Изобретение относится к литейному производству и может быть использовано при изготовлении стержней и форм.
Из патентной литературы известен способ изготовления форм, преимущественно литейных, включающий заполнение опоки смесью и ее прессование путем воздействия на смесь центробежных сил, отличающийся тем, что с целью повышения равномерности распределения плотности смеси по форме при прессовании смеси на нее дополнительно воздействуют перемещаемым под действием центробежной силы грузом (авт. св. 381459, кл. В 22 С 15/00, опубл., 22.05.1973).
В качестве прототипа выбран способ изготовления литейных стержней, включающий заполнение смесью стержневого ящика и уплотнение смеси путем вращения стержневого ящика вокруг продольной оси, отличающийся тем, что с целью повышения качества уплотнения и сокращения длительности его процесса стержневой ящик вращают с частотой, равной частоте собственных колебаний смеси (авт. св. 1696101, кл. В 22 С 15/00, опубл., 07.12.91).
Способ изготовления тонкостенных стержней включает вращение стержневого ящика и заполнение смесью через центральную горловину, уплотнение смеси и формообразование стержня и последующее извлечение готового стержня, отличается тем, что на стержневой ящик с горизонтальным разъемом наносят разделительное покрытие, осуществляют обдув и очистку, а после подачи стержневой смеси осуществляют продувку стержневой смеси, вентиляцию и фильтрацию воздуха и газов в полостях с поднутрениями стержневого ящика с помощью вент. Вращение стержневого ящика осуществляют со скоростью, обеспечивающей значение гравитационного коэффициента на минимальном радиусе стержня от оси вращения не менее 20g и удаление излишков стержневой смеси. При подаче стержневых термореактивных смесей применяют подогрев стержневого ящика.
Достигаемый технический результат заключается в повышении производительности, качества стержней, получении тонкостенных стержней сложной конфигурации для различных составов стержневых смесей.
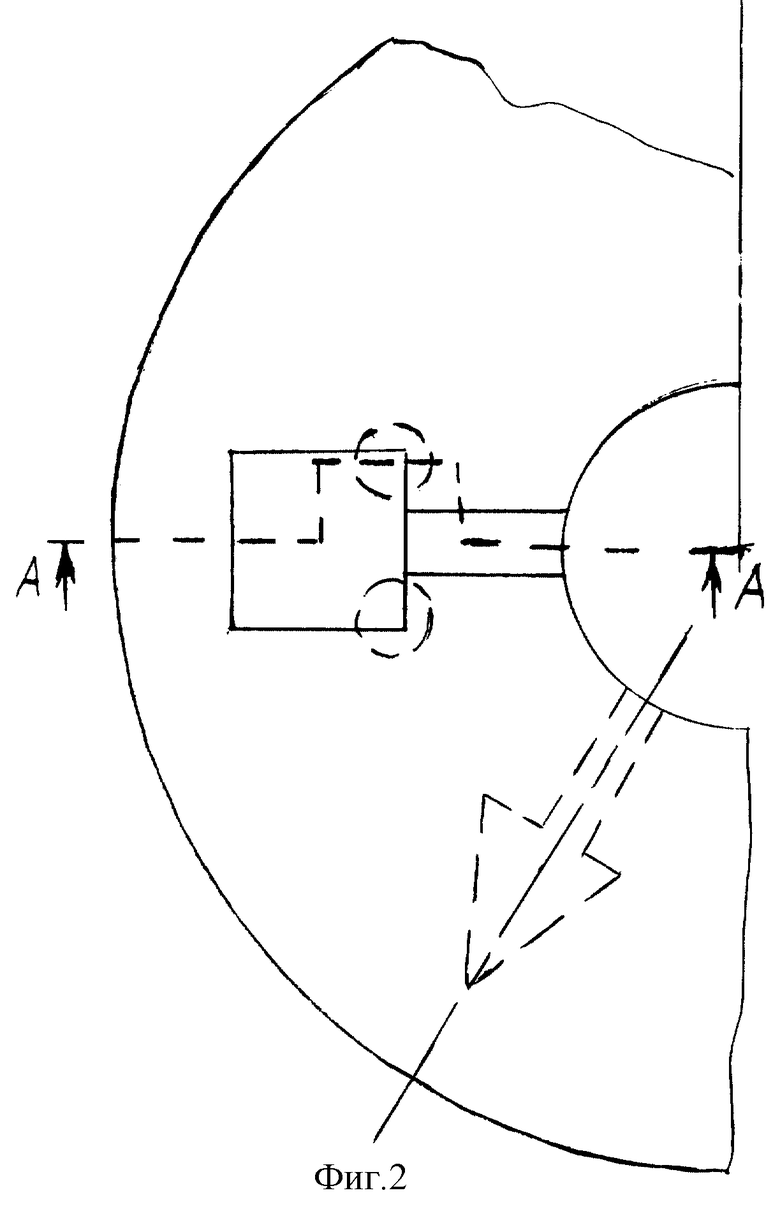
Фиг.1- стержневой ящик для изготовления тонкостенных стержней (разрез по А-А).
Фиг.2 - вращающийся стол с стержневыми ящиками, вид сверху.
На фиг. 1 изображено: 1 - верхняя часть стержневого ящика; 2 - нижняя часть стержневого ящика; 3 - щелевая вента; 4 - рабочая полость стержневого ящика; 5 вента; 6 входное отверстие; 7 - центральная горловина; 8 - привод вращения.
