Изобретение относится к металлургии, а точнее к способам и устройствам вторичного охлаждения непрерывно- литых стальных заготовок.
Цель изобретения - повышение качества заготовок за счет выравнивания интенсивности охлаждения по их периметру.
Выравнивание интенсивности охлажде- . НИН приводит к снижению количества внутренних трещин.
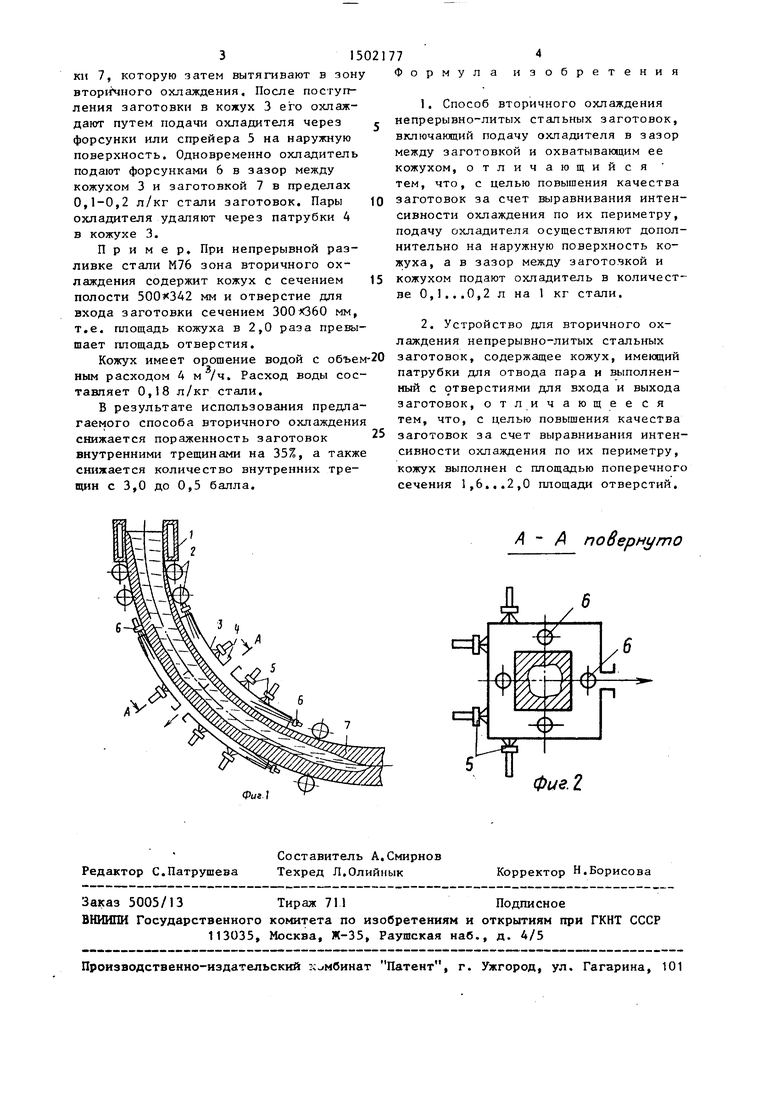
На фиг. 1 изображен ручей установки непрерывной разливки металла, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Установка содержит кристаллизатор 1, секцию поддерживающих роликов 2,
кожух 3, который имеет патрубки для удаления пара 4. Для подачи охладителя на наружную поверхность кожуха имеются форсунки или спрейеры 5, расположенные по всей длине кожуха 3 в несколько рядов. Подачу охладителя в зазор между кожухом и заготовкой осуществляют с. помощью форсунок 6, расположенных по одной со стороны каждой грани заготовки 7 и верхней и (или) нижней части кожуха. Размеры площади сечения полости кожуха 3 в 1 ,6-2 раза превьппают площадь отверстия для входа заготовки в кожух.
В процессе работы жидкий металл подают в кристаллизатор 1, где происходит затвердевание оболочки заготов01
О
ю
3150
ки 7, которую затем вытягивают в зону BTopifMHoro охлаждения. После поступления заготовки в кожух 3 его охлаждают путем подачи охладителя через форсунки или спрейера 5 на наружную поверхность. Одновременно охладитель подают форсунками 6 в зазор между кожухом 3 и заготовкой 7 в пределах 0,1-0,2 л/кг стали заготовок. Пары охладителя удаляют через патрубки 4 в кожухе 3.
Пример, При непрерывной разливке стали М76 зона вторичного охлаждения содержит кожух с сечением полости мм и отверстие для входа заготовки сечением 300X360 мм, т.е. площадь кожуха в 2,0 раза превышает площадь отверстия.
Кожух имеет орошение водой с объем ным расходом 4 м /ч. Расход воды составляет 0,18 л/кг стали.
В результате использования предлагаемого способа вторичного охлаждения снижается пораженность заготовок
внутренними трещинами на 35%, а также снижается количество внутренних трещин с 3,0 до 0,5 балла.
