающего преждевременную подачу сигнала на счетчик 48 до окончания предыдущего
40 шага шлеппера 3, разрешает прохождение через элемент И 49 на счетный вход счетчика 48 сигналов датчика 14 шага шлеппера 3.
При следующем съеме с подводящего
45 рольганга 2 профиля 1, являющегося первым в новом ряду, и одновременной передаче предыдущего ряда 5 на рольганг 6, на выходах счетчиков 24 и 28 появляется число 1. При этом срапроизводится гашение счет- 50 батьшают схемы 26 и 46 совпадений.
Сигнал схемы 26 совпадения уже не проходит через элемент И 39, так как на втором входе последнего отсутствует разрешающий сигнал триггера 4А 55 и не опускает поддерживающие линейки 7. Сигнал схемы 46 совпадения проходит через элемент ИЛИ 33 и с задержкой по времени временного элемента 34 гасит число 1 на выходе
021486
НИИ, сигнал которой при отключенном триггере 44 проходит через элемент И 39 и сбрасывает триггер 32. Под- - держивающие линейки 7 опускаются. Захваты 8 при этом опрокидываются и при следующем шаге шлеппера 3 не смогут переместить профиль 1 ряда 5 на рольганг 6 шлеппера.
10 ilpH срабатывании схемы 26 совпадений, т.е. при перемещении ряда 5 профилей на рольганг 6 шлеппера, через элемент И 40 и элемент ИЛИ 41 подается сигнал на S-вход триггера 42.
15 Посл &дний включается и через блок 22 управления и привод 20 включает рольганг 6 шлеппера для передачи ряда профилей в укладчик. После схода ряда профилей 5 с датчика 11 через
20 временной элемент 64, временная задержка которого обеспечивает сход профилей с рольганга 6, а также через элементы И 65 и ИЛИ 66 подается сигнал на отключение триггера 42 и
25 отключение рольганга 6. Элемент И 68 в данной ситуации сигнал не пропускает. Дпя инспекции качества профилей I командоаппаратом 38 подается сигнал, который запоминается тригге30 ром 37. По окончании текущего формирования ряда 5, т.е. после набора в него п профилей и появления сигнала на выходе селектора 30, сигнал триггера 37 проходит через элемент И 35
25 и включает триггеры 36 и 44. Выходной сигнал триггера 36 через задержку во времени элемента 50, исключающего преждевременную подачу сигнала на счетчик 48 до окончания предыдущего
40 шага шлеппера 3, разрешает прохождение через элемент И 49 на счетный вход счетчика 48 сигналов датчика 14 шага шлеппера 3.
При следующем съеме с подводящего
45 рольганга 2 профиля 1, являющегося первым в новом ряду, и одновременной передаче предыдущего ряда 5 на рольганг 6, на выходах счетчиков 24 и 28 появляется число 1. При этом срасчетчика 24. В связи с тем, что поддерживающие линейки 7 не опустились и захваты 8 шлеппера 3 не опрокинулись, при следующем съеме с подводящего рольганга 2 профиля 1 одновременно перемещается единичный профиль, находящийся на позиции ряда 5 на рольганг 6 шлеппера. При этом на выходе счетчика 48 появляется сиг нал 2 и срабатывает элемент 45. Однако рольганг 6 не включается выходным сигналом схемы 26 совпадений для отправки этого профиля к укладчику, так как отсутствует разрешающий сиг- нал схемы 45 совпадений на входе элемента И 40 и к S-входу триггера 42 включающий сигнал схемы 26 совпадений не проходит, схема 26 совпадений срабатывает, поскольку на выходе счетчика 24 появляется число 1. При срабатывании элемента 45 совпадений 53 через блок 19 управления и привод 17 поднимаются вторые поддерживающие линейки 15. Последние , предотвращают опрокидьгоание захватов 8 шлеппера 3 в зоне рольганга 6 для возможности перемещения шлеппером 3 при его последующем ходе единргчного профиля из ряда на ось рольганга 6 и отправки его к участку инспекции. При срабатывании элемента 45 совпадений отключается триггер 44 и выходным сигналом схемы 26 совпадений через элемент И 39 отключаются триг- геры 31 и 32. При отключении последнего опускаются поддерживающие линейки 7, захваты 8 опрокидываются и продолжается формирование нового ряда 5 из п профилей.
При последующем шаге шлеппера 3 на выходе счетчика 48 появляется число 3 и срабатывает элемент 47 совпадений. Одновременно одиночный профиль перемещается на ось роль- Ганга 6 шлеппора. Сигналом элемента 47 совпадений срабатываются триггеры 36, 37 и 53, включаются триггеры 43 и 51 и с временной задержкой элемента 52 гасится счетчик 48. При этом опускаются вторые поддерживающие линейки 15, прекращается поступление на счетный вход счетчика 48 импульсо датчика 14 шага, включаются рольган- ки 6 и 9 в обратном направлении для передачи одиночного профиля на участок инспекции. Рольганги 6 и 9 останавливаются при отключении триггеров соответственно 58 и 51 от датчиков
10 и 12 соответственно после схода с датчика 10 профиля и появления профиля на датчике 12, т.е. после передачи профиля на участок инспекции .
