Изобретение относится к литейному производству, в частности к изготовлению разовых литейных стержней.
Цель изобретения - равномерное отверждение длинномерных стержней и снижение расхода продуваемого газа.
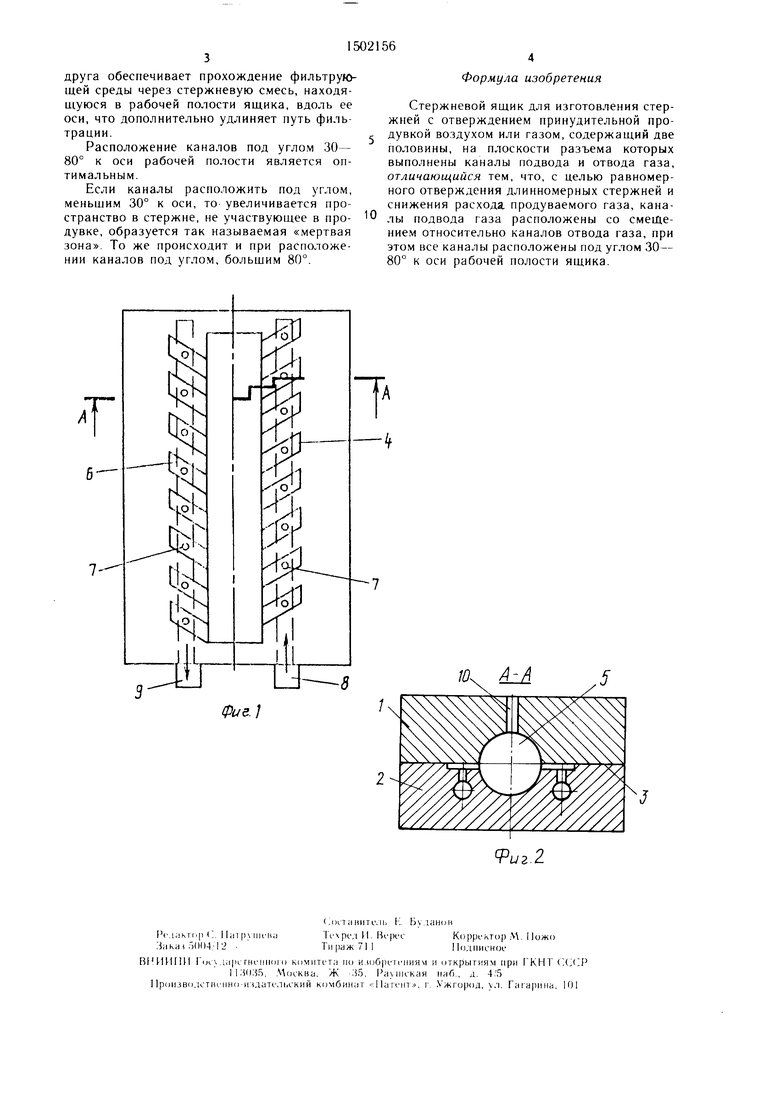
На фиг. 1 изображен стержневой ящик, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Стержневой ящик для изготовления стержней с отверждением принудительной фильтрацией воздухом или газом содержит верхнюю 1 и нижнрю 2 половины. На плоскости разъема 3 ящика выполнены плоские каналы 4, расположенные под углом 30- 80° к оси его рабочей полости 5 и со смещением по отношению к аналогичным каналам 6, выполненным под углом 60-160° к первым по другую сторону рабочей полости.
Высота плоских каналов 0,1-0,5 мм, щи- рина 5-30 мм. Такие геометрические параметры каналов позволяют обеспечить наиболее чистую поверхность стержней. При больщей величине каналов в них попадает стержневая смесь, что приводит к образованию заусенцев на теле стержня.
Выполнение каналов наклонно к оси рабочей полости ящика способствует облегчению извлечения стержня (особенно длинномерных и небольших по диаметру) без задиров, которые неизбежны при расположении каналов перпендикулярно оси.
Каналы 4 и 6 соединены вертикальными каналами 7 с системой продувки. Последняя включает подводяпшй 8 и отводящий 9 каналы-коллекторы.
Устройство работает следующим обра- зо.м.
Через вдувное отверстие 10 смесь поступает в рабочую полость стержневого ящика. Фильтрующая среда-катализатор под давлением до 3 ати подается через систему продувки в рабочую полость. При надуве каналы 4 и 6 работают как вентиляционные. Смещение каналов друг относительно
сл о IC
ел
в:
друга обеспечивает прохождение фильтрующей среды через стержневую смесь, находящуюся в рабочей полости ящика, вдоль ее оси, что дополнительно удлиняет путь фильтрации.
Расположение каналов под углом 30- 80° к оси рабочей полости является оптимальным.
Если каналы расположить под углом, меньщим 30° к оси, то увеличивается пространство в стержне, не участвующее в продувке, образуется так называемая «мертвая зона. То же происходит и при расположении каналов под углом, больщим 80°.
