В известных ленточнопильных станках с механической подачей для продольной распиловки древесины управление скоростью подачи осуществляется оператором с пульта управления, при этом пpoизiвoдится ручное регулирование скорости лодачи на оснс-ве визуального контроля за состоянием пильной ленты в пролиле.
Отличительной особенностью описываемого ленточнопильного станка является полная автоматизация регулирования подачи. Это достигается тем, что по обе -стороны Пильной ленты установлены дифференциальные трансформаторные индуктивные датчики, воспринимающие сигналы от вибраций пильной ленты при ее перегрузке и передающие эти сигналы в схему регулирования подачи обрабатываемого материала.
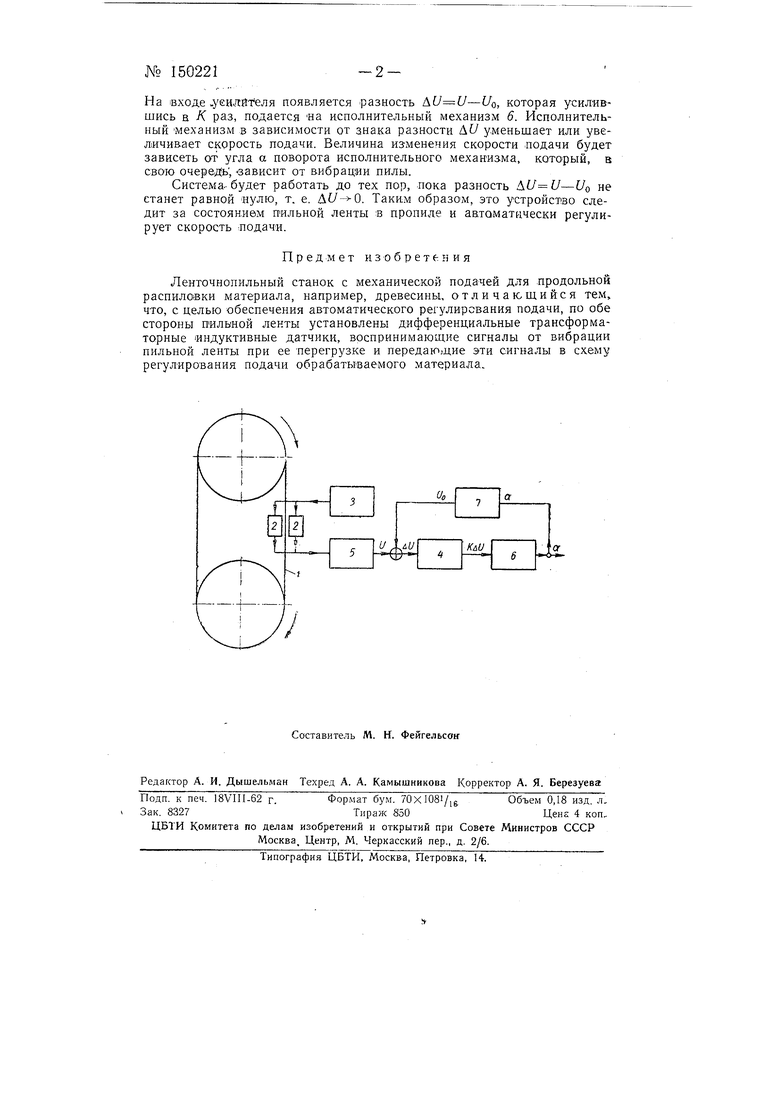
На чертеже изображена блок-схема устройства для описываемого ленточнопильного станка.
По обе стороны Пильной ленты / установлены дифференциальные трансформаторные индуктивные датчики 2, питание которых осуществляется от звукового генератора 3 повышенной частоты.
В момент, когда пильная лента 1 устойчива, на выходе датчиков напряжение будет равно нулю. На вход усилителя 4 напряжение тоже не поступает, и вся система находится в состоянии покоя.
Как только пильная лента 1 «ачинает вибрировать, на выходе демодулятора 5 появляется некоторое напряжение U, которое усиливщись IB К раз усилителем 4 (К - коэффициент усиления усилителя), подается на исполнительный механизм 6.
Исполнительный механизм начинает воздействовать на регулятор скорости механизма ПОдачи (на чертеже не показан). Одновременно исполнительный механизм 6 воздействует на элемент 7 обратной связи, на выходе которого появляется напряжение t/o. Это напрян ение подается на ВХОД усилителя 4 со знаком, обратным знаку напряжения U.
На 1входе .усилителя появляется разность Л.и и-t/o, которая усилившись в К раз, подается «а исполнительный механизм 6. Исполнительный механизм в зависимости от знака разности At/ уменьшает или увеличивает скорость подачи. Величина изменения скорости .подачи будет зависеть от угла а поворота исполнительного механиама, который, в свою очередь , -зависит от вибрации пилы.
Система-будет работать до тех пор, пока разность не станет равной «улю, т. е. . Таким образом, это устройство следит за состоянием пильной ленты s пропиле и автоматически регулирует скорость лодачи.
Предмет изобретения
Ленточнолильный станок с механической подачей для .продольной распилоеки материала, например, древесины, отлича1сш,ийся тем, что, с целью обеспечения автоматического регулирования подачи, по обе стороны пильной ленты установлены дифференциальные трансформаторные индуктивные датчики, воспринимаюш,ие сигналы от вибрации пильной ленты при ее перегрузке и передаюгдие эти сигналы в схему регулирования подачи обрабатываемого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСПИЛОВКИ ДРЕВЕСИНЫ | 2003 |
|
RU2252134C1 |
| Автоматический поршневой дифференциальный манометр | 1959 |
|
SU146557A1 |
| Способ автоматического регулирования скорости подачи ленточнопильного станка и система для его осуществления | 1990 |
|
SU1771444A3 |
| ГОРИЗОНТАЛЬНЫЙ ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2010 |
|
RU2443546C1 |
| ЛЕНТОЧНОПИЛЬНАЯ ЛИНИЯ СО СТУПЕНЯМИ ПРОДОЛЬНОЙ РАСПИЛОВКИ ЛЕСОМАТЕРИАЛА | 2015 |
|
RU2599562C1 |
| ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2012 |
|
RU2547551C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ НЕЖЕСТКИХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2130360C1 |
| Ограничительное устройство следящей системы управления | 1961 |
|
SU149038A1 |
| Устройство для автоматической подналадки станков | 1958 |
|
SU121061A1 |
| СПОСОБ ОПТИМАЛЬНОГО УПРАВЛЕНИЯ ШТАНГОВОЙ ГЛУБИННО-НАСОСНОЙ УСТАНОВКОЙ НЕФТЯНОЙ СКВАЖИНЫ | 1999 |
|
RU2163658C2 |
