Изобретение относится к металлургии, а именно к непрерывной разливке металлов.
Цель изобретения - повышение надежности и достоверности.
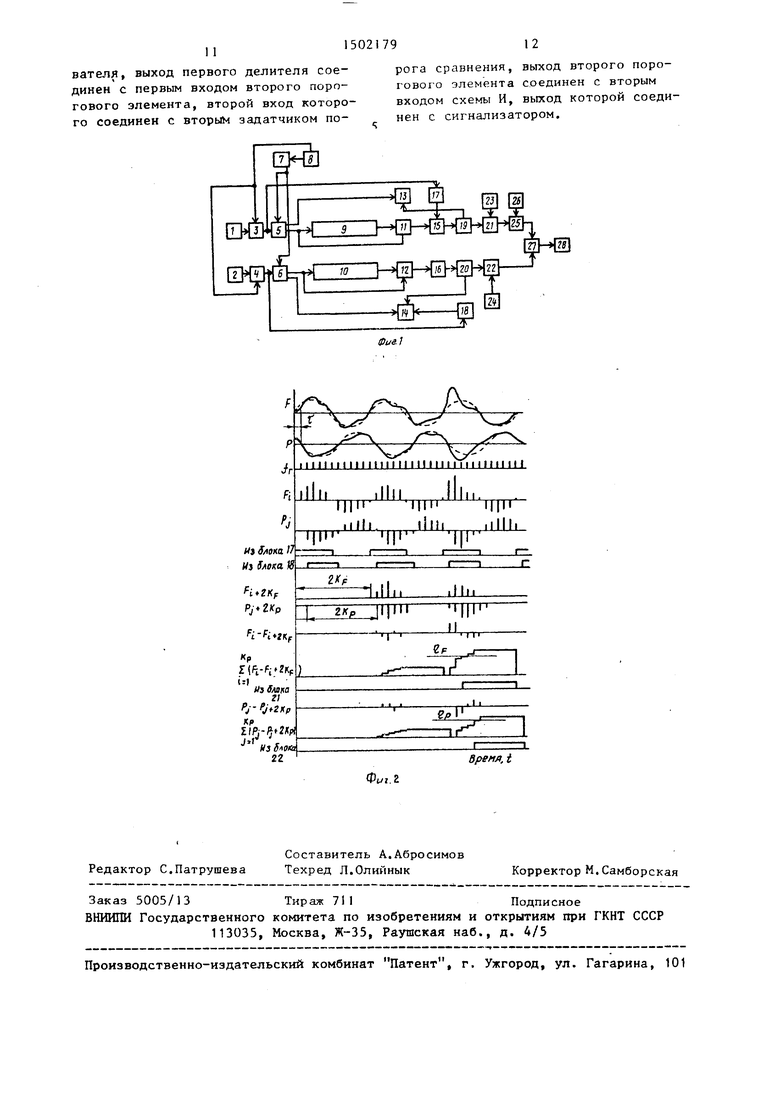
На фиг, 1 представлена блок-схема устройства прогнозирования прорывов металла на машине непрерывного литья заготовок; на фиг. 2 - временная диаграмма работы устройства, на которой показаны характер изменения переменных составлягацих усилия вытягивания слитка из кристаллизатора F и .усилия на ролик Р при наличии аварийно опасного зависания слитка в кристаллизаторе и их преобразование для формирования сигнала о возможности разрыва оболочки.
Пунктирными линиями на фиг. 2 показаны кривые, которые характеризуют нормальную (с точки зрения наличия аварийно опасного подвисания) работу кристаллизатора в полупериоде его движения вверх.
Наличие же зависания слитка в кристаллизаторе сопрово}кдается при подъеме последнего резким увеличением усилия вытягивания и соответствующим
СП
о
IN9
СО
315
процессом уменьшения усилия на первый после кристаллизатора ролик. Причем при обрыве оболочки в кристаллизаторе усилия вытягивания слитка в этом же полупериоде движения кристаллизатора затем снижается, а усилие на ролик - возрастает.
Форма этих кривых показана на фиг. 2 сплошными линиями.
