ЧЦ ( 3 8 7
5 f- 7/
( 3 8 7
-If J3
Фиг.
сд о ю ю
О)
Изобретение относится к заточке ме- та;1;юрежу1дего инструмента.
Цель изобретения -- повышение точности и производительности заточки.
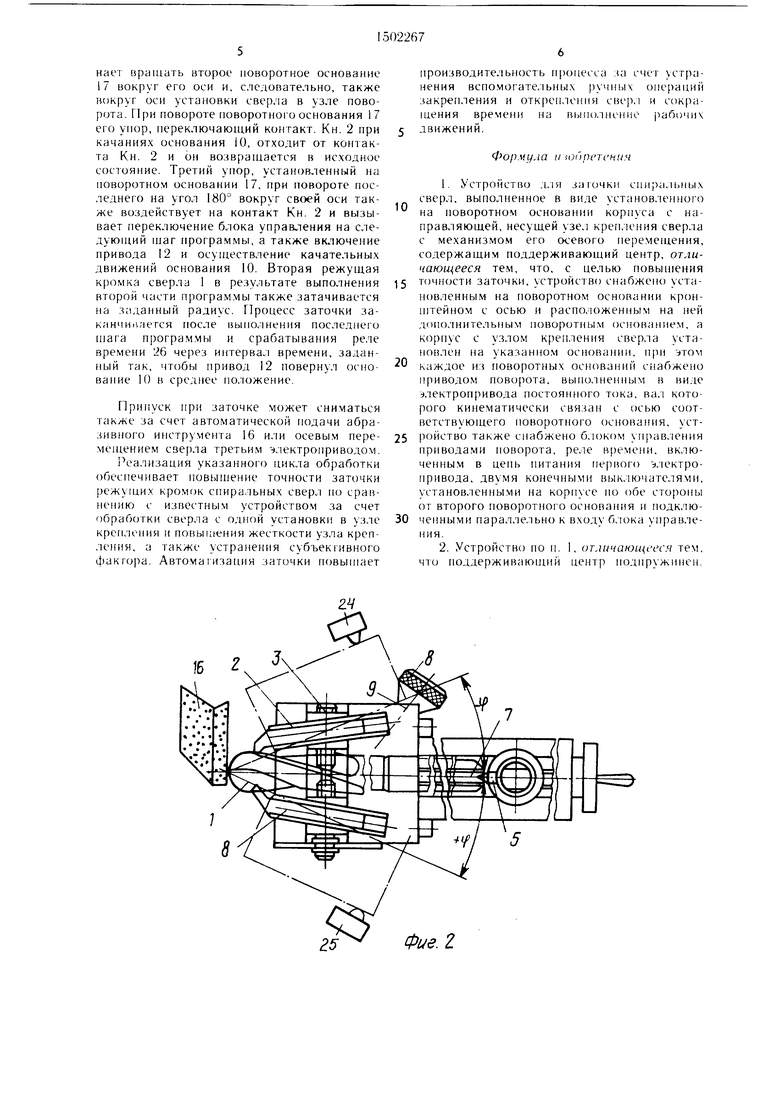
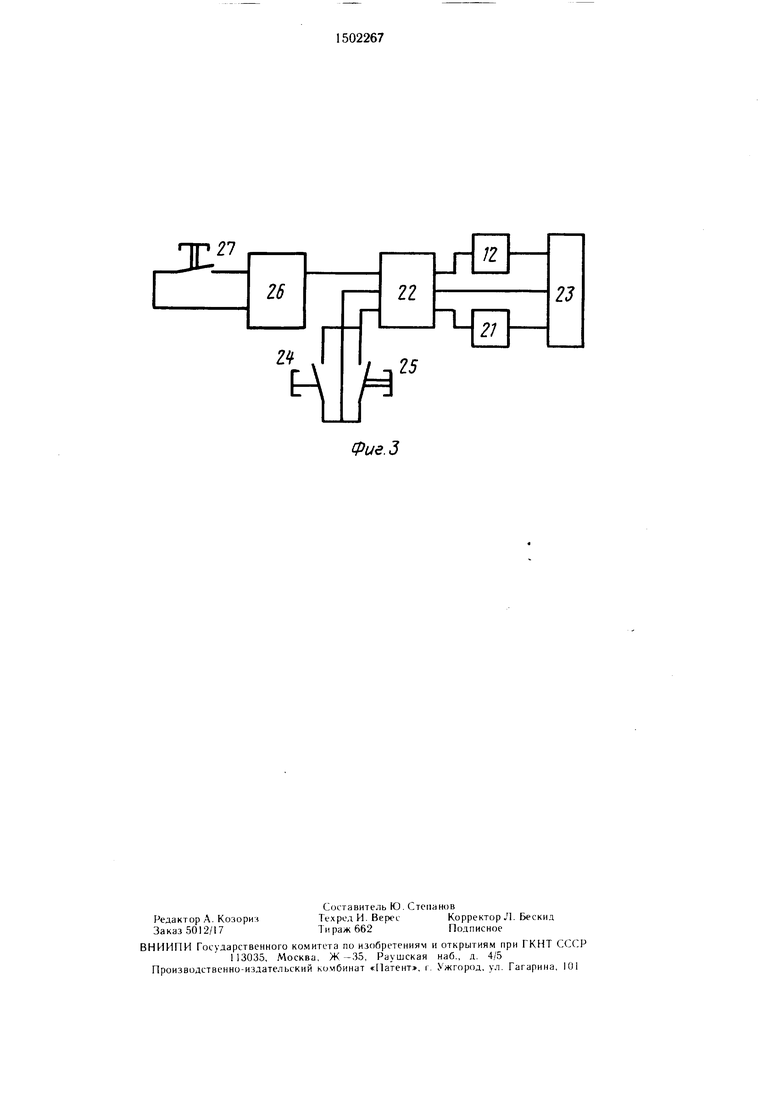
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - то же, со с.хе- мой расположения конечных выключателей относительно поворотной части устройства; на фиг. 3 - - блок-схема включения приводов.
Устройство для автоматической заточки спиральных сверл с криволинейными лезвиями содержит узе.1 I крепления сверла, выно.чненный в виде двух захватов 2, связанных приводным винтом 3 и установленных в корпусе 4 в направляющих с возможностью синхронного перемещения в ра- диа;1ьном направлении относительно оси крепления сверла и поддерживающего центра 5, поджатого к хвостовой части сверла 1 с помощью винтовой пружины 6; механизм осевого перемещения узла крепления сверла, выпо. щенный в виде винтовой пары 7; винт 8 перемещения коруса 4 по направляющей (ось 9), расположенной под угло.м ai, преимущественно равным 30 50. к на11)аа к-ник) осевого юремещения узла крепления свер.аа (фиг. 2); первое поворотное основание К), опора II вращения которого кинематически связана с валом первого элекгропривода 12 (Д1) постоянного тока с реверсированием направления вращения, которое установле 1О на стойке 13 с возможностью HOBOpoia вокруг щарни|)а 14 стойки 13 относительно рабочей плоска ти 15 аб|)азивпого инструмента 16 в направлении, нернендикуля1)ном к ней; второе I OiiO- ротное основание 17, на котором усганов- лен ксф.