I
(21)4235832/31-02
(22)27.04.87
(46) 23.08.89. Бюл. № 31
(71)Институт механики сплошных сред Уральского научного центра АН СССР
(72)В.Г.Золотухин, В.П.Ковров, Г.Б.Кузнецов и Б.В.Мошев
(53)621.762.4(088.8)
(56)Авторское свидетельство СССР 1162550, кл. Б 22 F 3/02, 1983.
Ав торское свидетельство СССР 1107964, кл. Б 22 F 3/02, 1982.
(54)ПРЕСС-ФОРМА ДЛЯ ПРЕССОБАНВД ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ ИЗ ПОРОШКОВ
(57)Изобретение относится к пресс- формам для прессования изделий сложной формы из порошков. Цель изобретения - снижение трудоемкости изготовления пресс-формы. При приложении усилия к пуансону эластичный вкладыш
2 деформируется сначала в осевом наиравлент, уплотняя порошок, а затем при увеличении нагрузки наружные грани вкладыша раздаются до контакта со стенками обоймы 1, придавая заданную форму заготовке. Дальнейшее увеличение нагрузки ведет к одновременному деформированию вкладыша в осевом и поперечном направлении, что ведет к получению изделий с равномерной по всему объему плотностью. Трудоемкость изготовления пресс-формы снижается вследствие устранения трудоемкой операции обработки внутренней поверхности вкладыша. Повышается качество изделий, так как получаемая заготовка имеет в сечении форму, повернутую на 90 относительно наружной формы вкладыша, что влечет за собой большие деформации вкладыша, уплотняющие брикет 3 поперечном направлении. 4 ил.
г СЛ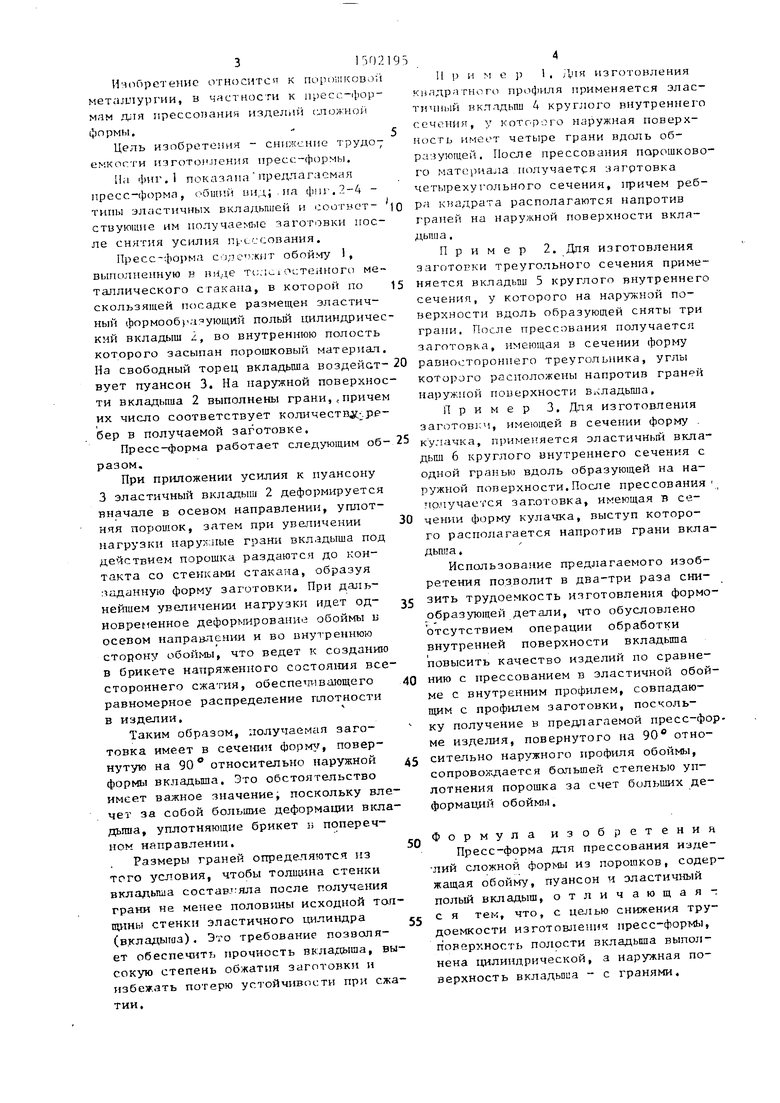
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования изделий из порошка | 1982 |
|
SU1107964A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ СТАКАНОВ ИЗ ПОРОШКА | 2000 |
|
RU2181318C2 |
| Пресс-форма для прессования изделий из порошков | 1988 |
|
SU1694341A1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2140355C1 |
| СПОСОБ ПРЕССОВАНИЯ ЗАГОТОВОК ЩЕТОК ЭЛЕКТРОМАШИН ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ОСНОВЕ УГЛЕРОДА И МНОГОМЕСТНАЯ ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2510309C1 |
| Пресс-форма для прессования тиглей из порошка | 1982 |
|
SU1052334A1 |
| Пресс-форма для прессования изделийиз МЕТАлличЕСКОгО пОРОшКА | 1979 |
|
SU827267A1 |
| Пресс-форма для прессования изделий из порошка | 1978 |
|
SU728997A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ С НЕУПОРЯДОЧЕННОЙ СТРУКТУРОЙ (ВАРИАНТЫ) И ПРЕСС-ФОРМА ДЛЯ ОСЕВОГО ПРЕССОВАНИЯ ДНА И ТОРЦА ЗАГОТОВКИ ДЕТАЛЕЙ ТИПА ДЛИННОМЕРНОГО ТЕЛА ВРАЩЕНИЯ С ОСЕВЫМ ОТВЕРСТИЕМ ИЗ МАТЕРИАЛОВ С НЕУПОРЯДОЧЕННОЙ СТРУКТУРОЙ (ВАРИАНТЫ) | 2006 |
|
