Изобретение относится к области промышленности строительных материалов и может быть использовано при производстве трубчатых изделий.
Известен способ изготовления полимербетонных труб, включающий сборку формы, установку в нее эластичного рукава, подачу бетонной смеси под вибровоздействием и последующую термообработку [1]
Недостатком этого способа является низкое качество внутренней поверхности трубы.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления полимербетонных труб, включающий установку наружной формы сменного поддона, сердечника и раструбообразователя, надевание на сердечник полимерной внутренней облицовки трубы в виде чулка, размещение концентрично сердечнику арматурного каркаса, опирающегося на отогнутую часть чулка, с последующей укладкой под вибровоздействием бетонной смеси, тепловой обработкой и распалубкой [2]
В этом же источнике информации описана известная опалубка для изготовления полимербетонных труб, содержащая наружную форму опертую на сменный поддон и охватывающую концентрично сердечник, размещенный соосно им раструбообразователь, возбудитель колебательных силовых импульсов и съемный распределительный конус [2]
Недостатком известного способа является его значительная трудоемкость и материалоемкость используемого оборудования.
Задачей изобретения является уменьшение трудоемкости способа, сокращение времени изготовления изделий, снижение материалоемкости используемого оборудования, что и должно обеспечить невысокую себестоимость изготавливаемых полимербетонных труб.
Задача решается за счет того, что раструбообразователь опирают на сменный поддон, а перед надеванием на сердечник чулка на нижнем конце чулка производят равномерно по его окружности 10 30 продольных надрезов, имеющих длину равную 0,05 0,1 диаметра чулка, и надрезанную часть отгибают, размещая отгибы на верхнем торце раструбообразователя, при этом распалубку производят перед тепловой обработкой смещением наружной формы с отформованной полимербетонной трубой относительно сердечника при воздействии на него в течение 1,0 10,0 с силовыми колебательными импульсами. Тепловую обработку проводят в течение 3 10 ч при температуре 35 80oC. На поверхности чулка, обращенной к бетону могут быть образованы расположенные с одинаковым шагом поперечный кольцевые и/или продольные анкерные элементы в виде выступов, а бетонирование трубы производят полимербетонной смесью, содержащей крупный заполнитель, с максимальным диаметром частиц в 1,3 3 раза меньшим шага размещения анкерных выступов на поверхности чулка.
Для осуществления способа могут быть использованы различные конструкции опалубок, но наиболее эффектным для решения поставленной задачи является опалубка, в которой сердечник выполнен с продольными направляющими выступами на его рабочей поверхности, которые смещены относительно друг друга на один и тот же угол, величина которого составляет 1,0 12o, а высота каждого направляющего выступа составляет 0,001 0,05 диаметра сердечника, при этом возбудитель силовых колебательных импульсов размещен внутри сердечника, а раструбообразователь установлен в нижней части сердечника и оперт на сменный поддон, причем в верхней части наружной формы на ее рабочей поверхности равномерно по окружности могут быть закреплены центрирующие элементы.
При решении поставленной задачи достигается технический результат, который заключается в том, что упрощается конструкция наружной формы и эластичного чулка, что приводит к снижению материалоемкости оборудования, а за счет предлагаемого расположения возбудителя импульсов достигается более эффективное уплотнение полимербетонной смеси с предлагаемой фракцией используемого в ней крупного заполнителя, а выбранные режимы уплотнения и тепловой обработки бетонной смеси обеспечивают высокое качество изготавливаемых труб, прочность которых повышается за счет использования анкерных выступов и их предлагаемого расположения, причем за счет расположения отгибов повышается прочность стыка, а за счет обеспечения немедленной опалубки перед тепловой обработкой изделия сокращает время проведения процесса и повышает оборачиваемость оборудования.
Конструктивное выполнение опалубки с направляющими выступами на рабочей поверхности сердечника и их размер и расположение, а также размещение возбудителя колебаний внутри сердечника и расположение раструба в нижней части сердечника позволяет наиболее эффективно осуществить операции предложенного по изобретению способа, что свидетельствует о том, что способ по изобретению и предложенная конструкция опалубки объединены единым изобретательским замыслом.
