сд
о ю ю
4i
;о
Изобретение относится к машиностроению и может быть использовано для ориентированной подачи цилиндрических ступенчатых деталей, например осей пилоцепей.
Цель изобретения - повышение надежности ориентирования деталей с незначительным различием размеров их ступеней за счет обеспечения постепенного ограничения подвижности сориентированных деталей на отводящем лотке.
его продольной оси (неправильно ориентированное положение). Неправильно ориентированные детали на стыке винтового по- даюш,его 3 и отводяшего 5 лотков взаимо- г действуют со скосом 11 планки 7 калибра-сбрасывателя и сдвигаются им на кромку отводящего лотка 5. В процессе движения по кромке отводящего лотка данные детали в зоне выемки 13 теряют устойчивость и падают с отводящего лотка в
На фиг. 1 представлен вибробункер, чашу. Правильно ориентированная деталь
общий вид, в аксонометрии; на фиг.- 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - вид В на фиг. 3; на фиг. 5 - вид Г на фиг. 3; на фиг. 6 -
на стыке винтового подающего 3 и отводящего 5 лотков (вертикальная грань 10 узкого участка 9 планки 7 расположена над внешней от центра чаши стенкой паза 6
сечение Д-Д на фиг. 2; на фиг. 7 - ориен- 15 отводящего лотка (т. е. пространство над
рабочей поверхностью начальной части отводящего лотка перекрывается локально), несмотря на минимальную величину зазора между нею и нижней плоскостью планки 7, беспрепятственно входит одной из своих ступеней меньщего размера в промежуток между рабочей поверхностью отводящего лотка 5 и нижней плоскостью узкого участка 9 планки 7. При этом подвижность детали несколько снижается и де- 25 таль занимает более устойчивое положение в пазу 6 отводящего лотка 5. Поэтому, несмотря на минимальную величину зазоров между деталью и нижней плоскостью планки 7, деталь беспрепятственно поступает под ее широкий участок 8,
тируемая деталь.
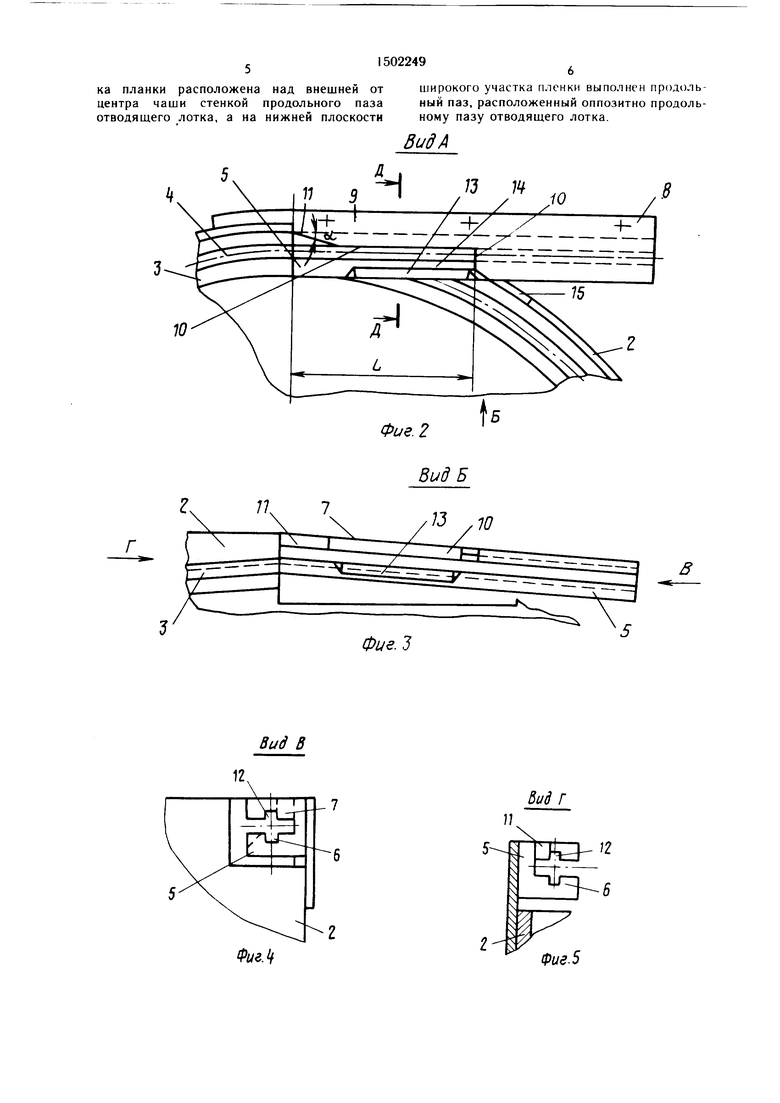