чус 4, ось опоры 18 вращения которого размещена на оси 19 кронщтейна 20, закрепленного на нервом новоротном основании i О, и совмещена с осью креп.:1ения сверла 1 в узле крепления; второй электропривод 21 постоянного тока, установленный на первом поворотном основании 10, вал которого кинематически связан с опорой 18 воащения второго поворотного основания; f лок 22 управления приводами с источпиком 23 питания; два контактных механических конечных вык;1ючагеля нажимного типа 24 (Кн. 1) и 25 (Кн. 2), установленных на корнусе по обе стороны от второго поворотного основания 17, которое снабжено упорами для переключения тих выключателей, подключенных параллельно к входу блока 22 управления, коммутирующего электрическую цепь реверсирования направления вращения первого электропривода в соответствии с последовательностью выполнения операций по заточке сверл; реле 26 времени включено в цень питания первого электропривода 12 (фиг. 3), а также кнопку 27 «Пуск.
Блок управления выполнен на много- нози 1ионном магнитном 1паговом искателе прямого действия тина.ШИ -17.
Конечные вык;1ючате. 1И 24 и 25 устанавливаются таким образом, что срабатывают
при yr.ie поворота основания 10 на угол
±Ф относительно оси установки сверла 1 в
узле крепления (фиг. 2).
