Изобретение относится к литейному производству, в частности к линиям для изготовления литейных стержней.
Цель изобретения - расширение тех- нологическ}гх возможностей линии и по- вьшение производительности.
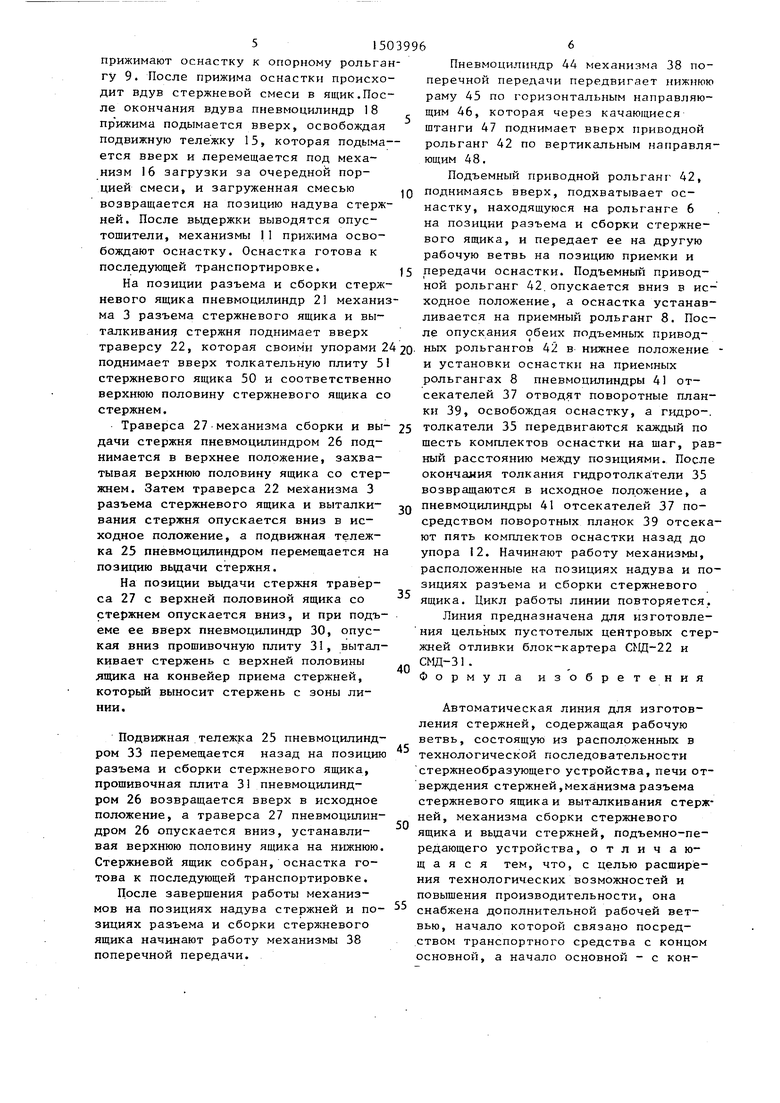
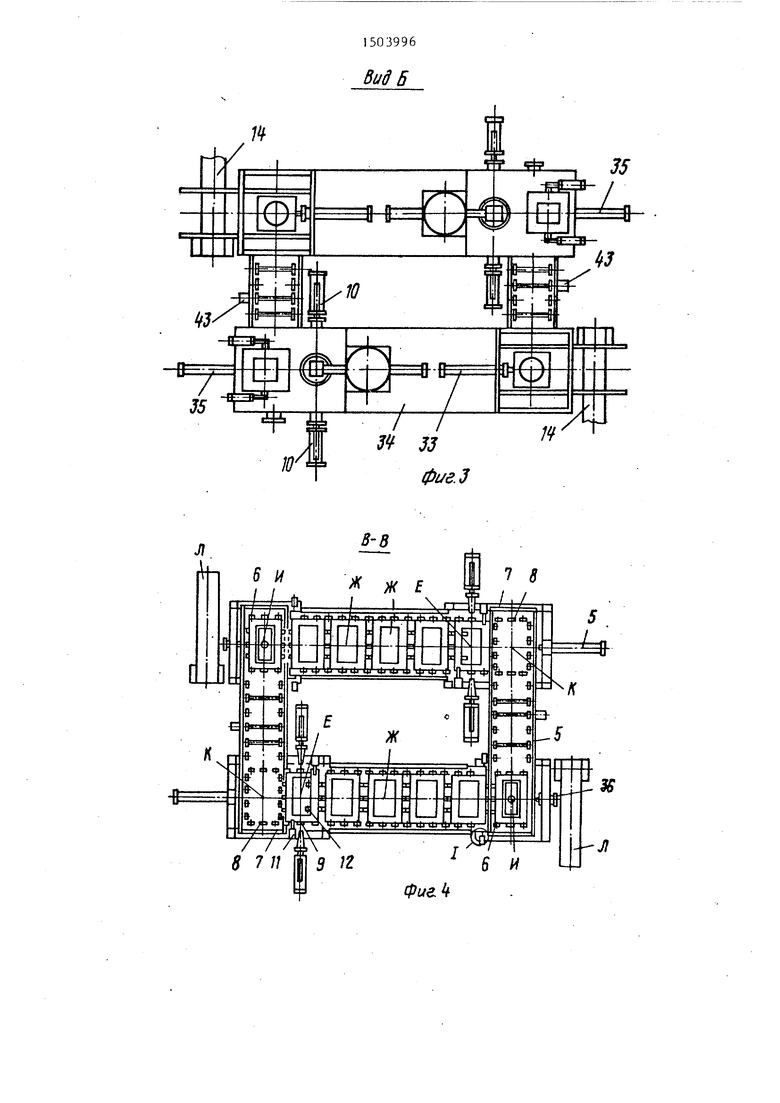