Устройство прогнозирования прорывов металла на машине непрерывного литья заготовок содержит датчик 1 переменной составлягадей усилия вытягивания слитка из кристаллизатора, датчик 2 усилия на первый после кристаллизатора ролик, первый и второй управляемые полосовые фильтры 3 и 4, первый и второй аналого-цифровые преобразователи (АЩ1) 5 и 6, управляемый генератор 7 тактовых импульсов, за- датчик 8 частоты качания кристаллизатора, первую и вторую дискретнь е многоразрядные линии 9 и 10 задержки, первую и вторую схемы 11 и 12 сравнения, первый и второй счетчики 13 и 14 числа реализащ1й, первый и второй накапливающие сумматоры 15 и 16, первый и второй формирователи 17 и 18 перехода сигналов через О, первый и второй делители 19 и 20, первый и второй пороговые элементы 21 и 22, первый и второй задатчики 23 и 24 порога сравнения, управляемый элемент 25 задержки, задатчик 26 скорости вытягивания слитка, схему И 27, сигнализатор 28.
Причем датчик 1 и 2 соединен с входом управляемого полосового фильтра 3 второй вход которого соединен с задатчиком 8 частоты качания кристаллизатора, выход фильтра соединен с входом первого анапого-цифрового преобразователя 5, тактовый вход которого соединен с выходом управляемого тактового генератора 7, вход которого соединен с задатчиком частоты качания кристаллизатора, первый выход первого АЦП соед1шен с входом первой дискретной линии 9 задержки и первым входом схемы 11 сравнения, второй вход которого соединен с выходом линии 9 задержки, выход, схемы сравнения соединен с входом первого накапливающего сумматора 15, управляющий вход которого соедршен с вторым выходом первого формирователя сигнала перехода переменной составляющей через О, второй выход которого связан с
Q
5 0 5 0 5
Q 5
0
5
794
первым входом первого счетчика числа реализаций,-вход с выходом первого фильтра, выход первого накапливающего сумматора соединен с входом первого делителя 19, второй вход которого связан с счетчиком 13 числа реализаций, второй вход которого соединен с вторым выходом аналого-цифрового преобразователя - АЦП 5, выход первого делителя соединен с первым входом цифрового порогового элемента 21, второй вход которого соединен с задатчиком 23 порога сравнения, выход порогового элемента соединен с входом элемента 25 задержки (управляемым одновибратором), второй вход которого соединен с задатчиком скорости вытягивания слитка из кристаллизатора, а выход одновибратора соединен с первым входом схемы И 27, выход датчика 2 переменной составляющей усилия вытягивания слитка соединен с входом управляемого полосового фильтра 4, управляющий вход которого соединен с задатчиком 8 частоты качания кристаллизатора, выход фильтра соединен с входом АЦП 6, тактовый вход которого связан с управляег1ым генератором 7, выход АЦП связан с входом дискретной линии 10 задержки и первым входом второй схемы 12 сравнения, второй вход которой соединен с выходом фильтра, выход схемы сравнения связан с входом накапливающего сумматора 16, управляющий вход которого соединен с вторым выходом формирователя 18 перехода сигнала переменной составляющей через О, выход накап- ливающ.его сумматора подан на вход делителя 20, второй вход которого связан С выходом второго счетчика 14 числа реализаций, второй вход которого соединен со вторым выходом АЦП 6, выход делителя 20 связан с входом цифрового порогового элемента 22, второй вход которого соединен с выходом задатчи- ка 24 порога сравнения, выход порогового элемента соединен с вторым входом схемы И 27, выход схемы И соединен с входом сигнализатора 28.
Устройство работает следующим образом.