Вибробункер содержит вибропривод 1, на котором смонтирована чаща 2 с закреп- ,ленным на ней винтовым подающим лотком 3, на рабочей поверхности которого выполнен продольный паз 4. С винтовым подающим лотком 3 тангенциально состыкован прямолинейный отводящий лоток 5 с продольным пазом 6. Над отводящим лотком 5 установлен калибр-сбрасыватель, выполненный в виде планки 7 с разновеликими по ширине участками 8 и 9, имеющей в плане Г-образную форму. Планка 7 в направлении подъема винтового подающего лотка 3 установлена вперед своим широким участком 8. Вертикальная грань 10
20
рабочей поверхностью начальной части отводящего лотка перекрывается локально), несмотря на минимальную величину зазора между нею и нижней плоскостью планки 7, беспрепятственно входит одной из своих ступеней меньщего размера в промежуток между рабочей поверхностью отводящего лотка 5 и нижней плоскостью узкого участка 9 планки 7. При этом подвижность детали несколько снижается и де- 25 таль занимает более устойчивое положение в пазу 6 отводящего лотка 5. Поэтому, несмотря на минимальную величину зазоров между деталью и нижней плоскостью планки 7, деталь беспрепятственно поступает под ее широкий участок 8,
узкого участка 9 планки 7, имеющего 30 где благодаря наличию паза 12 и соответствующей ширины участка 8 окончательно фиксируется в ориентированном положении по всем своим ступеням. Минимальная величина зазоров между деталью и кчанкой 7 исключает заклинивание деталей
На нижней плоскости широкого участка 8 35 на отводящем лотке. Несформированный в
длину L, расположена над внешней от центра чаши 2 стенкой паза 6 отводящего лотка 5. В начале узкого участка 9 планки 7 под углом а выполнен скос 11, обращенный к центру чаши.
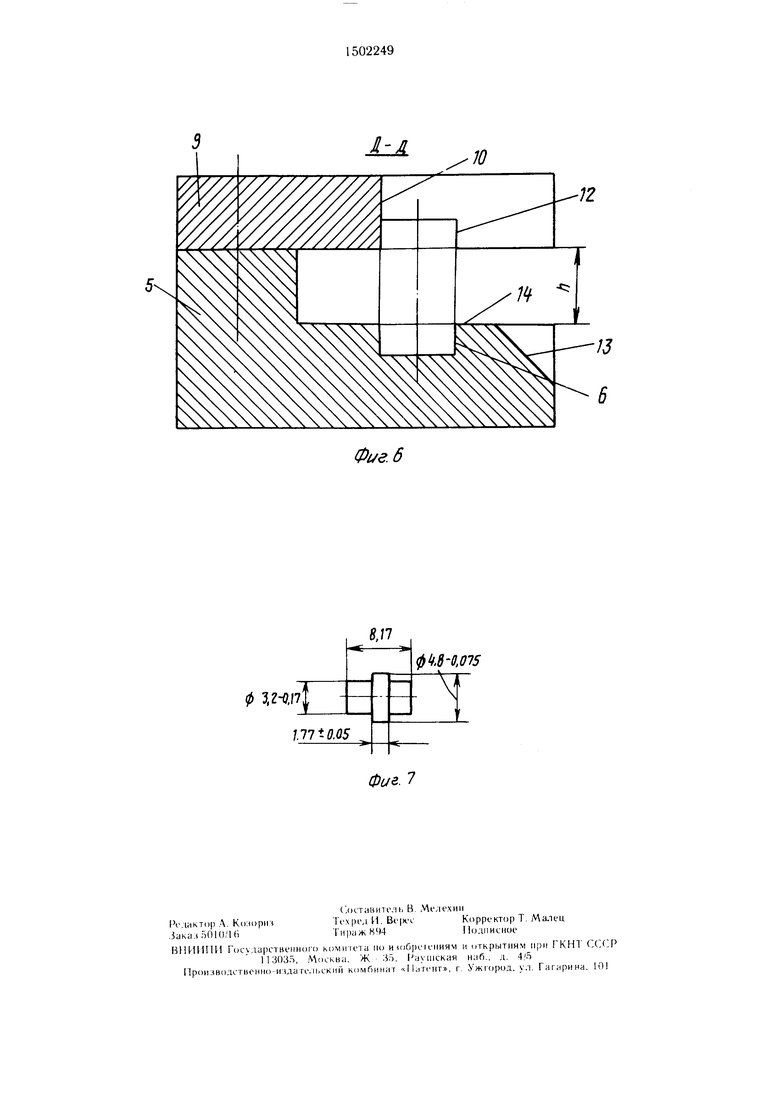
планки 7 выполнен продольный паз 12, расположенный оппозитно продольно.му пазу 6 отводящего лотка 5. На кромке отводящего лотка 5, в зоне расположения узкого участка 9 планки 7, выполнена выемка 13, отделенная от продольного паза 6 перемычкой 14. Расстояние h между рабочей поверхностью отводящего лотка 5 и нижней плоскостью планки 7 обеспечивает прохождение между ними меньдеталь полуфабрикат 16, случайно попавший в 4anjy, вытесняется из паза 6 отводящего лотка 5 силовым подпором, создаваемым правильно ориентированными Q деталями.