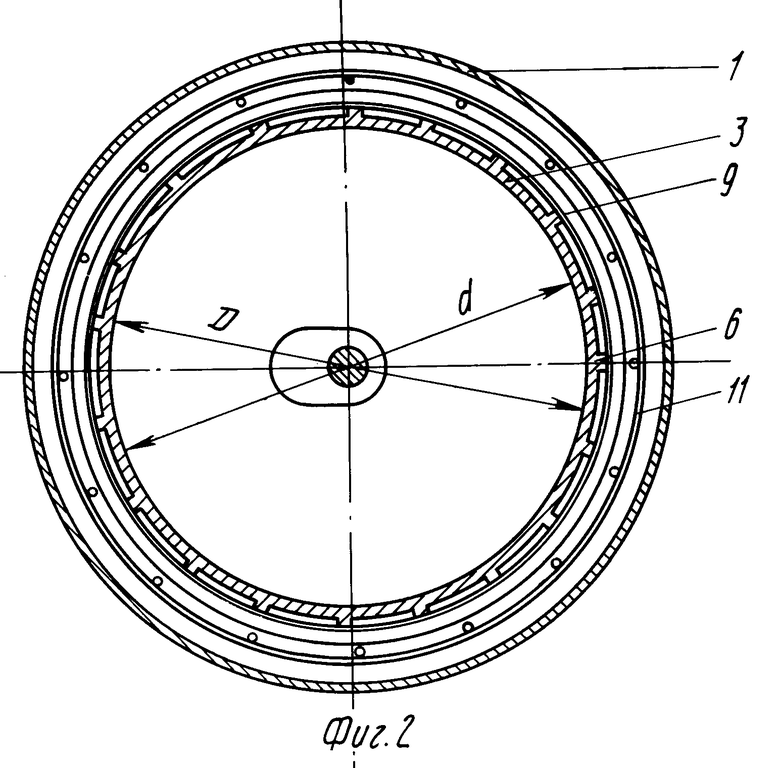
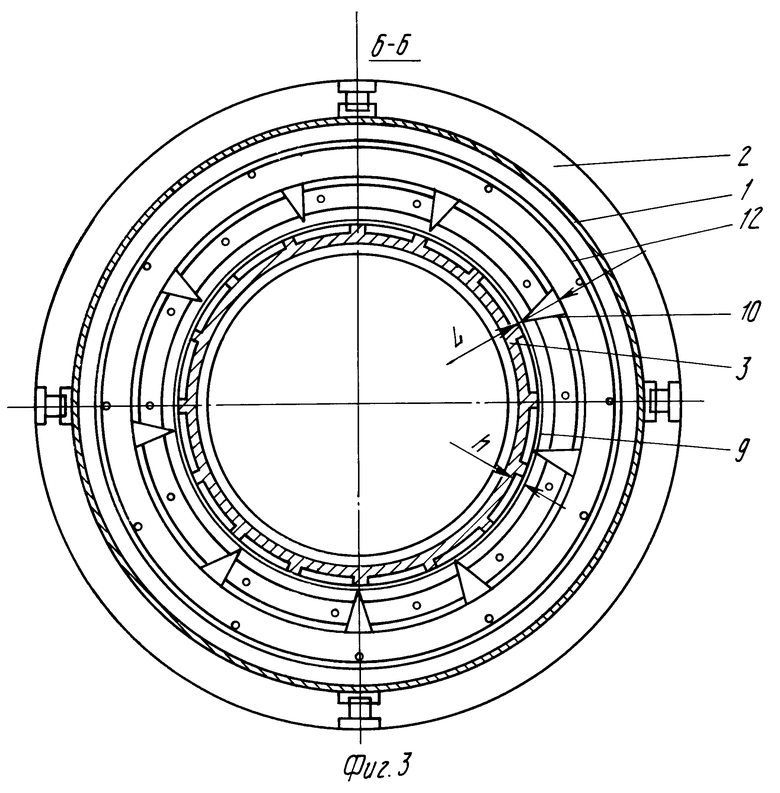
Сущность изобретения поясняется чертежами, где на фиг. 1 изображен в общем виде в разрезе опалубка для осуществления способа изготовления полимербетонных труб; на фиг. 2 сечение А-А фиг. 1, на фиг. 3 сечение Б-Б фиг. 1.