RU2343036C2 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1988 |
|
RU2038920C1 |
Изобретение относится к пресс-формам для прессования изделий сложной формы из порошков. Цель изобретения - снижение трудоемкости изготовления пресс-формы. При приложении усилия к пуансону эластичный вкладыш 2 деформируется сначала в осевом направлении, уплотняя порошок, а затем при увеличении нагрузки наружные грани вкладыша раздаются до контакта со стенками обоймы 1, придавая заданную форму заготовке. Дальнейшее увеличение нагрузки ведет к одновременному деформированию вкладыша в осевом и поперечном направлении, что ведет к получению изделий с равномерной по всему объему плотностью. Трудоемкость изготовления пресс-формы снижается вследствие устранения трудоемкой операции обработки внутренней поверхности вкладыша. Повышается качество изделий, так как получаемая заготовка имеет в сечении форму, повернутую на 90° относительно наружной формы вкладыша, что влечет за собой большие деформации вкладыша, уплотняющие брикет в поперечном направлении. 4 ил.
СП
О Nd
СО СЛ
Фиг.
3130
Ичпбрстенис относится к nopi);:iKODo; MerajuiyprnH, в частности к npecc-iliop- мам для прессования издеди) (ложной формы.-
Цель изобретения - снижение трудо7 емкости иэгото(ления пресс-формы.
На фиг.1 покапана предлагаемая нресс-форма, oGuinvi вид;, на .2-4 типы эластичных вкладьшшй и соотвот- стиуюшие им иолучаем ю заготовки после снятия усилия п Сссования,
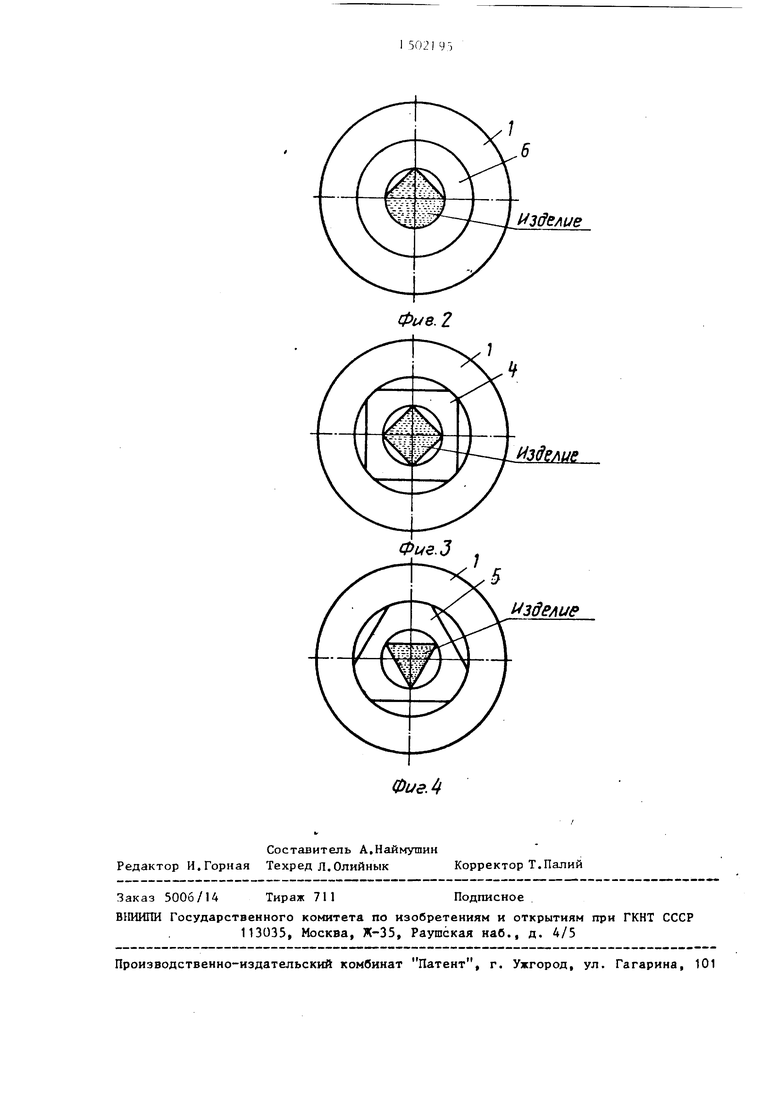
Пресс-форма cojie : :K()T обой-чу 1, выполненную н виде Ti:, ici остенного металлического стакана, в которой по скользящей посадке размещен эластичный формооб)а ующий польм цилиндрический вкладыш 2, во внутреннюю полость которого засыпан порошковый материал. На свободный торец вкладыша воздеййт- вует пуансон 3. На наружной поверхности вкладыша 2 выполнены грани, ,.причем их число соответствует количестнй :-.ребер в получаемой заготовке.
Пресс-форма работает следующим об- разом.
При приложении усилил к пуансону 3 эластичный вкладыш 2 деформируется вначале в осевом направлении, уплотняя порошок, затем при увеличении нагрузки наруъ-аше грани вкладыша под действием порошка раздаются до контакта со стенками стакг на, образуя :1аданную форму заготовки. При дальнейшем увеличенш нагрузки идет од- новреиенное деформирование обоймы 1з осевом направлении и во внутреннюю сторону обоймы, что ведет к созданию в брикете напряженного состоя1щя всестороннего сжатия, обеспечивающего равномерное распределение плотности в изделии.