77
Формул а
изобретения
1.Способ вторичного охлаждения непрерывно-литых стальных заготовок, включающий подачу охладителя в зазор между заготовкой и охватывающим ее кожухом, отличающийся тем, что, с целью повышения качества заготовок за счет выравнивания интенсивности охлаждения по их периметру, подачу охладителя осуществляют дополнительно на наружную поверхность кожуха, а в зазор между заготовкой и кожухом подают охладитель в количест- ве 0,1.,.0,2 л на 1 кг стали.
2.Устройство для вторичного охлаждения непрерывно-литых стальных заготовок, содержащее кожух, имеющий патрубки для отвода пара и выполненный с отверстиями для входа и выхода заготовок, отличающееся тем, что, с целью повышения качества заготовок за счет выравнивания интенсивности охлаждения по их периметру, кожух выполнен с площадью поперечного сечения 1,6...2,О площади отверстий.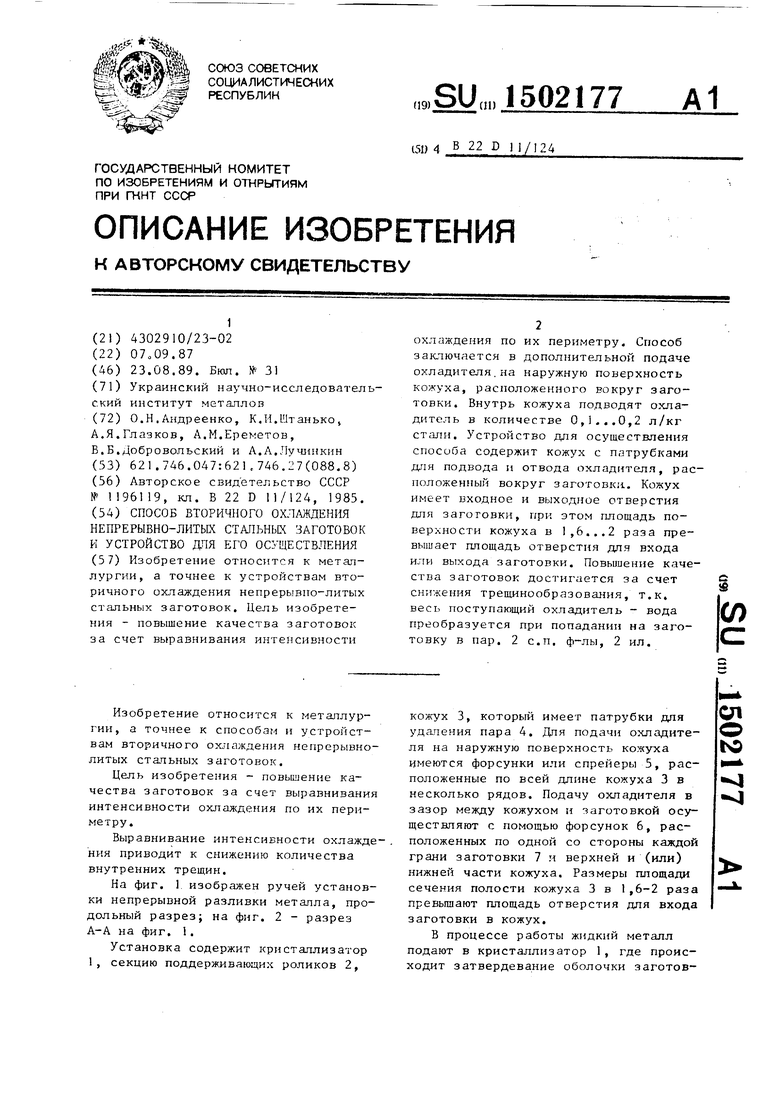
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2436654C1 |
| Способ вторичного охлаждения непрерывнолитых заготовок | 1984 |
|
SU1196119A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2451574C1 |
| СПОСОБ ОХЛАЖДЕНИЯ КРИСТАЛЛИЗАТОРА ПРИ ПОЛУЧЕНИИ НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2351429C1 |
| Устройство для охлаждения непрерывно-литого слитка квадратного поперечного сечения | 1983 |
|
SU1177040A1 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| Способ охлаждения заготовок при непрерывной разливке | 1989 |
|
SU1773552A1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯМОУГОЛЬНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2198064C2 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
Изобретение относится к металлургии, а точнее к устройствам вторичного охлаждения непрерывнолитых стальных заготовок. Цель изобретения - повышение качества заготовок за счет выравнивания интенсивности охлаждения по их периметру. Способ заключается в дополнительной подаче охладителя на наружную поверхность кожуха, расположенного вокруг заготовки. Внутрь кожуха подводят охладитель в количестве 0,1...0,2 л/кг стали. Устройство для осуществления способа содержит кожух с патрубками для подвода и отвода охладителя, расположенный вокруг заготовки. Кожух имеет входное и выходное отверстия для заготовки, при этом площадь поверхности кожуха в 1,6...2 раза превышает площадь отверстия для входа или выхода заготовки. Повышение качества заготовок достигается за счет снижения трещинообразования, т.к. весь поступающий охладитель - вода преобразуется при попадании на заготовку в пар. 2 с.п. ф-лы, 2 ил.
v
ФагЛ
А - А повернуто
Фие.г
| Способ вторичного охлаждения непрерывнолитых заготовок | 1984 |
|
SU1196119A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
