Изобретение относится к металлургии, конкретнее к непрерывному многоручьевому литью заготовок, преимущественно из углеродистых легированных сталей.
Цель изобретения - повышение качества заготовок с площадью поперечного сечения более 700 см .
Цель достигается за счет исключе- ния излучающего воздействия граней слитков, обращенных одна к другой, что снижает термические напряжения в слитках и образование в них внутренних трещин.
Охлаждение граней, обращенных одна к другой, с интенсивностью, меньшей определяемой из соотношения, приводит к проявлению излучаюшего воздействия граней, обращенных одна к другой. В результате в слитках в раионе этих граней вследствие из разогрева возрастает величина технических напряжений, что приводит к образованию внутренних трещин.
Охлаждение граней, обращенных одна к другой, с интенсивностью большей, чем определяемая из соотношения, приводит к переохлаждению граней, обращенных одна к другой. Это, в свою очередь, приводит также к неравномерности температуры корочки слитка по периметру и образованию в районе граней внутренних трещин.
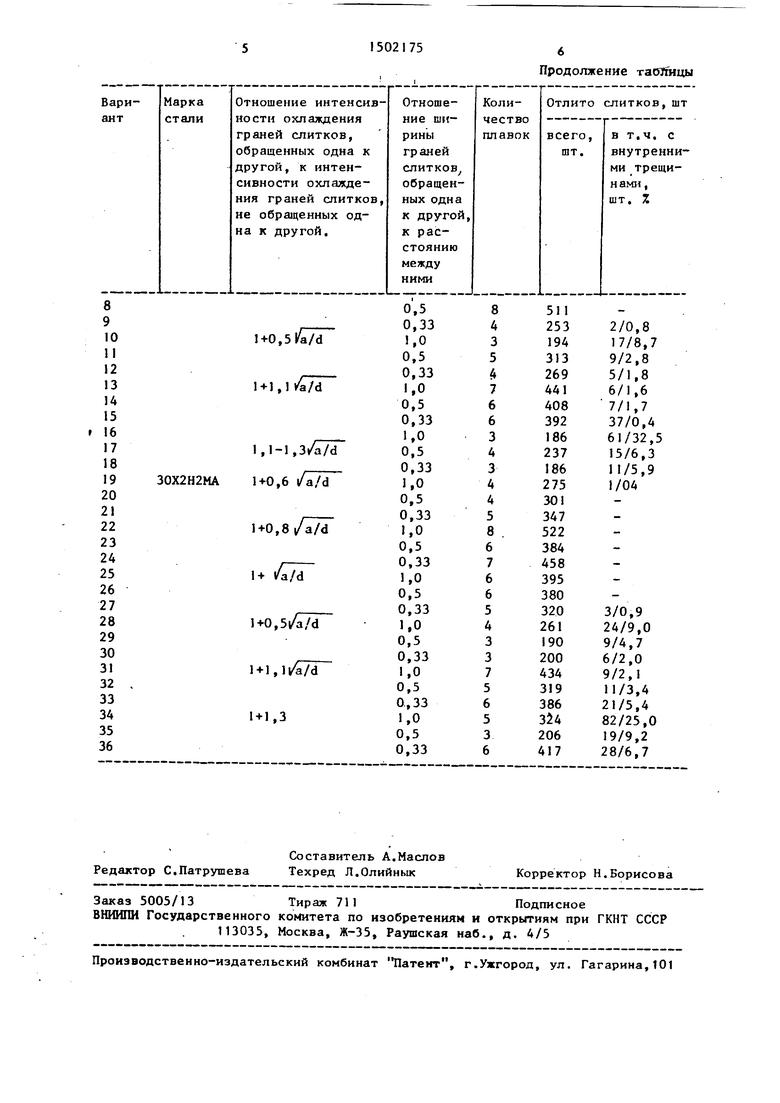
Пример . Способ опробован при двухручьевой отливке марок сталей 40ХН и 38Х2Н2МА в слитки квадратного сечения 280x280 мм. Расстояние между гранями слитков, обращенных друг к другу, составляет 280, 560 и 840 мм. Рабочая скорость вытягивания равна
ел
о to
ч ел
0,5 м/мнн. По высоте в зоне вторичного охлаждения форсунки для подачи воды на поверхность слитков собраны в три секции. Удельные расходы по сек- циям спедуюшие. В первой секции грани слитков, не обращенные друг к другу, охлаждают с интенсивностью 0,04 л/кг стали, а грани, обращенные друг к другу, при отношении ,0 с интенсивностью 0,064-0,08 л/кг стали, при ,5 с интенсивностью 0,056-0,068 л/кг стали, при ,33 с интенсивностью 0,044-0,063 л/кг стали.