Таким образом, получаемая заготовка имеет в сечетшл , повернутую на 90 относитепьно наружной формы вкладыша. Это обстоятельство имеет важное значениеj поскольку влечет за собой большие деформации вкла- дьппа, уплотняющие брикет н поперечном направлении.
Размеры граней определяются из того условия, чтобы толиц на стенки вкладыша состава-яла после получения грани не менее половины исходной толщины стенки эластичного цилиндра (вкладыша). Это требование позволяет обеспечить прочность , высокую степень обжатия заготовки и избежать потерю устойчивости при сжатии.
4
И р н м ер 1 , Я 1Я изготовления килдратного профиля применяется элас- TH4iibivi вкллдьш А круглого внутреннего сечения, у которого наружная поверхность имеет четыре грани вдоль образующей. После прессования порощково- го материала получается загртовка четырехугольного сечения, 1фичем ребра квадрата располагаются напротив граней на наружной поверхности вкла- дьпи а.
Пример 2. Для изготовления заготовки треугольного сечения применяется вкладыш 5 круглого внутреннего сечения, у которого на наружной поверхности вдоль образующей сняты три грани. После прессования получается заготовка, имеющая в сечении форьгу равностороннего треугольника, углы которого расположены напротив граней наружной поиерхности В1 ладьш1а,
Пример 3. Для изготовления заготов ;ч, имеющей в сечении форму . ку.иачка, применяется эластичный вкладыш 6 круглого внутреннего сечения с одной гранью вдоль образующей на наружной поверхности.После прессования получается заготовка, имеющая в сечении форму кулачка, выступ которого располагается напротив грани вкла- дыиш.
Использование предлагаемого изобретения позволит в два-три раза снизить трудоемкость изготовления формообразующей детали, что обусловлено отсутствием операции обработки внутренней поверхности вкладыша повысить качество изделий по сравнению с прессованием в эластичной обойме с внутренним профилем, совпадающим с профилем заготовки, поскольку получение в предлагаемой пресс-форме изделия, повернутого на 90 относительно наружного профиля обоймы, сопровождается большей степенью уплотнения порошка за счет больших деформаций обоим.
Формула изобретения Пресс-форма для прессования изде- лий сложной формы из порошков, содержащая обойму, пуансон и эластичный полый вкладыш, отличающая- с я тем, что, с целью снижения трудоемкости изготовления пресс-формы, поверхность полости вкладьппа выполнена цилиндрической, а наружная поверхность вкладьпиа - с гранями.
.2