Опалубка включает наружную форму 1, опирающуюся на сменный поддон 2, на который также опирается сердечник 3 и размещенный в его нижней части раструбообразователь 4, также опирающийся на сменный поддон 2.
Сердечник 3 и раструбообразователь 4 расположены внутри наружной формы 1 и концентрично относительно ее. Внутри сердечника 3 установлен возбудитель 5 колебательных силовых импульсов. На рабочей поверхности сердечника 3 со стороны, обращенной к бетону, образованы продольные направляющие выступы 6, которые расположены со смещением относительно друг друга, на угол, равный 1,0 12o. Высота каждого направляющего выступа 6 h составляет 0,001 0,05 диаметра сердечника d. Такое выполнение и размещение выступов на рабочей поверхности сердечника обеспечит наиболее эффективную распалубку за счет смещения наружной формы относительно сердечника. Более частое расположение выступов (с меньшим углом смещения) и высота их > 0,05 диаметра сердечника будут отрицательно влиять на качество внутренней поверхности трубы, а их более редкое (с большим углом смещения) и высота их менее 0,05 диаметра сердечника может вызвать деформацию внутренней поверхности трубы за счет прогибов чулка при укладке бетонной смеси.
Для обеспечения точности изготовления трубы за счет предотвращения поперечного смещения наружной формы относительно сердечника в верхней части формы могут быть предусмотрены центрирующие элементы 7, которые закрепляются равномерно по окружности верхнего торца формы. Бетонирование трубы осуществляют через съемный распределительный конус 8, бетонная смесь проходит в окна между элементами 7.
Изготовление в полость опалубки полимербетонной трубы по предлагаемому способу с использованием вышеописанной опалубки осуществляется следующим образом.
На сменный поддон 2 устанавливают сердечник 3 и раструбообразователь 4, размещая его в нижней части сердечника. Перед надеванием на сердечник 3 внутренней полимерной облицовки трубы в виде чулка 9 на нижнем конце чулка образуют продольные надрезы 10, длина которых L составляет 0,05 0,1 диаметра чулка D. Таких надрезов делают в количестве 10 30 равномерно по окружности чулка. Надрезанную часть чулка после надевания его на сердечник 3 отгибают и отгибы размещают на верхнем торце раструбообразователя 4. Такое расположение отгибов позволяет в дальнейшем при соединении труб между собой повысить герметичность стыка труб в зоне раструба.
На отогнутую часть чулка устанавливают арматурный каркас 11, опирая его на верхний торец раструбообразователя. А на поддон устанавливают наружную форму 1, и производят бетонирование трубы полимербетонной смесью, содержащей крупный заполнитель с максимальным диаметром частиц в 1,3 3 раза меньше шага анкерных элементов в виде выступов 13, которые образованы на поверхности чулка, обращенной к бетону. Анкерные выступы могут быть поперечные кольцевые и или продольные. Шаг анкерных выступов выбирается из расчета сцепления полимерной облицовки с бетоном, а выбранная крупность заполнителя должна обеспечить заполнение бетонной смесью промежутки между анкерными выступами, а затем прочность трубы.
Распалубку изделия осуществляют до тепловой обработки путем смещения наружной формы 1 относительно сердечника 3 по его направляющим выступам 6.
При этом включают на 1 10 с возбудитель колебательных силовых импульсов 5, что облегчит процесс распалубки, так как такое непродолжительное включение возбудителя облегчает отрыв изделия от рабочих поверхностей сердечника 3, которую затем готовят для формования следующего изделия.
Тепловую обработку распалубленной полимербетонной трубы проводят при температуре 35 80oC в течение 3 10 ч, что обеспечивает эксплуатационную прочность изготовленной трубы.
Источники информации:
1. Литвин А.Н. Железобетонные конструкции с полимерными покрытиями, М. Стройиздат, 1974, с.132-139.
