1133
Изобретение относится к литейному производству, в частности, может быть использовано при создании оборудования для изготовления стержней в нагреваемой оснастке.
Целью изобретения является повышение надежности работы автомата, более полное использование тепла агора- ющего газа нагреваемой оснастки, по вышение эффективности локализации газовых вредностей,
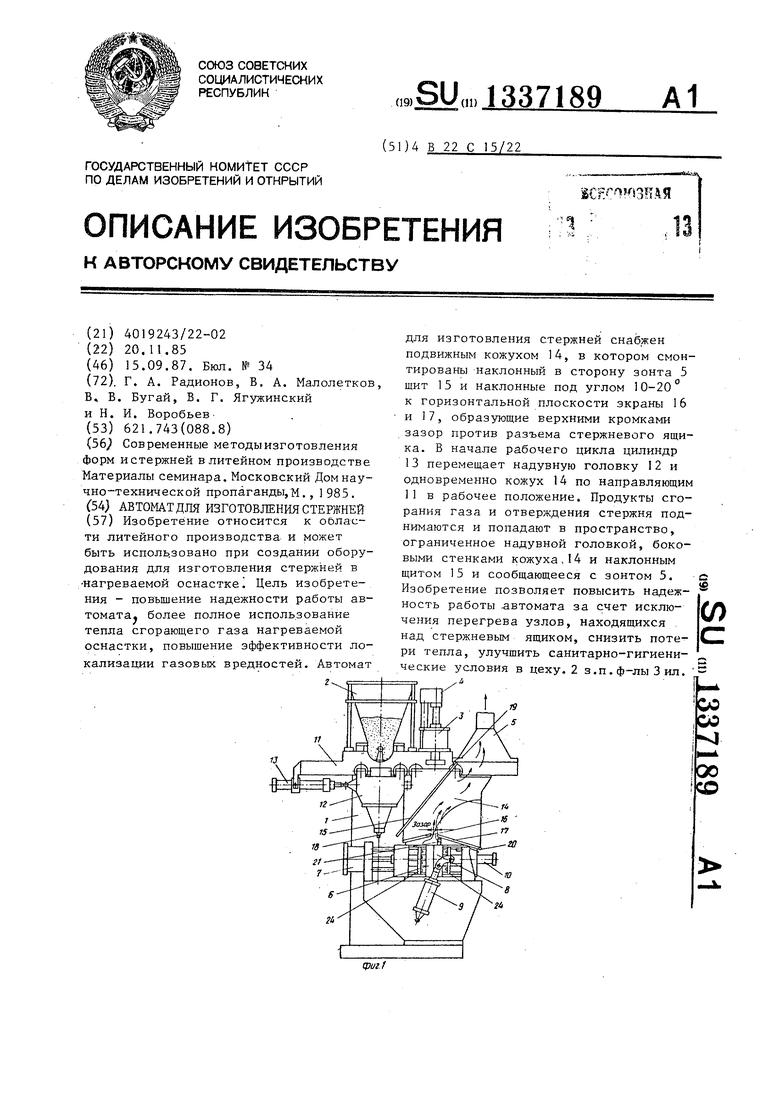
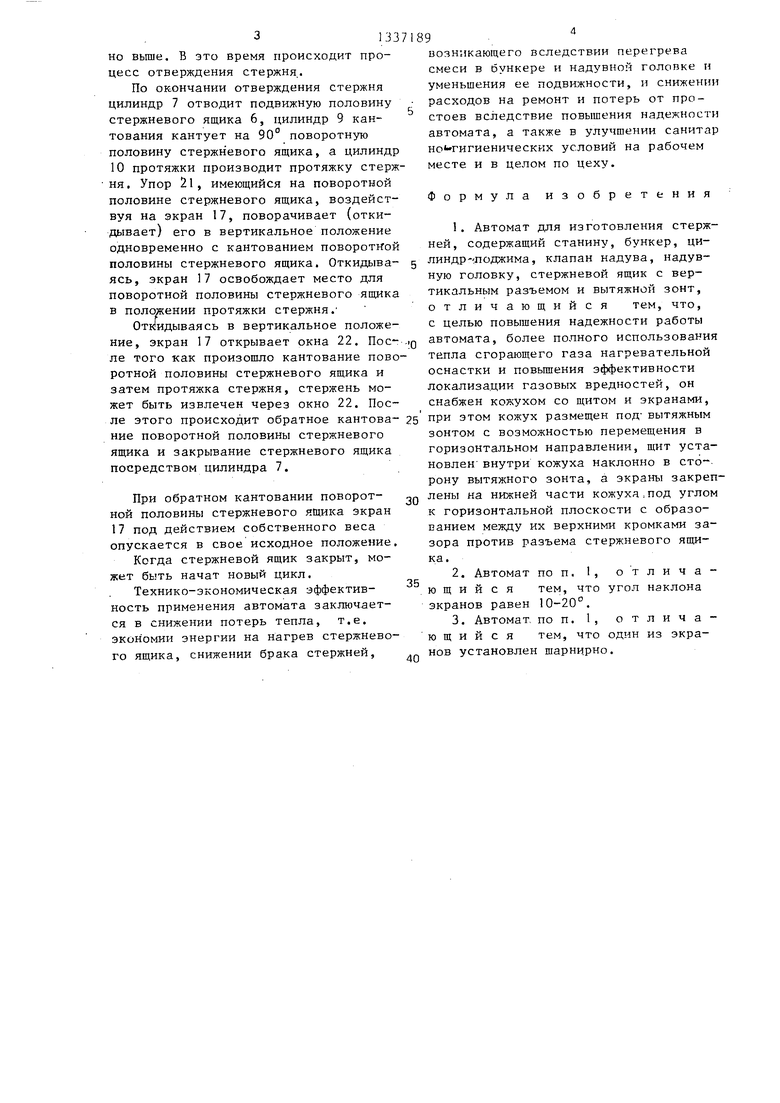
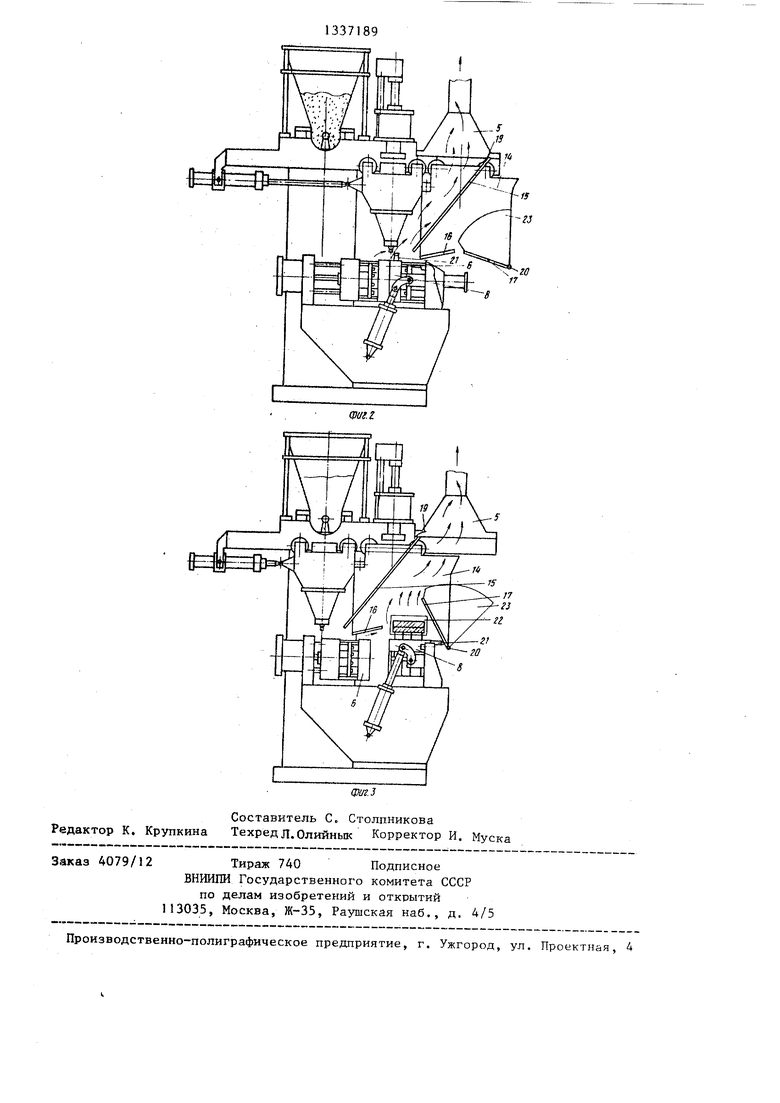
На фиг. 1 представлен автомат, общий вид, в исходном положении; на фиг. 2 - то же, в положении при наду- ве стержня (в рабочем положении); на фиг, 3 - то же,в положении при протяжке стержня.