По окончании инспекции качества профиля командоаппаратом 58 подаетс команда на введение проверенного профиля в поток сформированных рядо направляемых в укладчик. Эта команда запоминается триггером 59. Если при этом число N на выходе счетчика 24 меньше числа п-1 , т.е. N,n-I (число п -1 образуется сумматором 29), то имеется сигнал на выходе дискриминатора 63. Если к тому же отсутствует на рольганге 6 шлеппера ряд профилей, т.е. имеется инверсны сигнал датчика П,то элемент И 61 пропускает сигнал триггера 50 через временной элемент 62 (временная задержка необходима для гарантированного соблюдения указанных условий) S-входам триггеров 31,42 и 54. При включении последних селектором 30 подключается к S-входу триггера 32 выход элемента 27 совпадений на число п-1 и включаются рольганги 9 и 6 инспекции и шлеппера для передачи проверенного профиля с участка инспекции на рольганг 6 шлепера. При сходе профиля с рольганга 9 инспекции от датчика 13 через временной элемент 57 (его временная задержка гарантирует сход профиля с рольганга 9) подается команда на отключение триггера 54 и соответственно отключение рольганга 9 инспекции. По приходе этого профиля н рольганг 6 шлеппера ог датчика И через временной элемент 67, элемен И 68 и ИЛИ 66 подается команда на отключение триггера 42 и рольганга 6 шлеппера. Временная задержка,элемента 67 на отключение рольганга 6 обеспечивает совмещение торца проверенного профиля на рольганге 6 с линией торцов профилей формируемого ряда 5. При наборе в ряд 5 п-1 профилей 1, т.е. при появлении на выходе счетчика 24 числа N п-1, срабатывает элемент 27 совпадений и через селектор 30 подается сигнал на включение триггера 32. При этом поднимаются поддерживающие линейки 7, и при последующем шаге шлеппера 3 сформированный из п-1 профилей ряд 5 передается на рольганг 6. Посколь 1
ку к этому же ряду добавляется находящийся на рольганге 6. Поскольку к этому же ряду добавляется находящийся на рольганге 6 проверенный на участке инспекции один профиль, т в результате ряд профилей на рольганге 6 содержит уже п профилей 1.
От элемента 26 совпадений через элементы И 40 и ИЛИ 41 включается триггер 42 и соответственно включается рольганг 6 шлеппера для передачи ряда профилей к укладчику, а через элемент И 39 отключается триггер 32 и опускаются поддерживающие линейки 7, а также отключается триггер 31 и селектором 30 подключается к входу триггера 32 выход элемента 25 совпадений на число п - устройств переключается на формирование рядов 5 из п профилей I. Триггер 42 и соответственно рольганг 6 отключаются при сходе ряда п рофилей с датчика 11 при появлении сигнала на инверсном выходе датчика 11, который к R-входу триггера 42 проходит через временной элемент 64 и открытый при этом элемент И 65. Затем цикл повторяется.
Таким образом, благодаря извле- чению гнутых профилей из потока формируемых рядов и передаче их поштучно для инспекции качества повьшает- ся качество гнутых профилей, а благодаря возвращению проверенных по качеству профилей в поток формируемых рядов иск лючаются потери производства, а также исключаются затраты труда на пакетировку инспектированньсх профи- лей.
Формула изобретения
I. Способ управления профилегибоч ным агрегатом, состоящий в том, что из потока непрерывно выходящих из стана и порезанных на мерные длины гнутых профилей формируют поток рядрв, каждый из п (п 2,3,4,...) профилей, поток сформированных рядов транспортируют в укладчик для органи зованного формирования пакетов гнуты профилей, отличающийся тем, что, с целью повышения качества гнутых профилей и производительности агрегата, из потока формируемых рядов для инспекдаи качества извлекают гнутые профили поштучноj а после инспекции при удовлетворительном качестве возвращают их вновь
4810
в по ) ок сформированных рядов, чего при необходимости проведения испекции- вначале заканчивают формирование текущего ряда из п профилей отправляют его в укладчик, а затем формируют ряд из одного профиля и передают.его на участок инспекции, после чего продолжают формирование рядов из п нрофилей, по окончании инспекции и при удовлетворительном качестве передают инспектированный профиль для присоединения к формируемому ряду, для чего посЗгедний набирают из (п-1) профилей.