Сигнал с датчика 1 переменной составляющей усилия вытягивания слитка и датчика 2 переменной составляющей усилия на ролик подается на полосовые перестраиваемые фильтры, выполненные
515
на операционных усилителях; полоса пропускания фильтров
ДР (7 - 9)к
изменяется по сигналам с задатчика 8 частоты f| качания кристаллизатора, сигналы с выхода фильтров 3 и 4 поступают на входы аналого-цифровых преобразователей АЦП 5 и 6, которые работают от генератора 7 тактовых им- пульсов с выходной частотой f j- 2Kf,. Сигнал переполнения с выхода счетчиков АЦП является тактовым для линий 9 и 10 задержки. С выхода АЦП снимаются сигналы F , Р: , которые поступа- ют на дискретные линии задержки, выполненные на параллельных многоразрядных регистрах сдвига. Длина линии задержки равна h 2К, где К (7-9) выбрано из условия пропускания основ- ной энергии сигнала. Сигналы F , Р-, снимаемые с линий задержки, и F + + 2Кр, Pj + 2Кр, снимаемые с выхода фильтров, подаются на схемы сравнения представлягацие собой комбинационные многоразрядные сумматоры, в которых выполняются операции вычисления
ЛГг I F - F + 2Кр I и лР,- - PJ 2Кр|. В момент перехода сигналов, снимаемых с фильтров через О с положительным знаком производной , начинают работать накапливающие сумматоры 15 и 16, выполняющие операции
IPJV-
,
и В,
t -(
Кр
JH
Величины К It и К, определяются счетчиками 13 и 14 путем счета тактовых им- пульсов за время цикла движения кристаллизатора вверх. В момент перехода через О с отрицательным знаком производной сигнала Рис положительным знаком производной сигнала Р происхо- дит считывание Ац выходов накапливакщих сумматоров в делители 19 и 20, где выполняются операции Вцр/Кр . Таким образом определяются средние значения отклонений
lF(t) - F(t --г-); |P(t) - P(t-O где
irВ,
с
К
j
Кр
величина периода качания кристаллизатора tc
t- 2К,|
i-1 5р
+ 2Кр|.
4 Ь 211 - .
021
Ю. 1520 , 25
30
35
4045 50
,
55
796
Эти величины после делителей поступают на входы цифровых пороговых элементов 21 и 22, представляющих собой схемы сравнения, реализующие функцию
S 1 А S - О А4 в. Величины If и выбираются из конкретных условий разливки и выставляются на задатчиках 23 и 24. Цифровые пороговые элементы формируют на выходе сигналы логической единицы, если A) сигналы логических нулей, если В, При формировании логической единицы на выходе порогового элемента 21 он поступает на вход элемента 25 задержки (одновибратор), величина задержки которого
Т - If Ь
- -
где L - расстояние по оси машины от нижнего торца кристаллизатора до первого поддерживакщего ролика, на котором измеряется величина усилия со стороны оболочки слитка; V - скорость вытягивания слитка из кристаллизатора, вводимая с задатчика 26; Кщ - коэффициент, зависящий от механических характеристик оболочки слитка, который определяется опытным путем.
При наличии сигналов логических единиц на обоих входах схемы И 27 фиксируется факт зависания слитка, требуюощй снижения скорости разливки или увеличения расхода шлакообразую- щей смеси. Сигншт выводится на сигнализатор 28, установленный на пульте оператора. Таким образом указанное устройство реализует возможность обнаружения предпрорывных ситуаций и позволяет увеличить выход годного металла за счет прогнозирования прорывов слитка под кристаллизатором,
связанных с зависанием слитка в нем. t
Устройство реализуется на элементах вычислительной техники серийно выпускаемых промышленностью.
Пример. В процессе непрерывной разливки металла в кристаллизатор подают сталь марки Ст 3. сп и вытягивают из него слиток сечением 250.1290 мм со скоростью 0,8 м/мин. На зеркало металла в кристаллизаторе подают шлакообразующую смесь с удельным расходом 0,8 кг/т. Шлакообразую- щая смесь системы СаО - SiO, - AljOj
1,0; температура плавления , ff
71
CaO SiO.
смеси . Подвод металла осуществляется через погружной стакан по центру кристаллизатора. Кристаллизатору сообщают возвратно-поступательное движение с амплитудой 10 мм и частотой 60 Гц). Усилия вытягивания слитка из кристаллизатора измеряют с помощью силоизмерительно гс тензометрического датчика типа ДСТБ, установленного на шатуне механизма возвратно-поступательного движения кристаллизатора. Первьш ролик секции о зоны вторичного охлаждения оборудован силоизмерительным те зодатчиком типа ДСТБ и расположен н расстоянии 0,135 м от нижнего торца кристаллизатора.