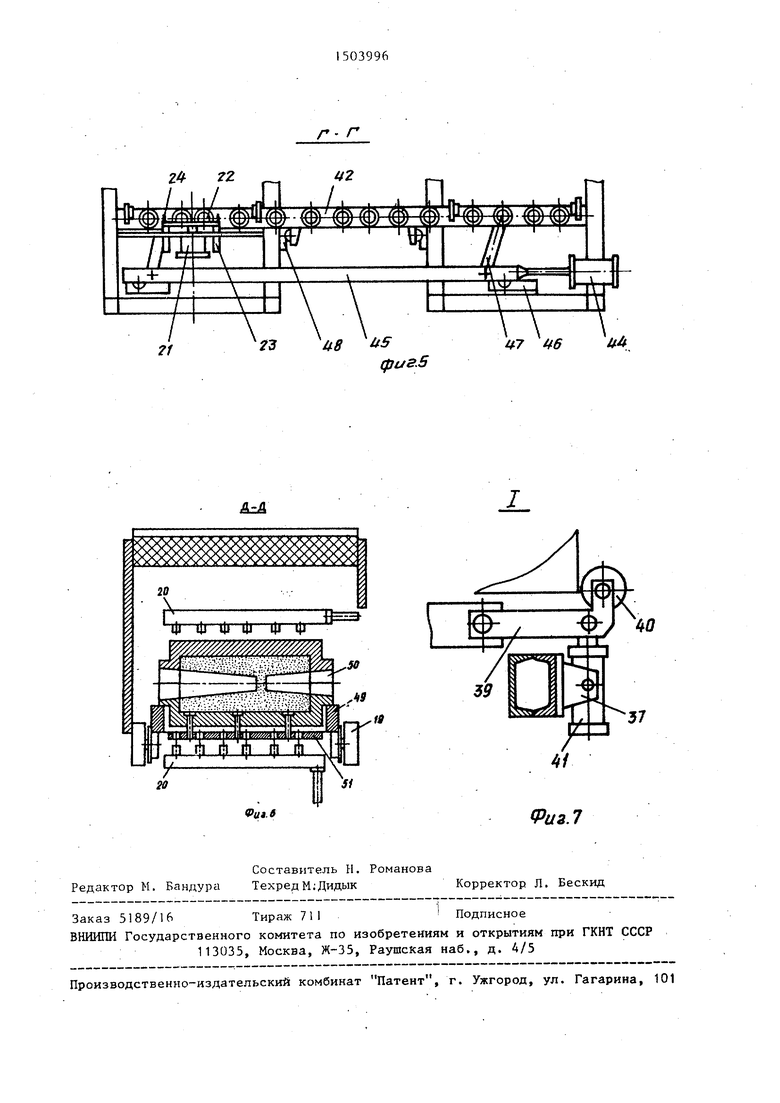
На фиг. I представлена автоматическая линия для изготовления стержней, вид спереди; на фиг. 2 - вид А на фиг. I; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - разрез Д-Д на фиг. 1; на фиг. 7 - узел I на фиг . 4.