Автомат для изготовления стержней состоит из станины 1, на которой установлен бункер 2 для загрузки смеси цилиндр 3 поджима надувной головки , клапан 4 надува, зонт 5 для отсоса вредностей, стержневой ящик, состоя- |Щий из двух половин: подвижной 6 с цилиндром 7 раскрытия и поворотной 8 с цилиндром 9 кантования и цилиндром 10 протяжки. На станине 1 также имеются направляющие 11, на которых установлена надувная головка 12 с возможностью перемещения посредством цилиндра 13 из исходного положения (под бункером ) в рабочее (под цилинд ;ром поджима 3 и.над стержневым ящико
В начале рабочего цикла цилиндр 1
и обратно. На направляющих 11 установлен также кожух 14, который соеди- перемещает надувную головку 12 и од- ;нен с надувной головкой 12, а также имеет возможность перемещения одновременно с надувной головкой посредством цилиндра 13. В кожухе 14 закреп- Q лены наклонный щит 15 и экраны 16 и 17. Щит 15 расположен так, что его верхняя кромка находится на уровне отверстия зонта 5, а нижняя - на уровне вдувных сопл 1В надувной головки 12. Верхняя кромка щита 15 имеет гибкий уплотняющий элемент 19 . служащий для уплотнения стыка щита и поверхности зонта в рабочем и исходном положении.
Экраны 16 и 17 закреплены в кожухе под углом 10-20° к горизонтальной плоскости навстречу друг другу с зазором между ними в верхней части. Ось зазора лежит в плоскости разъема
45
50
повременно кожух 14 по направляющим 11 в рабочее положение. В рабочем положении цилиндр 3 поджима прижимает надувную головку 12 к стержневому ящику, срабатывает клапан 4 надува, происходит надув с.тержня. В рабочем положении надувной головки 12 продукты сгорания газа и отверждения стержня поднимаются и попадают в пространство, ограниченное надувной головкой боковыми стенками кожуха 14 и наклонным щитом 15. Это пространство непосредственно сообл1;ается с зонтом 5, куда и попадают газы. Стык между щитом 15 и зонтом 5 уплотнен элементом 9, что не позволяет вредным газам попадать в атмосферу цеха. По окончании надува стержня цшшндр 3 поджима
.„,,-, t освобождает надувную головку 12, а
стержневого ящика. Экран 16 закреплен цилиндр 13 перемещает ее совместно с
кожухом l4 в исходное положение. В исходном положении действие кожуха 14 со щитом 15 и экранами 16 и 17 описажестко, а экран 17 - на шарнирах 20 с возможностью поворота (откидывания в вертикальное положение) под
5
0
5
0
действием упора 21, имеющегося на поворотной половине.
При откидывании экрана 7 открывается окно 22 в кожухе l4, через которые осуществл5 ется доступ к поворотной половине стержневого ящика. Окна 22 в исходном положении экрана 17 перекрыты его боковыми листами 23. Газовые горелки 24 встроены непосредственно в подвижную и поворотную по:г ловины стержневого ящика.
Работа аппарата происходит следующим образом.
В исходном положении надувная головка 12 Находится под бункером 2, где загружается смесью, а кожух 14 находится над стержневым ящиком, под цилиндром 3 поджима. Газовые горелки 24 горят постоянно и осуществляют нагрев половин стержневого яЩика. Горячие продукты сгорания газа поднимаются, обтекая поверхности стержневого ящика и отдавая им свое тепло, проходят между верхней полостью стержневого ящика и экранами, выходят в зазор между экранами 16 и 17 и устремляется вверх. По пути они встречают наклонный щит 15, который их направляет в зонт 5 на выход в цеховую систему i вентиляции. При этом надувная головка 12, бункер 2 и цилиндр 3 поджима оказываются защищенными от контакта с нагретыми газами.