2. Авт. св. СССР N 1070008, кл. B 28 B 21/18, 1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРБЕТОННЫХ ТРУБ | 1999 |
|
RU2152303C1 |
| Способ изготовления полимербетонных труб | 1981 |
|
SU1070008A1 |
| КОРРОЗИОННО-СТОЙКАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2426642C2 |
| СТЕКЛОПЛАСТИКОБЕТОННАЯ АГРЕССИВОСТОЙКАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2451859C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ОБЪЕМНЫХ БЛОКОВ | 1993 |
|
RU2084339C1 |
| Форма для изготовления трубчатых изделий | 1979 |
|
SU850403A1 |
| Устройство для изготовления объемных блоков | 1990 |
|
SU1712155A1 |
| Строительный элемент | 1981 |
|
SU1013599A1 |
| Способ изготовления гидропрессованных напорных труб | 1989 |
|
SU1675102A2 |
| Устройство для формования напорных железобетонных труб | 1976 |
|
SU632571A1 |
Изобретение относится к области строительства и может быть использовано для изготовления полимерных труб. Сущность изобретения: перед надеванием на сердечник полимерного чулка внутренней облицовки трубы, его надрезают в нижней части, производят 10 - 30 надрезов длиной 0,05 - 0,1 диаметра чулка, надрезанную часть отгибают на верхний торец раструбообразователя, установленного на сменный поддон, а при распалубке наружную форму смещают по направляющим выступам сердечника, причем направляющие выступы смещены относительно друг друга на один и тот же угол, равный 10 - 12o, а высота каждого выступа составляет 0,001 - 0,05 диаметра сердечника, полимерная облицовка которого может быть выполнена с анкерными элементами в виде поперечных или продольных выступов, шаг между которыми определяет крупность заполнителя бетонной смеси, тепловую обработку которой проводят 3 - 10 ч при температуре 35 - 80 oC. 2 с. и 3 з.п. ф-лы, 3 ил.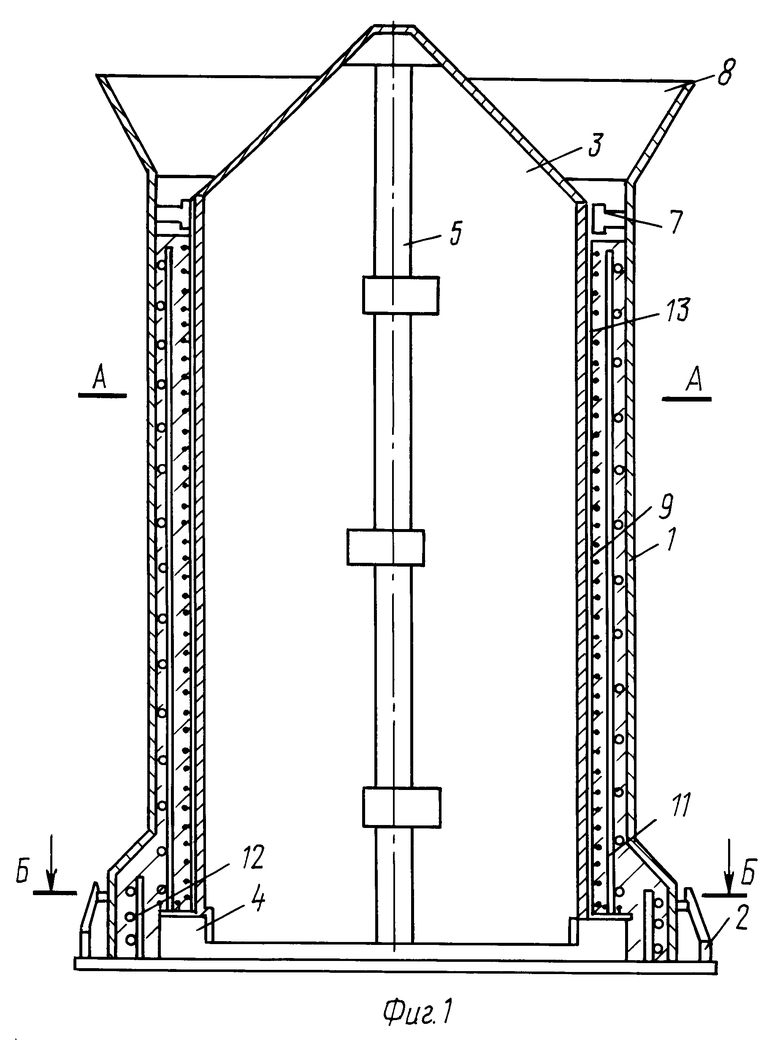
| Способ изготовления полимербетонных труб | 1981 |
|
SU1070008A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