2. Устройство для управления про- филегибочным агрегатом, содержащее шлеппер с опрокидьшающими захватами и датчиком шага, первые поддерживающие линейки с приводом и блоком управления, рольганг шлеппера с приводом и блоком управления, первый счетчик, первый и второй элементы совпадений, задатчик числа п, первый триггер, первый временной элемент, отличающееся тем, что, с целью повышения качества гнутых профилей и прпиз одительности агрегата,устройство дополнительно содержит вторые поддерживающие линейки с приводом и блоком управления, рольганг инспекции с приводом и блоком управления, первый и второй датчики соответственно рольгангом щлеппера и инспекции, последовательно включенные первый комаидоаппарат, второй триггер, первь н элемент И, третий триггер, второй временной элемент, второй элемент И, к второму входу которого подсоединен датчик шага пшеппера, второй счетчик, третий элемент совпадений, четвертый триггер, выход которого соединен с входом блока управления приводом вторых поддерживающих линеек, последовательно соединенные четвертый элемент совпадений, вход которого подсоединен к выходу второго счетчика, а выход которого подсоединен к вторым входам второго, третьего и четвертого триггеров и первым входам пятого и шестого триггеров, третий временной элемент, выход которого присоединен к второму входу второго счетчика, при этом dыxoд пятого триггера присоединен к входу блока управления приводом рольганга инспекции, а выход шрстого триггера - к входу блока управления приводом рольIt
Ганга шлеппера, последовательно соединенные пятый элемент совпадени вход которого подсоединен к выходу второго счетчика, первый элемент ИЛИ, ВЫХОД которого подсоединен к входу первого временного элемента, последовательно соединенные седьмой триггер, первый вход которого подсоединен к выходу первого элемента И, а второй вход - к вькоду третьег элемента совпадений, третий элемент И, второй вход которого подсоединен к выходу второго элемента совпадений, а выход также - к входу первог триггера, восьмой триггер, селектор выход которого подсоединен к вторым входам первого элемента И, первого триггера и первого элемента ИЛИ,
V
последовательно соединенные второй . командоапИарат, девятый триггер, четвертый элемент И, второй вход которого присоединен к второму датчику рольганга шлеппера, четвертый временной элемент, второй элемент ИЛИ, десятый триггер, выход которого подсоединен к второму входу блока управления рольгангом шлеппера, последовательно соединенные пятый временной элемент вход которого подсоединен к инверсному входу второго датчика рольганга шлеппера, пятый элемент И, второй вход которого подсоединен к инверсному выходу восьмого триггера, третий элемент ИЛИ, выход которого подсоединен к второму входу десятого триггера, последовательно соединенные шестой временной элемент, вход которого подсоединен к прямому выходу второго датчика рольганга шлеппера, шестой элемент И, второй вход которого подсоединен к прямому выходу восьмого триггера, а выход - к второму, входу третьего элемента ИЛИ
, ,
,
10
15
20
50214812
последовательно соединенные седьмой временной элемент, вход которого подсоединен к второму датчику рольганга инспекции, и одиннадцатый триггер, второй вход которого вместе с вторым входом восьмого триггера подсоединен к выходу четвертого временного элемента, а выход подсоединен второму входу рольганга инспекции, последовательно соединенные сумматор,вход которого вместе с первым входом первого элемента совпадений подсоединен к задатчику числа п, дискриминатор, второй вход которого вместе с вторым входом первого элемента совпадений и входом второго элемента совпадений подсоединены к выходу первого счетчика, а выход присоединен к третьему входу четвертого элемента И, а также шестой элемент совпадений, первый вхоТ; которого подсоединен к выходу первого счетчика, второй вход подсоединен к выходу сумматора, а выход - к первому входу селектора, второй вход которого подсоединен к выходу первого элемента совпадений, а выход - к вторым входам первого элемента И, первого триггера и первого элемента ИЛИ, седьмой элемент И, первый вход которого подсоединен к выходу второго элемента совпадений, второй вход подсоединен к второму выходу третьего элемента совпадений, а выход - к второму входу второго элемента ИЛИ, восьмой временной элемент, вход которого подсоединен к прямому выходу восьмого триггера, девятый и десятый временные элементы, входы которых подсоединены соответственно к первому датчику рольганга инспекции и к первому датчику рольгннг.а шлеппера, а выходы соответственно - к вторым
25
30
35
40
5 входам пятого и шестого триггеров ,
Изобретение относится к автоматизации прокатного производства , в частности, к системам управления профилегибочными агрегатами. Цель - повышение качества гнутых профилей и производительности агрегата. Цель достигается тем, что известный способ дополняют извлечением из потока рядов, формируемых из потока гнутых профилей, штучных профилей для инспекции качества, а после инспекции при отличном качестве их вновь возвращают в поток сформированных рядов, что исключает дополнительные затраты труда на пакетировку инспектированных профилей. 2 с.п. ф-лы, 1 ил.
| Система управления профилегибочным агрегатом | 1981 |
|
SU946710A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Тришевский И.С | |||
| и др | |||
| Современное состояние и перспективы совершенствования оборудования профиле- гибочных агрегатов.- Бюллетень НТИ | |||
| Черная металлургия, 1979, № 1(837), с.6-13. | |||