Автоматическая линия для изготовления стержней состоит из двух стерж- необразующих устройств 1, выполненных по известной конструкции, двух проходных печей 2 отверждения стержней, двух механизмов 3 разъема стержневого ящика и выталкивания стержней, двух механизмов 4 сборки стержневого ящика и выдачи стержня подъемно-передающих устройств 5, двух рольгангов 6 механизмов разъема и сборки стержневого ящика, двух приемно-пере- даточных платформ 7, на каждой из которых установлены приемный рольганг 8,
ел
о оо
СО
а
31503
опорный рольганг 9, два механизма 10 ввода опустошителей, два механизма 11 стержневого ящика, упоры 12, металлоконструкции 13, на которой монтируются все узлы и механизмы конвейера 14 приема стержней, расположенного вне замкнутого контура линии.
Входящее в состав линии стержне- образующее устройство 1 состоит из ПО движной надувной тележки 15, механизма 16 загрузки, аппарата 17 надувного с пневмоцилиндром 18 прижима.
Через печь 2 отверждения стержней проходит охлаждаемый рольганг 19, вы- ше и ниже которого расположены горелки 20. Каждая печь имеет восемь горелок. Механизм 3 разъема стержневого ящика и выталкивания стержня содержит пневмоцилиндр 21 подъема траверсы 22 с направляющими 23 и упорами 24.
Механизм сборки стержневого ящика и выдачи стержня состоит из подвижной тележки 25, на которой закреплен пневмоцилиндр 26 подъема траверсы 27 с направляющими 28 и захватами 29.
На траверсе 27 расположен пневмоцилиндр 30 привода прошивочной плиты 31 со штырями 32. Пневмоцилиндр 33 передвижения подвижной тележки 25 ус- тановлен на металлоконструкции 34 печи. Конструкция захватов механизма сборки стержневого ящика и выдачи стержня обеспечивает захват верхней половины ящика со стержнем и, нахо- дясь в нижнем положении, не препятствует передвижению оснастки под углом 90 к первоначальному направлению движения.
Подъемно-передающие устройства 5 включают два гидротолкателя 35 для перемещения оснастки вдоль рабочих ветвей, два демпфирующих устройства 36 для обеспечения плавности при передвижении и остановке, четыре от- секателя 37, обеспечивающих свободное перемещение оснастки при поперечной передаче, два механизма 38 поперечной передачи, обеспечивающих передачу оснастки с одной ветви на другую.
Отсекатель 37 содержит поворотную планку 39 с роликом 40 и качающийся пневмоцилиндр 41.
Механизм 38 поперечной передачи содержит подъемный приводной рольганг 42 с приводом от гидродвигате- ля 43, пневмоиш1индр 44 для передвижения нижней рамы 45, горизонтальные напрайляющие 46, качающиеся штанги 47 и вертикальные направляющие 48 Приводной рольганг имеет возможность передвижения в вертикальной плоскости.
На линии находятся двенадцать комплектов оснастки - двенадцать спутников-поддонов 49 с установленными на них стержневыми ящиками 50 и толка- тельными плитами 5I.
Линия имеет двенадцать рабочих позиций, из них: две позиции I надува стержней; восемь позиций II отверждения стержней; две позиции III разъема и сборки стерхсневого ящика.
Кроме рабочих позиций линия имеет две позиции IV приема и передачи оснастки и две позиции V выдачи стержня
Линия работает следующим образом.