Устройство для автоматической заточки
-. спиральных сверл с криволинейными лезвиями работает следующим образом.
Сверло 1 устанавливается в узле крепления так, чтобы обеспечить получение требуемых угловых характеристик режущих кромок. Затем сверло закрепляется с помощью
5 захватов 2 и винта 3 и подводится к абразивному инструменту 16 винтом. Уст- ройсгио включается в работу кнопкой 27 «Пуск 1фиг 3). Одновременно включаются реле 26 времени и блок 22 управления.
,, Электропривод 12 подключен блоком управления к плюсовой клемме источника 23 питания. При данной полярности питающего напряжения ва, 1 двигате.пя Д привода 12 начинает врап1аг1 ся по часовой стрелке, что cooi- ветсгвуе, например, повороту первого пово5 pOTHoio основания 10 влево. Поворотное ос- нование 10 поворачивается до контакта упора, установленного на втором поворотном основании 17, с конечным выключателем 24 (кнс.пкой Ки. И. Кнопка Кн. 1 утапливается и замыкает вход б. юка управления, который
0 гО1„1асно программе подключает электродви- г-ате. 12 привода к минусовой клемме ис- гочника 2.) нитания. Электропривод 12 вра- niaei (iepB(je поворотное основание 10 впра Бо .л носптельно оси опоры вращения 11 (см. фиг. i и 2). При этом кнопка Кн. 1
5 ьо.и .ращается в исходное состояние.
При новороте поворотного основания 10 внрано па уг ол (фи1, 2) второй упор, установленн1 1Й на новоротном основании 17, нажимает па кнопку Кп. 2 контактного
0 вык.чючателя 25. Вновь п|)оисходит замыкание входа блока управления, подключаю- niero сог.тьсно следующему тагу программы электродвигатель 12 привода к плюсовой клемме источника 23 питания. Электропривод снова (ачинает вращать поворотное ос5 повапие 10 влево. В результате указнных качаний первая режущая кромка сверла затачивается на заданный радиус.
Чис. ю нолных цик. юв (качаний) поворотного оспования зависит от величины припуска. При отработанном режиме заточки и
- известной величине припуска число качаний основания 10 также извес1 но и определяет чис;1о щаюв программы блока управления при обработке первой режущей кромки. П(х:ле последнего щага программы обра- , ботки первой кромки (срабатывания концевого выключателя) двигатель привода 21 подключается блоком управления к цепи питания источника 23 электропитания и начинает вращать второе поворотное основание 17 вокруг его оси и, следовательно, также вокруг оси установки сверла в узле поворота. При повороте поворотного основания 17 его упор, переключающий контакт. Кн. 2 при качания.х основания 10, отходит от контакта Кн. 2 и он возврап.1ается в ис.ходное состояние. Третий упор, установленный на поворотно.м основании 17, при повороте последнего на угол 180° вокруг своей оси также воздействует на контакт Кн. 2 и вызывает переключение блока управления на следующий Hiar программы, а также включе 1ие привода 12 и осуществление качательны.х движений основания 10. Вторая режущая кромка сверла 1 в результате выполнения второй части программы также затачивается на заданный радиус. Процесс заточки заканчивается после иы11о,;1нения последнего тага програм.мы и срабатывания pe/ie времени 26 через интервал времени, заданный так, чтобы привод 12 повернул основание 10 в среднее положение.
Припуск при заточке может сниматься также за счет автоматической подачи абразивного инструмента 16 и;1и осевым перемещением сзе)ла третьим -электроприводом.
Реализация указанного цикла обработки обеспечивает повышение точности заточки режущи.х кромок спиральных сверл по сравнению с известным устройством за счет обработки сверла с одной установки в узле крепления и повыц ния жесткости узла крепления, а также устранения субъекгивного фактора. Автома I заточки повыпуает
0
5
0
5
0
производительность н)оцесса за счет устранения вспомогате.пьны.х ручных операци11 закрепления и откреплепня сверл и сокращения времени на Bbiiio.iHeHiiO рабочих движений.