Формула изобретения
Стержневой ящик для изготовления стержней с отверждением принудительной продувкой воздухом или газом, содержащий две половины, на плоскости разъема которых выполнены каналы подвода и отвода газа, отличающийся тем, что, с целью равномерного отверждения длинномерных стержней и снижения расхода продуваемого газа, каналы подвода газа расположены со смещением относительно каналов отвода газа, при этом все каналы расположены под углом 30- 80° к оси рабочей полости ящика.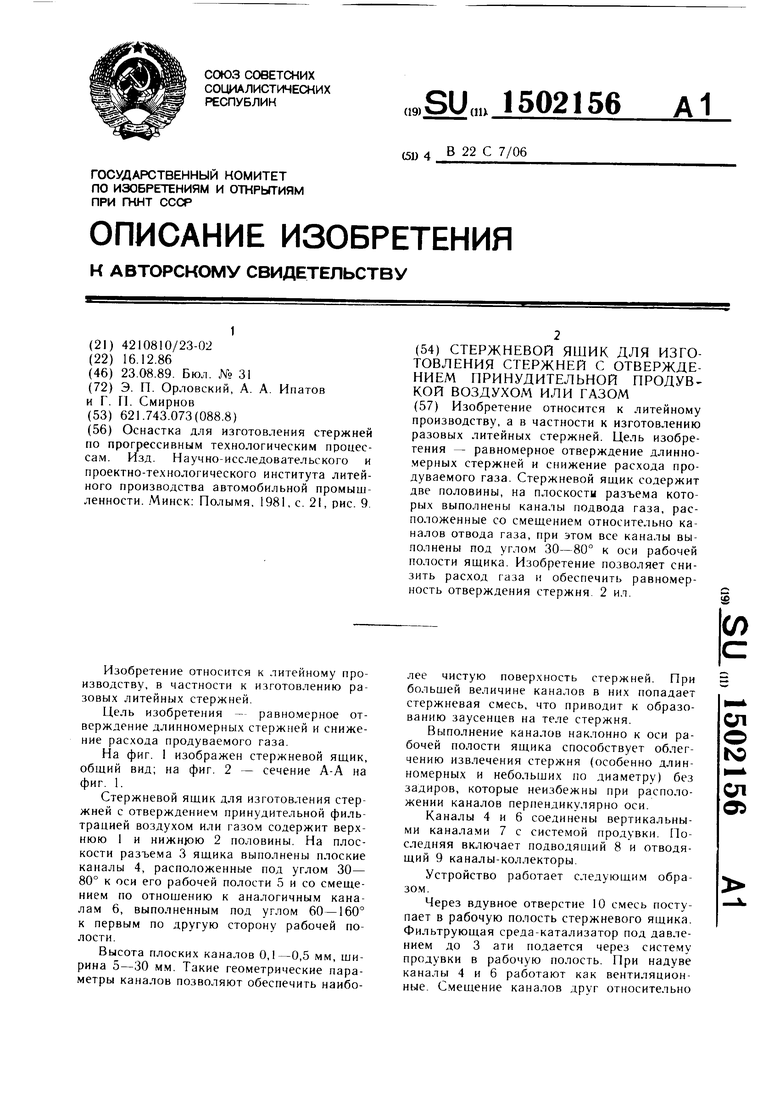
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 1994 |
|
RU2080956C1 |
| Автомат для изготовления стержней | 1985 |
|
SU1337189A1 |
| Стержневой ящик для изготовления стержней с двухсторонней продувкой газом-отвердителем | 1987 |
|
SU1526883A1 |
| Оснастка для изготовления литейных стержней и форм | 1975 |
|
SU531628A1 |
| Стержневой ящик | 1982 |
|
SU1199427A1 |
| Установка для изготовления литейных стержней | 1980 |
|
SU939161A1 |
| Стержневой ящик | 1982 |
|
SU1050807A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СТЕРЖНЕЙ | 2000 |
|
RU2185925C2 |
| Способ отверждения литейных стержней и форм газом и устройство для его осуществления | 1990 |
|
SU1678502A1 |
| Автоматическая линия для изготовления стержней | 1987 |
|
SU1503996A1 |
Изобретение относится к литейному производству, а , в частности, к изготовлению разовых литейных стержней. Цель изобретения - равномерное отверждение длинномерных стержней и снижение расхода продуваемого газа. Стержневой ящик содержит две половины, на плоскости разъема которых выполнены каналы подвода газа, расположенные со смещением относительно каналов отвода газа, при этом все каналы выполнены под углом 30-80° к оси рабочей полости ящика. Изобретение позволяет снизить расход газа и обеспечить равномерность отверждения стержня. 2 ил.
7
| Оснастка для изготовления стержней по прогрессивным технологическим процессам | |||
| Изд | |||
| Научно-исследовательского и проектно-технологического института литейного производства автомобильной промышленности | |||
| .Минск: Полымя, 1981, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