Формула изобретения
Вибробункер для ориентированной подачи ступенчатых деталей, содержащий чашу.
пей ступени ориентируемой детали 15 с ми- 45 закрепленный на ней винтовой подающий
нимальным зазором. Поверхность выемки 13 наклонена к центру чаши для сброса неправильно ориентированных деталей и несформированного в деталь полуфабриката 16.
Вибробункер работает следуюшим образом.
Под действием направленных колебаний чаши 2, создаваемых виброприводом 1, детали 15 транспортируются снизу вверх по винтовому подающему лотку 3, занимая два различных положения: располагаясь в пазу 4 перпендикулярно его продольной оси (правильно ориентированное по- I ложение), располагаясь в пазу 4 вдоль
лоток с продольным пазом, состыкованный с ним отводящий лоток с профильным пазом и калибр-сбрасыватель в виде установленной над отводящим лотком планки со скосом, отличающийся тем, что, с 50 целью повышения надежности ориентирования деталей с незначительным различием размеров их ступеней, планка калибра- сбрасывателя выполнена в плане Г-образ- ной формы с разновеликими по ширине участками и установлена своим широким участком вперед в направлении подъема винтового подающего лотка, причем продольная вертика.мьная грань узкого участ55
его продольной оси (неправильно ориентированное положение). Неправильно ориентированные детали на стыке винтового по- даюш,его 3 и отводяшего 5 лотков взаимо- действуют со скосом 11 планки 7 калибра-сбрасывателя и сдвигаются им на кромку отводящего лотка 5. В процессе движения по кромке отводящего лотка данные детали в зоне выемки 13 теряют устойчивость и падают с отводящего лотка в
чашу. Правильно ориентированная деталь
чашу. Правильно ориентированная деталь
на стыке винтового подающего 3 и отводящего 5 лотков (вертикальная грань 10 узкого участка 9 планки 7 расположена над внешней от центра чаши стенкой паза 6
рабочей поверхностью начальной части отводящего лотка перекрывается локально), несмотря на минимальную величину зазора между нею и нижней плоскостью планки 7, беспрепятственно входит одной из своих ступеней меньщего размера в промежуток между рабочей поверхностью отводящего лотка 5 и нижней плоскостью узкого участка 9 планки 7. При этом подвижность детали несколько снижается и де- таль занимает более устойчивое положение в пазу 6 отводящего лотка 5. Поэтому, несмотря на минимальную величину зазоров между деталью и нижней плоскостью планки 7, деталь беспрепятственно поступает под ее широкий участок 8,
деталь полуфабрикат 16, случайно попавший в 4anjy, вытесняется из паза 6 отводящего лотка 5 силовым подпором, создаваемым правильно ориентированными Q деталями.
Формула изобретения
Вибробункер для ориентированной подачи ступенчатых деталей, содержащий чашу.
45 закрепленный на ней винтовой подающий
лоток с продольным пазом, состыкованный с ним отводящий лоток с профильным пазом и калибр-сбрасыватель в виде установленной над отводящим лотком планки со скосом, отличающийся тем, что, с 0 целью повышения надежности ориентирования деталей с незначительным различием размеров их ступеней, планка калибра- сбрасывателя выполнена в плане Г-образ- ной формы с разновеликими по ширине участками и установлена своим широким участком вперед в направлении подъема винтового подающего лотка, причем продольная вертика.мьная грань узкого участ5
ка планки расположена над внешней отширокого участка пленки выполнен продольцентра чаши стенкой продольного пазаный паз, расположенный оппознтно продольотводящего лотка, а на нижней плоскостиному пазу отводящего лотка.