В начале рабочего цикла цилиндр 13
перемещает надувную головку 12 и од- Q
перемещает надувную головку 12 и од- Q
5
0
повременно кожух 14 по направляющим 11 в рабочее положение. В рабочем положении цилиндр 3 поджима прижимает надувную головку 12 к стержневому ящику, срабатывает клапан 4 надува, происходит надув с.тержня. В рабочем положении надувной головки 12 продукты сгорания газа и отверждения стержня поднимаются и попадают в пространство, ограниченное надувной головкой, боковыми стенками кожуха 14 и наклонным щитом 15. Это пространство непосредственно сообл1;ается с зонтом 5, куда и попадают газы. Стык между щитом 15 и зонтом 5 уплотнен элементом 9, что не позволяет вредным газам попадать в атмосферу цеха. По окончании надува стержня цшшндр 3 поджима
цилиндр 13 перемещает ее совместно с
кожухом l4 в исходное положение. В исходном положении действие кожуха 14 со щитом 15 и экранами 16 и 17 описа31337
но выше, В это время происходит процесс отверждения стержня..
По окончании отверждения стержня цилиндр 7 отводит подвижную половину стержневого ящика 6, цилиндр 9 кантования кантует на 90° поворотную половину стержневого ящика, а цилиндр 10 протяжки производит протяжку стерж- ня. Упор 21, имеющийся на поворотной половине стержневого ящика, воздействуя на экран 17, поворачивает (откидывает) его в вертикальное положение одновременно с кантованием поворотной половины стержневого ящика. Откидыва- 5 ясь, экран 17 освобождает место для поворотной половины стержневого в положении протяжки стержня.
Откидываясь в вертикальное положение, экран 17 открывает окна 22. Пос- ,IQ ле того как произошло кантование поворотной половины стержневого ящика и затем протяжка стержня, стержень моет быть извлечен через окно 22. После этого происходит обратное кантова- 25 ние поворотной половины стержневого ящика и закрывание стержневого ящика посредством цилиндра 7.
При обратном кантовании поворот- о ой половины стержневого ящика экран 17 под действием собственного веса пускается в свое исходное положение.
Когда стержневой ящик закрыт, моет быть начат новый цикл.
Технико-экономическая эффективость применения автомата заключается в снижении потерь тепла, т.е. экон омии энергии на нагрев стержневоо ящика, снижении брака стержней.
35
5
Q 5
о
5
89
возникающего вследствии перегрева смеси в бункере и надувной головке и уменьщения ее подвижности, и снижении расходов на ремонт и потерь от простоев вследствие повыщения надежности автомата, а также в улучшении санитар но -гигиеническкх условий на рабочем месте и в целом по цеху.
Формула изобретения
1. Автомат для изготовления стержней, содержащий станину, бункер, цилиндр - поджима, клапан надува, надувную головку, стержневой ящик с вертикальным разъемом и вытяжной зонт, отличающийся тем, что, с целью повышения надежности работы автомата, более полного использования тепла сгорающего газа нагревательной оснастки и повьшгения эффективности локализации газовых вредностей, он снабжен кожухом со щитом и экранами, при этом кожух размещен под вытяжным зонтом с возможностью перемещения в горизонтальном направлении, щит установлен внутри кожуха наклонно в сто-, рону вытяжного зонта, а экраны закреплены на нижней части кожуха,под углом к горизонтальной плоскости с образованием между их верхними кромками зазора против разъема стержневого ящика.
2.Автомат по п. 1, отличающийся тем, что угол наклона экранов равен 10-20°.
3.Автомат, по п. 1, отличающийся тем, что один из экранов установлен щарнирно.