В исходном положении на каЛдой рабочей ветви находится по шесть комплектов оснастки, из них; один комплект на позиции I надува стержней, четыре комплекта на позиции II отверждения стержневого ящика, один комплект на позиции III разъема и сборки стержневого ящика,
Пневмоцилиндр 18 прижима аппарата 17 надува стержня находится в верхнем / исходном) положении, подвижная надувная тележка 15, загруженная смесью, находится в верхнем (исходном) положении на позиции надува стержней, механизм 3 разъема стержневого ящика и выталкивания стержня - в нижнем (исходном) положении, механизм 4 сборки стержневого ящика и выдачи стержня - на позиции разъема и сборки стержневого ящика. Подъемный приводной рольганг 42 механизма 38 поперечной передачи находится в нижнем (исходном) положении.
Отсекатели 37 находятся в положении отсечки. Механизмы прижима стержневого ящика находятся в положении отжим. Одновременно начинают работу механизмы, расположенные на обеих позициях надува стержней и на обеих позициях разъема и сборки стержневого ящика. Время работы их накладывается.
На позиции надува стержней пневмоцилиндр 18 прижима аппарата 17 надувного прижимает подвижную надувную тележку 15 к стержневому ящику 50, центрируя его.
Механизмы 10 ввода опустошителей вводят опустошители с двух противоположных сторон в стержневой ящик, механизмы 11 прижима стержневого ящика
150 опорному рольганприжимают оснастку к
ГУ 9. После прижима оснастки происходит вдув стержневой смеси в ящик.После окончания вдува пневмоцилиндр 18 пр ижима подымается вверх, освобождая подвижную тележку 15, которая псдыма- ется вверх и перемещается под механизм 16 загрузки за очередной порцией смеси, и загруженная смесью возвращается на позицию надува стержней. После вьщержки выводятся опустошители, механизмы I1 прижима освобождают оснастку. Оснастка готова к последующей транспортировке.
На позиции разъема и сборки стержневого ящика пневмоцилиндр 21 механизма 3 разъема стержневого ящика и вы- тапкиванид стержня поднимает вверх
траверсу 22, которая своими упорами 24 20- ных рольгангов 42 в нижнее положение
Пневмоцилиндр 44 механизма 38 поперечной передачи передвигает нижнюю раму 45 по горизонтальным направляющим 46, которая через качающиеся штанги 47 поднимает вверх приводной рольганг 42 по вертикальным направляющим 4 8.
Подъемный приводной рольганг 42,
поднимаясь вверх, подхватывает оснастку, находящуюся на рольганге 6 на позиции разъема и сборки стержневого ящика, и передает ее на другую рабочую ветвь на позицию приемки и
передачи оснастки. Подъемный приводной рольганг 42. опускается вниз в ис- ходное положение, а оснастка устанавливается на приемный рольганг 8. После опускания обеих подъемных приводных рольгангов 42 в нижнее положение 

| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| Установка для изготовления литейных стержней по горячим ящикам | 1988 |
|
SU1577911A1 |
| Блок стержневой оснастки и установка для изготовления литейных стержней | 1990 |
|
SU1759525A2 |
| Механизм выталкивания готовых стержней | 1963 |
|
SU278050A1 |
| Линия для изготовления литейных стержней | 1982 |
|
SU1026932A1 |
| Автомат для изготовления полых стержней по нагреваемой оснастке | 1990 |
|
SU1806034A3 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 1999 |
|
RU2153949C1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ПО НАГРЕВАЕМОЙ ОСНАСТКЕ | 1994 |
|
RU2090300C1 |
| Пескодувная машина | 1977 |
|
SU944751A1 |

Изобретение относится к литейному производству , в частности, к линиям для изготовления литейных стержней. Цель изобретения - расширение технологических возможностей линии и повышение производительности. Автоматическая линия для изготовления литейных стержней состоит из двух стержнеобразующих устройств, двух проходных печей отверждения стержней, двух механизмов разъема стержневого ящика и выталкивания стержня, двух механизмов сборки стержневого ящика и выдачи готового стержня, транспортно-передающих устройств, двух рольгангов механизмов разъема и сборки стержневого ящика, двух приемно-передаточных платформ, на каждой из которых установлены приемный рольганг, опорный рольганг, два механизма введения вставок-опустошителей, два механизма прижима оснастки, упоры
металлоконструкции, на которой монтируются все узлы и механизмы
конвейера приема стержней, расположенного вне замкнутого контура линии. Линия предназначена для изготовления пустотелых центровых стержней. 7 ил.