ВидА
| название | год | авторы | номер документа |
|---|---|---|---|
| Вибробункер | 1987 |
|
SU1505752A1 |
| Вибробункер | 1986 |
|
SU1454647A1 |
| Вибробункер | 1982 |
|
SU1039686A1 |
| Вибробункер для ориентированной подачи деталей | 1985 |
|
SU1281373A1 |
| Устройство для сортировки ступенчатых деталей | 1972 |
|
SU709323A1 |
| Вибробункер | 1987 |
|
SU1493441A1 |
| Устройство для ориентированной подачи деталей | 1986 |
|
SU1335410A1 |
| Вибробункер | 1985 |
|
SU1346391A1 |
| Устройство для ориентации и подачи деталей типа болтов | 1981 |
|
SU1047656A1 |
| Устройство для ориентирования деталей | 1989 |
|
SU1641738A1 |
Изобретение относится к машиностроению и может быть использовано для ориентированной подачи цилиндрических ступенчатых деталей, например осей пилоцепей. Цель изобретения - повышение надежности ориентирования деталей с незначительным различием размеров их ступеней за счет обеспечения постепенного ограничения подвижности сориентированных деталей на отводящем лотке. Детали 15 транспортируются снизу вверх по пазу 4 винтового лотка 3 чаши 2 к отводящему лотку 5 с продольным пазом 6 и калибром - сбрасывателем, выполненным в виде планки 7 с разновеликими по ширине участками 8, имеющей в плане Г-образную форму и установленной в направлении подъема винтового подающего лотка своим широким участком вперед. На стыке лотков 3 и 5 неправильно ориентированные детали, располагающиеся вдоль паза, сдвигаются скосом 11 планки 7 на кромку отводящего лотка 5, транспортируются по ней, в зоне выемки 13 теряют устойчивость и падают с лотка в чашу. Правильно ориентированные детали расположены поперек паза, так как грань 10 узкого участка 9 планки 7 находится над внешней стенкой паза 6 и беспрепятственно входит одной из своих ступеней в промежуток между отводящим лотком 5 и нижней плоскостью планки, занимая более устойчивое положение в пазу 6, поэтому при минимальном значении зазора между деталью и планкой 7 деталь беспрепятственно поступает под ее широкий участок 8, где окончательно фиксируется в ориентированном положении. 7 ил.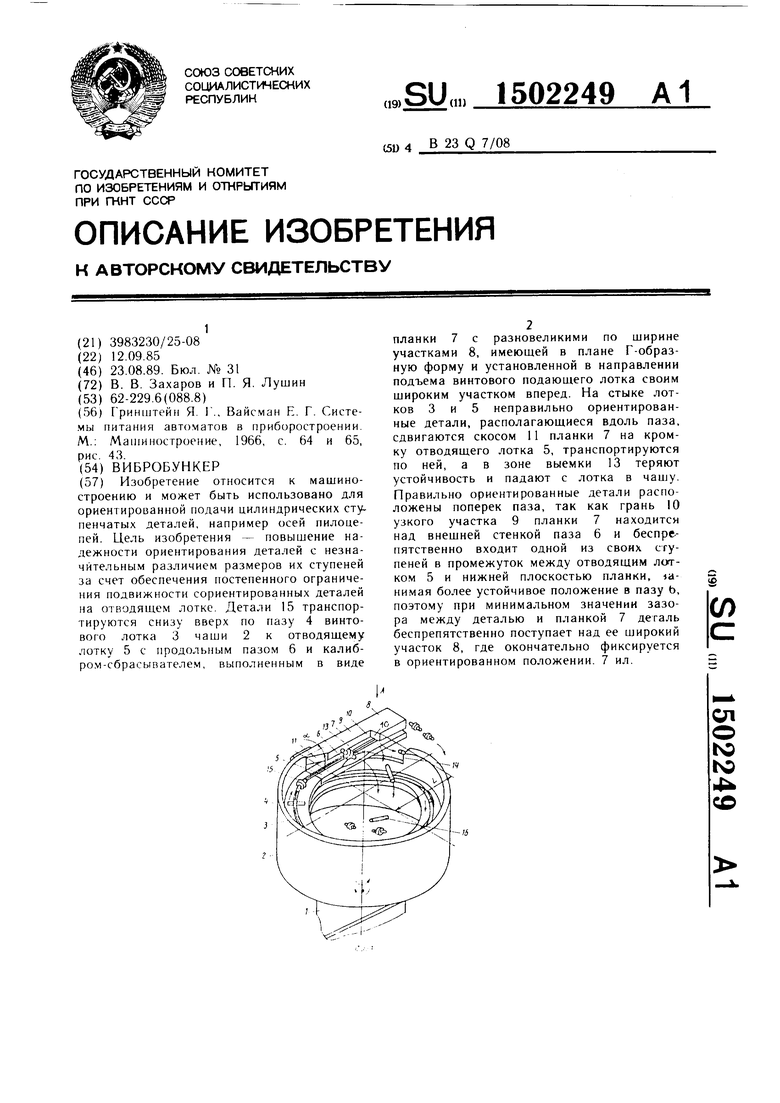
Ю
Вид В
Фиг. if
Фие.2
Вид Б
13 ,10
фце. J
Вид Г
Фие-5
А
Фие.б
| Гринштейн Я | |||
| I ., Вайс.ман Е | |||
| Г | |||
| Систе- .мы питания автоматов в приборостроении | |||
| М.: Машиностроение, 1966, с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