Способ изготовления тонкостенных стержней реализуется в несколько этапов следующим образом:
1. Подготовка стержневого ящика (нанесение разделительного покрытия, обдув, очистка, подогрев, если он необходим).
2. Установка стержневого ящика на вращающийся стол (шпиндель).
3. Засыпка навески смеси в стержневой ящик.
4. Включение вращающегося стола с частотой вращения, которая должна обеспечить значение гравитационного коэффициента не менее 20g на минимальном радиусе вращения. Помимо центробежных сил уплотнению смеси (особенно в карманах) способствует поток газов, проходящих от входных отверстий к вентам. Причем этапы 3 и 4 могут быть осуществлены в обратной последовательности.
5. Продувка отверждающими газами (СО2 и др.) по продолжительности такая же, как в невращающемся ящике. При использовании горячего или теплого ящика ускорению отверждения способствует газовая горелка.
6. Отделение от стержня излишков смеси во входных отверстиях.
7. Раскрытие ящика.
8. Извлечение стержня.
В процессе изготовления стержня используют холоднотвердеющие смеси на основе плакированного песка, если на основе пульвербакелита, то стержневой ящик без вент, также используют пластичные смолы, отверждаемые в нагреваемой оснастке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ ИЗ СЫПУЧИХ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ ПО РАЗОВЫМ ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2512710C1 |
| Способ изготовления литейных форм и стержней | 1987 |
|
SU1424945A1 |
| Стержневая машина | 1988 |
|
SU1579628A1 |
| Линия для изготовления стержней | 1979 |
|
SU835599A1 |
| Стержневой ящик | 1981 |
|
SU1002082A1 |
| Линия для изготовления стержнейиз ХОлОдНОТВЕРдЕющиХ СМЕСЕй | 1978 |
|
SU846064A1 |
| Линия для изготовления литейных стержней | 1982 |
|
SU1026932A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБЪЕМА И СОСТАВОВ ТОКСИЧНЫХ ГАЗОВЫДЕЛЕНИЙ | 2010 |
|
RU2455109C2 |
| Способ уплотнения стержней и устройство для его осуществления | 1989 |
|
SU1632613A1 |
| Способ изготовления литейных стержней | 1989 |
|
SU1696101A1 |
Изобретение относится к литейному производству и может быть использовано при изготовлении тонкостенных стержней из холоднотвердеющих термореактивных смесей. Способ включает вращение стержневого ящика со скоростью, обеспечивающей значение гравитационного коэффициента, равное 20-70. После загрузки смеси в стержневой ящик осуществляют продувку смеси, вентиляцию и фильтрацию воздуха и газов в полостях с поднутрениями с помощью вент. Уплотнение стержневой смеси осуществляется как центробежными силами, так и потоком газов. Повышается производительность и качество стержней. 2 ил.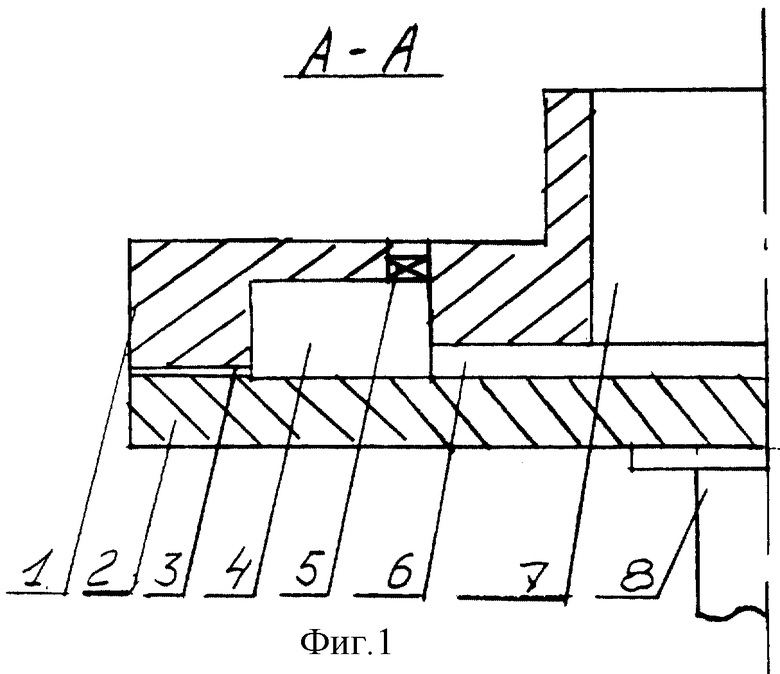
| СОКОЛОВ Н.А | |||
| Литье в оболочковые формы | |||
| - М.: Машиностроение, 1978, с.315-318 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ | 0 |
|
SU381459A1 |
| ЖУКОВСКИЙ С.С., ЛЯСС А.М | |||
| Формы и стержни из холоднотвердеющих смесей | |||
| - М.: Машиностроение, 1978, с | |||
| Поршень для воздушных тормозов с сжатым воздухом | 1921 |
|
SU188A1 |
| Способ изготовления оболочковых форм и стержней из песчано-смоляных смесей по нагреваемой оснастке | 1987 |
|
SU1416260A1 |
| Способ изготовления литейных стержней | 1989 |
|
SU1696101A1 |