Во второй секции грани слитков, не обращенные одна к другой, охлаждают с интенсивностью 0,02 л/кг стали, а грани, обращенные одна к другой, при отношении ,0 с интенсивностью 0,032-0,04 л/кг стали, при ,5 с интенсивностью 0,028 - 0,034 л/кг стали и при ,33 с интенсивностью 0,022-0,032 л/кг стали.
В третьей секции грани слитков, не обращенные одна к другой, охлаждают с интенсивностью 0,01 л/кг стали, а грани, обращенные одна к другой, при отношении ,0 с интенсивностью - 0,016-0,02 л/кг стали, при ,5 с интенсивностью - 0,014-0,017 л/кг стали, при ,33 с интенсивностью 0,011-0,016 л/кг стали.
510
21754
Результаты опытных разливок сталей марок 40ХН и 38Х2Н2МА представлены в таблице.
Способ позволяет за счет исключающего воздействия обращенных одна к другой параллельных граней снизить термические напряжения и количество трещин в слитках примерно в 5 раз.
Формула изобретения
Способ вторичного охлаждения стальных прямоугольных слитков на многоручьевой установке непрерывного литья, включающий охлаждение граней слитка распыленной водой с изменением интенсивности по периметру слитков, отличающийся тем, что, с целью повышения качества заготовок площадью поперечного сечения более 700 см , обращенные одна к другой грани слитка охлаждают с интенсивностью g, определяемой по зависимости
Ч (0,6...1,0)
где qo - интенсивность охлаждения
граней слитков, не обращенных одна к другой;
а - ширина обращенных одна к другой граней слитков, м;
d - расстояние между обращенными друг к другу.слитками , м.
Продолжение таОТшцы

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вторичного охлажденияНЕпРЕРыВНОгО ВОСьМигРАННОгО HEPAB-НОСТОРОННЕгО СлиТКА | 1979 |
|
SU831293A1 |
| Способ вторичного охлаждения восьмигранного неравностороннего стального слитка | 1981 |
|
SU984648A2 |
| Способ вторичного охлаждения неравносторонних восьмигранных непрерывнолитых слитков из легированной стали | 1986 |
|
SU1379079A1 |
| Способ непрерывного литья заготовок | 1982 |
|
SU1060300A1 |
| Способ вторичного охлаждения непрерывного восьмигранного неравностороннего сортового слитка | 1975 |
|
SU559765A1 |
| Способ непрерывной разливки стали | 1980 |
|
SU954153A1 |
| Устройство для охлаждения непрерывно-литого слитка квадратного поперечного сечения | 1983 |
|
SU1177040A1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ИЗ ЛЕГИРОВАННЫХ И МАЛОЛЕГИРОВАННЫХ МАРОК СТАЛИ, ПРОКАТКИ ИЗ НИХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2006 |
|
RU2346765C2 |
| Способ непрерывной разливки металлов | 1980 |
|
SU950487A1 |
| Устройство для охлаждения непрерывно-литого слитка прямоугольного поперечного сечения | 1982 |
|
SU1148701A1 |
Изобретение относится к области металлургии, конкретнее к непрерывному многоручьевому литью прямоугольных заготовок из углеродистых и легированных сталей. Цель изобретения - повышение качества заготовок. Указанная цель достигается охлаждением граней обращенных одна к другой с интенсивностью, рассчитываемой по зависимости Q=Q0[1+√A/D(0,6...1,0)], где Q-интенсивность охлаждения граней, обращенных одна к другой
Q0-интенсивность охлаждения граней, не обращенных одна к другой
A-ширина граней, обращенных одна к другой: м
D-расстояние между гранями, обращенными одна к другой, м. Такое охлаждение граней позволяет снизить термические напряжения в слитках и количество образуемых трещин. 1 табл.
| Способ непрерывной отливки слитков | 1977 |
|
SU789213A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