Формула чюореп ния
1.Устройство Д.1Я за I очки сииральны.х сверл, выполненное в виде установ. 1енного на поворотном основании корпуса с направляющей, несущей узел крепления сверла с ме.ханизмом его осевого перемещения, содержащим поддерживающий центр, отличающееся тем, что, с целью повышения точности заточки, устройство снабжепо установленным на поворотном основании кронштейном с осью и расположенным на ней д()полнительр|ым поворотным основанием, а корпус с узлом крепления сверла установлен на указанном основании, прн этом каждое из поворотных оснований снабжено приводом поворота, вьпюлненным в виде : лектропривода постоянного тока, ва,1 которого кинематически связан с осью соответствующего поворотного основания, устройство также снабжено б.юком управ. 1ения приводами поворота, реле в)емени, включенным в цень питания первого :1,тектро- привода, двумя конечными выключателями, установленными на корпусе но обе стороны от второго поворотного основания и подключенными параллельно к входу б.юка управ, 1е- ния.
2.Устройство по п. I, отличающееся тем. что поддерживающий центр ноднружинен.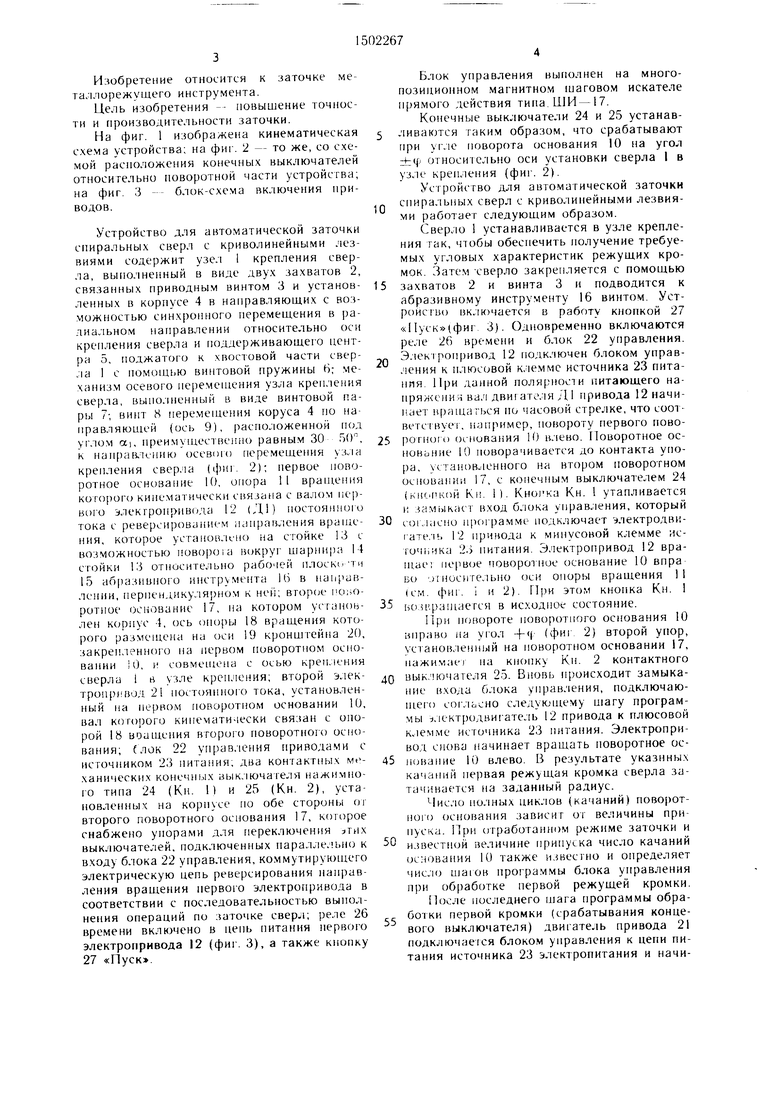
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК НАСТОЛЬНЫЙ ДЛЯ ЗАТОЧКИ КОРОТКИХ И СУПЕРДЛИННЫХ СПИРАЛЬНЫХ СВЕРЛ ДИАМЕТРОМ ОТ 2 мм ДО 20 мм | 2011 |
|
RU2494851C2 |
| Приспособление для заточки спиральных сверл | 1987 |
|
SU1495074A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 2006 |