В этом случае полоса пропускания перестраиваемых фильтров составила iF 8 Гц. С фильтров снимаются переменные составляющие сигналов изменения усилия вытягивания слитка из кристаллизатора и усилия на ролик, оборудованный силоизмерителем, которые через аналого-цифровые преобразователи поступают на дискретные линии задержки, длина которых для дан ных условий разливки составляет
разрядов. Сигналы, снимаем1ле с линий задержки и выхода АЦП, поступают на схемы сравнения, а затем на накапливающие сумматоры. Причем для данных услови разливки величины определяемых сумм модулей отклонений усилий в двух соседних полупериодах при движении кристаллизатора вверх составляют с
Сравнивают полученные значения с заданными, причем величины сигналов Г Р и , формируем1 1х задатчиков в зависимости от конкретных условий
8
разливки, для этих режимов разливки составляют соответственно 4f 1 ,6 т; 1 0,22 т.
Через 20 мин разливки вследствие уменьшения подачи шлакообразующей смеси произошло нарушение в работе шлакового гарнисажа в кристаллизаторе, которое привело к кратковременному зависанию оболочки слитка.
Величины Акр и Вкр увеличились и достигли значений 12,6 и 2,3 т со- ответстБеи но. Аналогично возросла и величина и В до значений 1,8 и 0,24 т соответственно. Поскольку в этом случае
.
р
5
30
дО
20
25
35
45
50
55
то на выходе цифровых пороговых элементов сформированы сигналы-логических единиц.
Сигнал с порогового элемента .21 подается через элемент задержки с 1- 0,08 с на первый вход схемы И, а сигнал выхода порогового элемента подается на второй вход схемы И, на выходе которой формируется сигнал ло- гической единицы, что свидетельствует об опасном нарушении режима работы МНЛЗ.
Использование способа прогнозирования прорывов металла на машине непрерывного литья заготовок и устройство для его осуществления позволяет по сравнению с существующими повысить вероятность однозначного прогнозирования разрывов оболочки слитка, вызванных аварийно опасным зависанием ее в кристаллизаторе, и этим путем сократить простои оборудования и повысить производительность технологического процесса разливки.
Формула изобретения
1. Способ прогнозирования прорывов металла на машине непрерывного литья заготовок, врслючающий измерение переменной составлякщей усилия вытягивания слитка из кристаллизатора при его возвратно-поступательном движении и прогнозирование прорывов металла по результатам измерений, отличающийся тем, что, с целью повьииения надежности и достоверности, дополнительно измеряют частоту качания кристаллизатора и переменную составлякщую усилия со стороны
оболочки слитка на первом после кристаллизатора ролике, в полосе частот, кратной частоте качания кристаллизатора, определяют среднее значение сумм модулей отклонений усилия вытя- гивания слитка из кристаллизатора и усилия на первый после кристаллизатора ролик от значений этих усилий в других соседних полупериодах движения кристаллизатора вверх, сравнивают зти суммы с задаваемыми для данных режимов разливки значениями и при одновременном превьппении суммами заданных значений фиксируют наличие аварийно опасного зависания оболочки слитка и прогнозируют возможность ее прорыва.
2. Устройство для прогнозирования прорывов металла на машине непрерывно го литья заготовок, содержащее датчик переменной составляющей усилия вытягивания слитка из кристаллизатора, первый пороговый элемент, первый элемент сравнения, первый и второй за- датчики порога сравнения и сигнализатор, отличающееся тем, что, с целью повьшения надёжности и достоверности прогнозирования, оно дополнительно содержит датчик пере- менной составлягацей усилия на ролик под кристаллизатором, первый и второй управляеьые полосовые фильтры, первый и второй аналого-цифровые преобразователи, управляемый генератор такто- вых импульсов, задатчик частоты качания кристаллизатора, первую и вторую линии задержки переменной длины, первый и второй счетчики, вторую схему сравнения, первый и второй накапли- вающие сумматоры, первый и второй формирователи переходов сигналов через О, первый и второй делители, второй пороговый элемент, управляемый элемент задержки, задатчик скорости вытягивания слитка и схему И, причем выход датчика переменной составляющей усилия вытягивания слитка из кристаллизатора соединен с входом первого управляемого полосового фильт ра, второй вход которого соединен с задатчикрм частоты качания кристаллизатора, выход первого фильтра соединен с входом первого аналого-цифрового преобразователя, тактовый вход которого соединен с выходом управляемого тактового генератора, вход которого соединен с задатчиком частоты качания кристаллизатора, первый выход