поднимает вверх толкательную плиту 5 стержневого ящика 50 и соответственно верхнюю половину стержневого ящика со стержнем.
Траверса 27-механизма сборки и выдачи стержня пневмоцилиндром 26 поднимается в верхнее положение, захватывая верхнюю половину ящика со стержнем. Затем траверса 22 механизма 3 разъема стержневого ящика и выталкивания стержня опускается вниз в исходное положение, а подвижная тележка 25 пневмоцилиндром перемещается на позицию выдачи стержня.
На позиции выдачи стержня траверса 27 с верхней половиной ящика со стержнем опускается вниз, и при подъеме ее вверх пневмоцилиндр 30, опуская вниз прошивочную плиту 31, выталкивает стержень с верхней половины ящика на конвейер приема стержней, который выносит стержень с зоны линии.
Подвижная тележка 25 пневмоцилиндром 33 перемещается назад на позицию разъема и сборки стержневого ящика, прошивочная плита 3 пневмоцилиндром 26 возвращается вверх в исходное положение, а траверса 27 пневмоцилиндром 26 опускается вниз, устанавливая верхнюю половину ящика на нижнюю. Стержневой ящик собран, оснастка готова к последующей транспортировке.
Цосле завершения работы механизмов на позициях надува стержней и позициях разъема и сборки стержневого ящика начинают работу механизмы 38 поперечной передачи.
5
0
5
0
5
0
5
и установки оснастки на приемных рольгангах 8 пневмоцилиндры 41 от- секателей 37 отводят поворотные планки 39, Освобождая оснастку, а гидро-. толкатели 35 передвигаются каждый по шесть комплектов оснастки на щаг, равный расстоянию между позициями. После окончания толкания гидротолкатели 35 возвращаются в исходное положение, а пневмоцилиндры 41 отсекателей 37 посредством поворотных планок 39 отсекают пять комплектов оснастки назад до упора 12. Начинают работу механизмы, расположенные на позициях надува и позициях разъема и сборки стержневого ящика. Цикл работы линии повторяется. Линия предназначена для изготовле- ния цельных пустотелых центровых стержней отливки блок-картера и СМД-31. Формула изобретения
Автоматическая линия для изготовления стержней, содержащая рабочую ветвь, состоящую из расположенных в технологической последовательности стержнеобразующего устройства, печи отверждения стержней,меха:низма разъема стержневого ящика и выталкивания стержней, механизма сборки стержневого ящика и выдачи стержней, подъемно-передающего устройства, отличающаяся тем, что, с целью расширения технологических возможностей и повышения производительности, она снабжена дополнительной рабочей ветвью, начало которой связано посредством транспортного средства с концом основной, а начало основной - с концом дополнительной, механизмами ввода опустошителей в стержневой ящик, установленными между печью отверждения стержней и стержнеобразующим устройством в каждой рабочей ветви и имеющими, механизмы прижима стержневого ящика, отсекателями, установленными между механизмами сборки стержневого ящика и печами отверждения, конвейерами приема стержней, размещенными око0
ло механизмов выдачи стержней, а каждое транспортное средство состоит из приемно-передаточной платформы с приемным и-опорным рольгангами, соединенной с .механизмами разъема и сборки стержневого ящика посредством подъемного приводного рольганга, установленного под приемным рольгангом и под рольгангами механизмов разъема и сборки стержневого ящика.
cpita.Z
JJ
фиг.д
3-8
Г- Г
2D X
:
Ш Ц ф Ш-Цг-тгг
Vui.f
47 It6U
I
37
fPua.7
| Механизм выталкивания готовых стержней | 1963 |
|
SU278050A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