|
RU2365481C2 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| Устройство для радиусной заточки спиральных сверл | 1990 |
|
SU1814608A3 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ РУЧНОЙ ЗАТОЧКИ СВЕРЛ (ВАРИАНТЫ) | 2008 |
|
RU2389596C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 2004 |
|
RU2271271C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ РУЧНОЙ ЗАТОЧКИ СВЁРЛ (ВАРИАНТЫ) | 2002 |
|
RU2215639C1 |
| СПОСОБ НАСТРОЙКИ НА РАЗМЕР РЕЖУЩИХ ИНСТРУМЕНТОВ НА СТАНКАХ С ЧПУ | 1987 |
|
SU1700857A1 |
| Станок для заточки сверл | 1987 |
|
SU1563941A1 |
Изобретение относится к механообработке и может быть использовано для автоматической заточки спиральных сверл. Цель изобретения - повышение точности заточки. Сверло 1 установлено в узле крепления, расположенном на поворотном основании 17, которое смонтировано на поворотном основании 10. Центр, поддерживающий сверло, подпружинен. Повышение точности обеспечивается за счет того, что обработка кромок сверла осуществляется при одной его установке в узле крепления при повороте узла на 150° вокруг оси, совпадающей с геометрической осью сверла. Каждое из поворотных оснований снабжено электроприводом постоянного тока. 1 з.п. ф-лы, 3 ил.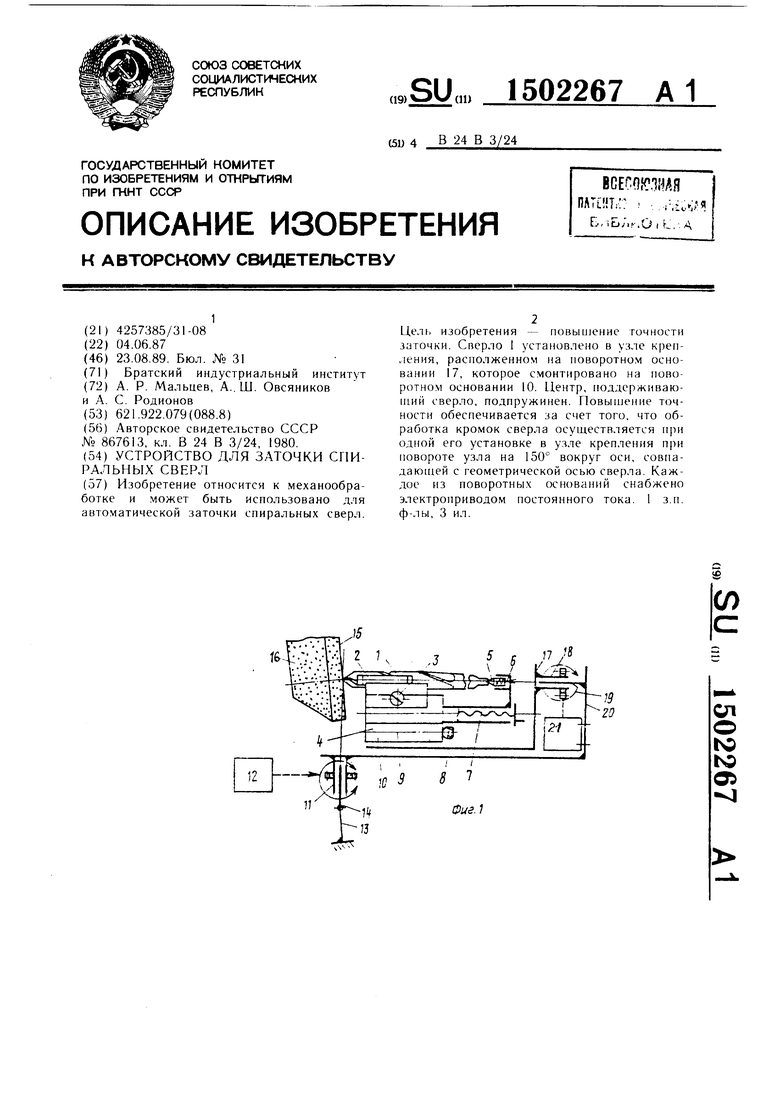
Фие.2
Фие.З
| Приспособление для заточки длинномерных сверл | 1980 |
|
SU867613A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