первого аналого-цифрового преобразователя соединен с первой линией задержки и первым входом первой схемы сравнения, второй вход которой соединен с выходом первой линии задержки, выход первой схемы сравнения соединен с входом первого накапливающег сумматора, управляющий вход которого соединен с первым выходом первого формирователя перехода сигнала через О, второй выход которого соединен с первым входом первого счетчика, а вход - с выходом первого фильтра, выход первого накапливающего сумматора соединен с первым входом первого делителя, второй вход которого соединен С выходом первого счетчика, второй вход которого соединен с вторым вьрсодом аналого-цифрового преобразователя, выход первого делителя соединен с первым входом первого порогового элемента, второй вход которого соединен с первым задатчиком порога сравнения, выход порогового элемента соединен с входом элемента задержки, второй вход которого соединен с задатчиком скорости вытягивания слитка а выход - с первым входом схемы И, выход датчика переменной составляющей усилия на ролик под кристаллиза- тором соединен с входом второго управляемого полосового фильтра, второй вход которого соединен с задатчиком частоты качания кристаллизатора, выход фильтра соединен с входом второго аналого-цифрового преобразователя, тактовый вход которого соединен с выходом управляемого тактового генератора, первый выход второго аналого-цифрового преобразователя соединен с второй линией задержки и первым входом второй схемы сравнения, второй вход которой соединен с выходом второй линии задержки, выход схемы сравнения связан с входом второго накапливающего сумматора, управляющий вход которого соединен с первым выходом второго формирователя перехода сигнала через О, второй выход которого соединен с первым входом второго счетчика, а вход - с выходом второго фильтра, выход второго накапливающего сумматора соединен с первым входом второго делителя, второй вход которого соединен с выходом второго счетчика, второй вход которого соединен с вторым выходом второго аналого-цифрового преобразователя, выход первого делителя соединен с первым входом второго порогового элемента, второй вход которого соединен с вторым задатчиком порога сравнения, выход второго порогового элемента соединен с вторым входом схемы И, выход которой соединен с сигнализатором.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля состояния механизма качания кристаллизатора машины непрерывного литья заготовок | 1990 |
|
SU1780919A1 |
| Способ прогнозирования прорывов металла в процессе непрерывной разливки | 1985 |
|
SU1279744A1 |
| Устройство для контроля и управления работой механизма качания кристаллизатора машин непрерывного литья заготовок | 1986 |
|
SU1442977A1 |
| Устройство для контроля усилия вытягивания непрерывнолитого слитка | 1986 |
|
SU1399707A1 |
| Устройство автоматического контроля работы механизма качания кристаллизатора машины непрерывного литья заготовок | 1988 |
|
SU1585060A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Устройство для определения заполнения скважинного штангового насоса | 1987 |
|
SU1507957A1 |
| Способ автоматического контроля работы механизма качания кристаллизатора | 1985 |
|
SU1369867A1 |
| Способ управления процессом непрерывной разливки металла и устройство для его осуществления | 1985 |
|
SU1320011A1 |
| Устройство для автоматического управления режимом работы кристаллизатора | 1984 |
|
SU1214317A1 |
Изобретение относится к металлургии, а именно к непрерывной разливке металлов и предназначено для прогнозирования прорывов металла на машине непрерывного литья заготовок. Цель изобретения - повышение надежности и достоверности. Измеряют переменную составляющую усилия вытягивания слитка из кристаллизатора при его возвратно-поступательном движении, частоту качания кристаллизатора и переменную составляющую усилия со стороны оболочки слитка на первый после кристаллизатора ролик. Определяют среднее значение сумм модулей отклонений усилия вытягивания слитка на первый после кристаллизатора ролик от значений этих усилий в двух соседних полупериодах движения кристаллизатора вверх. Если вычисленные суммы одновременно превышают заданные значения, то фиксируют наличие аварийно опасного зависания оболочки слитка и прогнозируют возможность ее прорыва. 2 с.п. ф-лы, 2 ил.
| Способ автоматического управления режимом работы установки непрерывной разливки металла | 1981 |
|
SU973226A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ автоматического контроля работы механизма качания кристаллизатора | 1985 |
|
SU1369867A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
