W(//////////////
Изобретение относится к литейному
производству и
может быть использовано для отверждения стержней продувкой газом.
Целью изобретения является повышение производительности, качества стержня и экономии г аза-отвердителя за счет оптимизации потока газа в теле стержня.
На фиг. 1 изображен стержневой ящик, разрез, и схема работы клапанов лепесткового типа при продувке стержня газом-отвердителем из верхней половины ящика; на фиг. 2 - то же, при
продувке стержня газом с противоположной стороны.
Стержневой ящик состоит из верхней половины 1 и нижней половины 2, которые образуют гнездо 3 стержня. В половинах ящика выполнены камеры 4 и 5 для подвода и отвода газа, соединенные трубопроводами 6 и 7 с распределительным клапаном 8, через который полости соединяются попеременно с ма- гистралью газа или атмосферой. Внутри гнезда 3 установлены венты 9, соединенные каналами 10 с камерами 4 и 5. Часть каналов 1U снабжена лепестковым клапанами 11, закрывающими эти каналы при подводе к ним газа со стороны .полости и открывающими каналы при под воде газа со стороны стержня. Пути прохождения газа через стержень условно показаны линиями 12 тока.
Стержневой ящик работает следующим образом.
С помощью распределительного клапана 8 газ подводят во внутреннюю полость одной из половин ящика,,например в полость верхней половины, в то же время в другой полости давление равно атмосферному. Создаваемое газом избыточное давление прижимает лепестки клапанов 11 к каналам 10, в результате чего каналы перекрываются, а газ поступает в гнездо стержня 3 через каналы 10, неснабженные клапанами, и через сообщающиеся с ними венты. Внутри стержня газ фильтрует- ,ся через поры смеси по пути наименьшего сопротивления, т.е. по направлению к ближайшему выходному отверсти в другую полость стержневого ящика, в которой давление газа низкое ив которой все клапаны 11 остаются не
10
20
25-
68834
поджатыми к каналам 10. В случае отсутствия в ящике клапанов газ проходит напрямую только через тонкие части стержня (фиг. 1 и 2), в то время как через утолщенные части газ не поступит вообще или поступит в малых количествах, вследствие чего расход газа и время продувки стержня значительно увеличиваются. При наличии клапанов 11 газ поступает в стержень через его утолщенную часть и выходит из стержня через ближайшие векты в тонкой части стержня, следуя вдоль линий тока, изображенных на фиг. 1. После продувки стержня 50% газа производят переключение направления подачи газа клапаном 8 и осуществляют продувку стержня газом в противоположном направлении. Схема стержневого ящика и работы клапанов при встречной продувке стержня газом-отвердителем изоб- « ражена на (jMr. 2„ В данном случае
вследствие симметричности стержня картина работы клапанов и распространения газа в стержне симметрична описанной.