Составитель С. Столпникова Редактор К. Крупкина Техред л. Олийнык Корректор И. Муска
Заказ 4079/12 Тираж 740 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4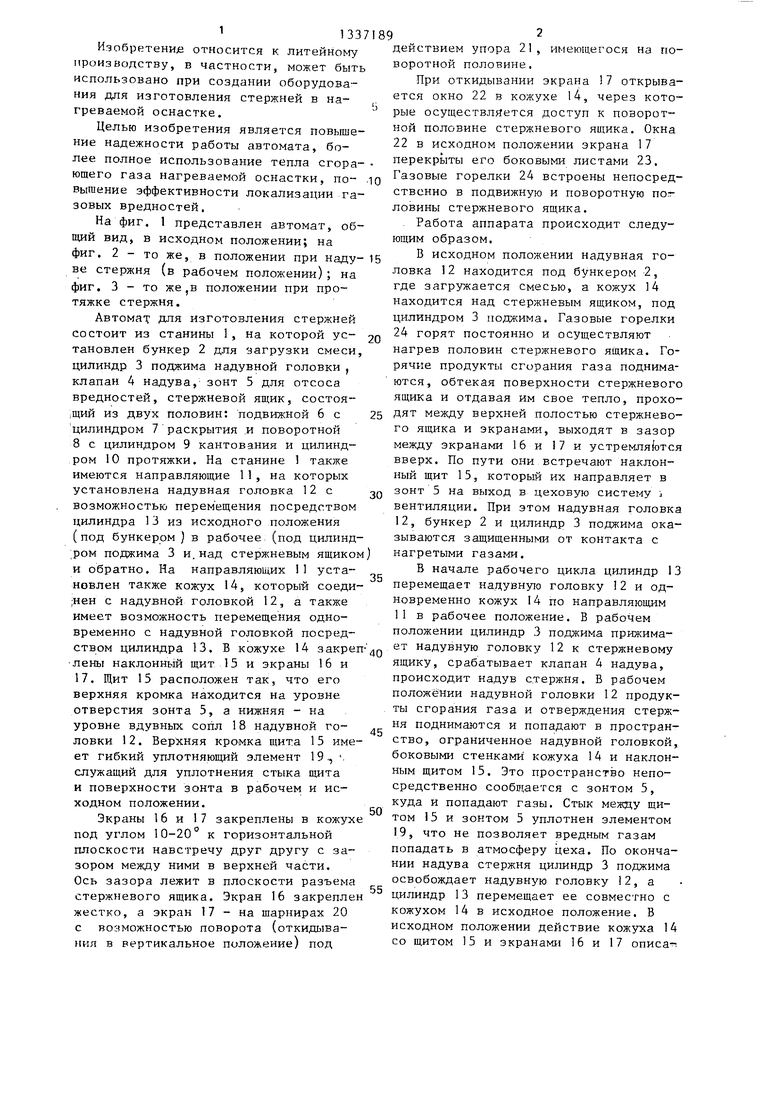
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления стержней | 1981 |
|
SU1051807A1 |
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В ГОРЯЧИХЯЩИКАХ | 1970 |
|
SU267835A1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В ГОРЯЧИХЯЩИКАХ | 1967 |
|
SU204502A1 |
| Линия для изготовления литейных стержней | 1982 |
|
SU1026932A1 |
| Автомат для изготовления литейных стержней в нагреваемой оснастке | 1986 |
|
SU1360880A1 |
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| Стержневой ящик | 1982 |
|
SU1050807A1 |
| Стержневой ящик | 1982 |
|
SU1058705A1 |
Изобретение относится к области литейного производства и может быть исполь.зовано при создании оборудования для изготовления стержней в нагреваемой оснастке. Цель изобретения - повышение надежности работы автомата, более полное использование тепла сгорающего газа нагреваемой оснастки, повышение эффективности локализации газовых вредностей. Автомат для изготовления стержней снабжен подвижным кожухом 14, в котором смонтированы наклонный в сторону зонта 5 щит 15 и наклонные под углом 10-20 к горизонтальной плоскости экраны 16 и 17, образующие верхними кромками зазор против разъема стержневого ящика. В начале рабочего цикла цилиндр 13 перемещает надувную головку 12 и одновременно кожух 14 по направляющим 11 в рабочее положение. Продукты сгорания газа и отверждения стержня поднимаются и попадают в пространство, ограниченное надувной головкой, боковыми стенками кожуха,I4 и наклонным щитом 15 и сообщающееся с зонтом 5. Изобретение позволяет повысить надежность работы .автомата за счет исключения перегрева узлов, находящихся над стержневым ящиком, снизить потери тепла, улучшить санитарно-гигиенические условия в цеху. 2 з.п.ф-лыЗил. «о (Л 0