Применение данного стержневого ящика позволяет повысить производительность труда, качество стержня и сократить расход газа.
15
30
Формула изообретения
1 .Стержневой ящик для изготовления стержней с двухсторонней продувкой газом-отвердителем, содержащий две половины с камерами подвода газа в одной половине и отвода его в другой, венты, установленные на внутренней поверхности половин ящика, а в стенках ящика выполнены каналы, соединяющие венты с камерами подвода и отвода газа, о т- личающийся тем, что, с це- лью повышения производительности, качества стержня и экономии газа-отвер- дителя за счет оптимизации потока газа в теле стержня, он Снабжен клапанами, установленными в каналах с чередованием каналов с клапанами с каналами без клапанов,,
2.Ящик по п. 1, отличающийся тем, что клапаны вьтолне- ны обратными.
3.Яп;ик попп. 1и2, отличающийся тем, что клапаны выполнены лепесткового типа.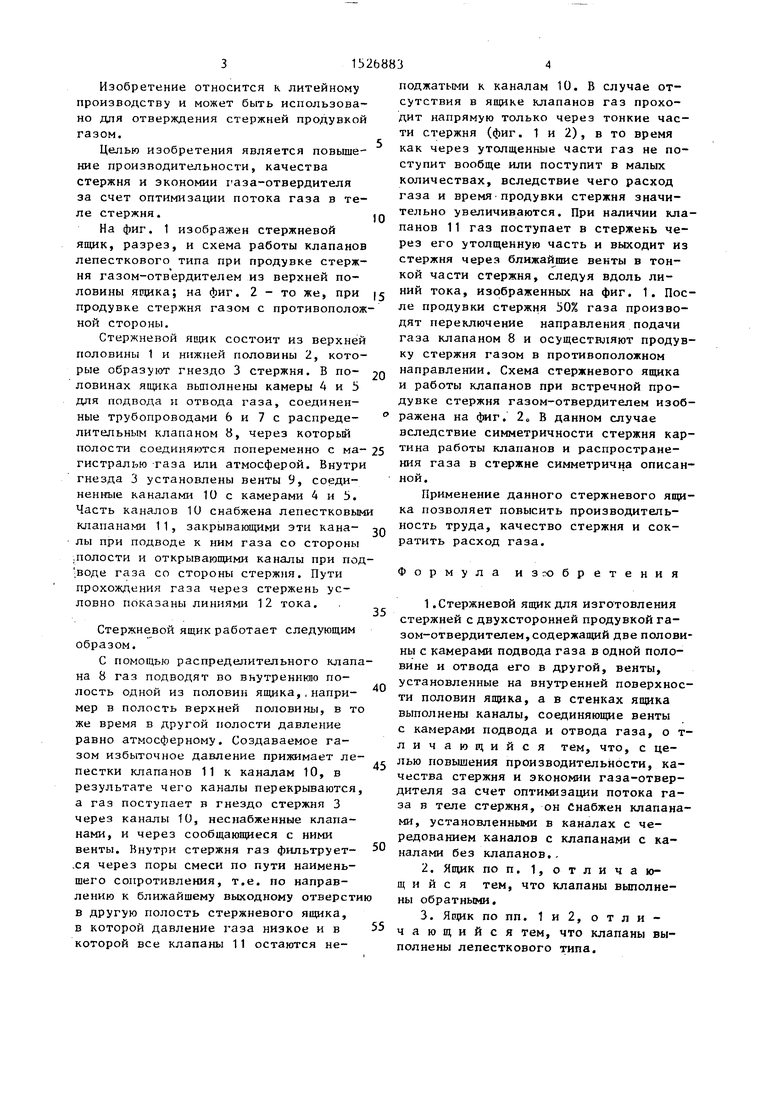
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отверждения литейных стержней и форм газом и устройство для его осуществления | 1990 |
|
SU1678502A1 |
| Способ отверждения уплотненных литейных форм и стержней газом | 1987 |
|
SU1519823A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 1994 |
|
RU2080956C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ И ФОРМ В НАГРЕВАЕМОЙ ОСНАСТКЕ | 1991 |
|
RU2024345C1 |
| Стержневой ящик для изготовления стержней с отверждением принудительной продувкой воздухом или газом | 1986 |
|
SU1502156A1 |
| Установка для изготовления литейных стержней,отверждаемых в литейной оснастке | 1987 |
|
SU1440599A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ В НАГРЕВАЕМОЙ ОСНАСТКЕ "ТЕРМО-ШОК-СО2-ПРОЦЕССОМ" | 2015 |
|
RU2630399C2 |
| Способ изготовления литейных стержней и форм из жидкостекольных смесей | 2020 |
|
RU2735607C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СТЕРЖНЕЙ | 2000 |
|
RU2185925C2 |
| Автоматическая линия для изготовления стержней | 1990 |
|
SU1799668A1 |
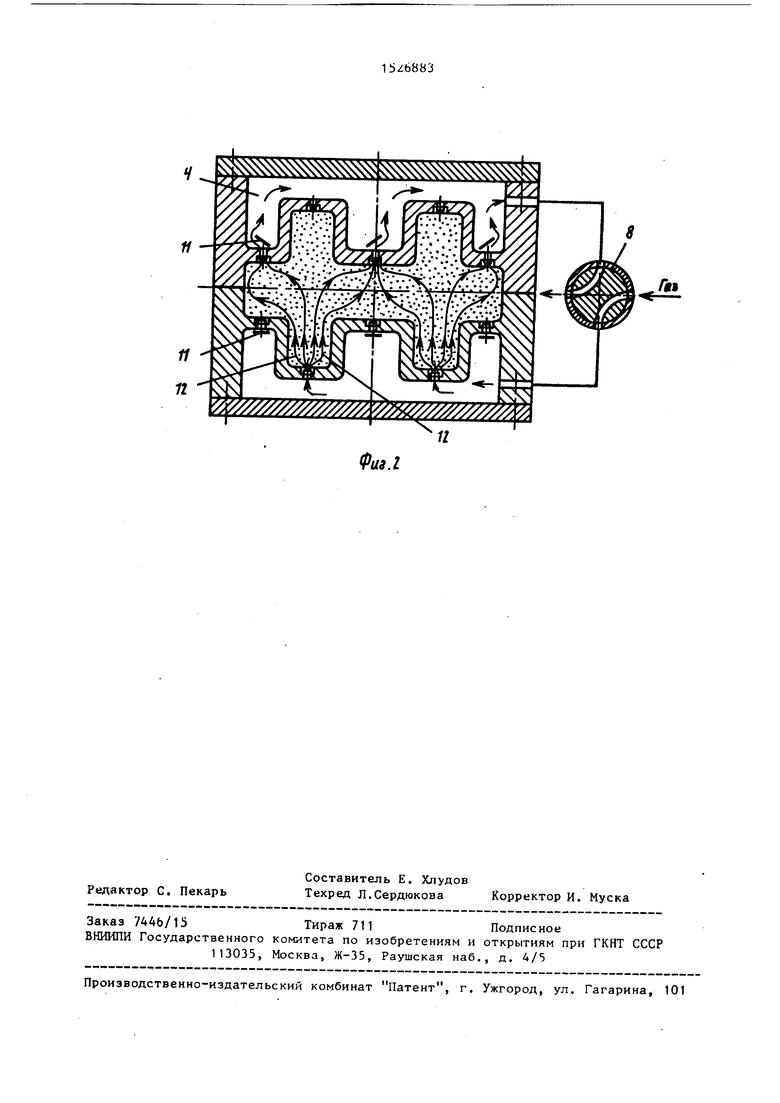
Изобретение относится к области литейного производства и может быть использовано для отверждения стержней продувкой газом-отвердителем. Цель изобретения повышение производительности, качества стержня и экономии газа-отвердителя. Ящик состоит из двух половин 1 и 2, в которых выполнены камеры 4 и 5, соединенные каналами 10 с вентами 9. В каналах 10 установлены обратные клапаны 11 лепесткового типа. Каналы с клапанами чередуются с каналами без клапанов. 2 з.п.ф-лы, 2 ил.
Фиг.1
| Способ отверждения уплотненной литейной формы газом | 1985 |
|
SU1276428A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Генератор мод | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Проспект фирмы Rbperwerk. | |||
