Изобретение относится к стекольной промьшшенности, в частности к производству стекловолокон и прецизионной стеклотрубки,и может быть использовано при изготовлении микрошприцев, капилляров, имеющих стандартные емкости, и других подобных изделий.
Цель изобретения - расширение технологических розможностей способа и повьш1ение качества трубки.
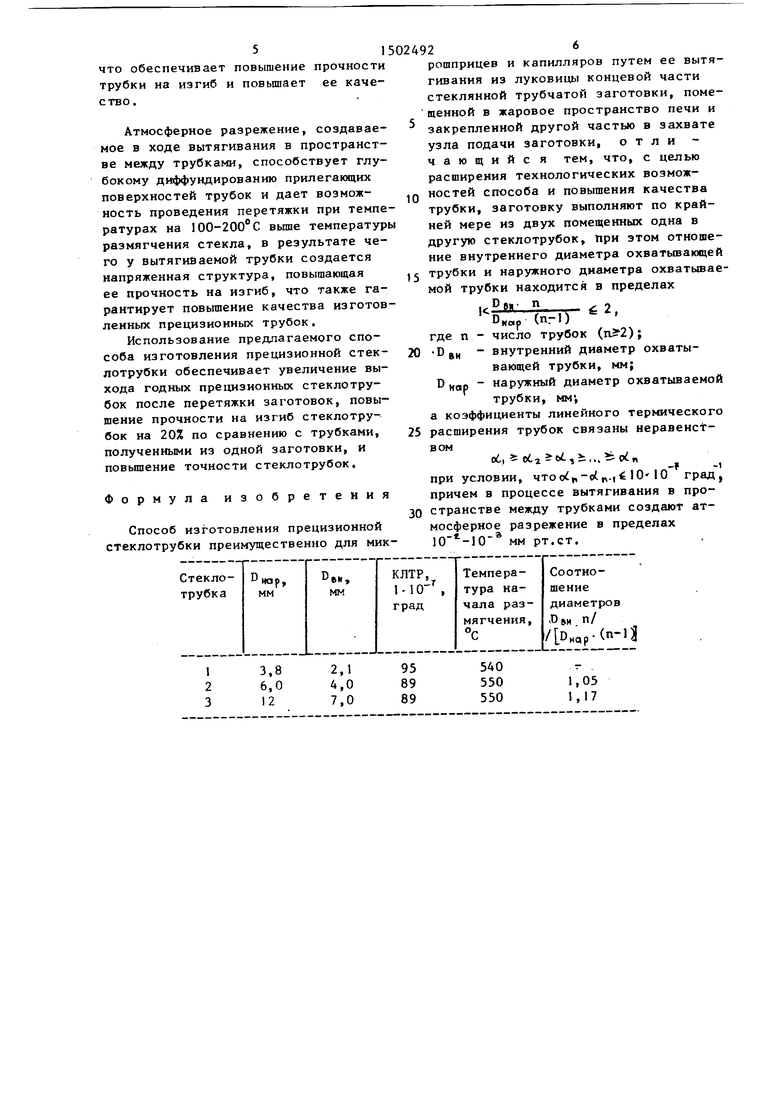
На чертеже изображена схема процесса вытягивания прецизионной стеклотрубки.
Процесс осуществляют следующим образом.
Набор стеклянных трубок 1-3, помещенных одна в другую, одним концом закрепляют в захвате узла подачи (не показан). По наружному диаметру наибольшей трубки устанавливают вакуумный патрубок 4. llpo-i lun iio ioxuibiii i. -не сборки помещают в жароБое пространство печи 5, Когда сборка трубок нагреется, осуществляют оттягивание капилляра 6 и формирование луковицы 7. В дальнейшем кагшлляр оттягивают при помощи механизма 8 вытяжки. 1 ог- да луковица 7 сформирована и поверхности трубок 1-3 сбор.;и вступили U герметичный коитакг, и. иростр-з нства между ними через вакуумньш патрубок 4, обеспечивающий сотдачяе атмосферного разрежения, иачп ьмот откачилзать воздух. Дли проиг водс гна iipviUH3HOi-inhn стеклотрубок необходимо, чтобы в центрально трубке .i; раня лось атмос ферное давление. Для этого конец 9 центральной трубки со с 5орпны вакуумного патрубка 4 до.ллен быть Згшаяк.
В процессе вытягивания стекло- трубки захвс-г узла 11 ;дачи сборки перемещают с ИОС1 оии ъ.тй :коростьк1 в направлении печи i, поданая ноиьи порции стекча :1Сдпитки луковицы 7 .
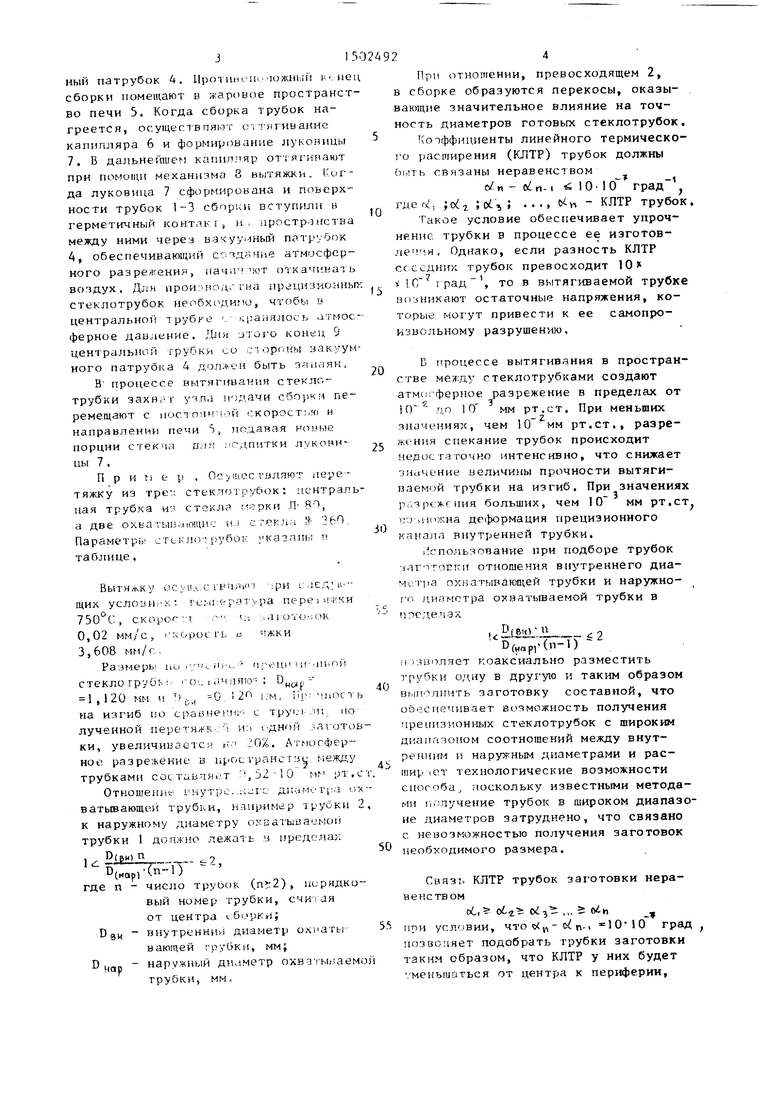
Пример . Ос vincc т вляют перетяжку из тре:; стеклотрубок: централь пая трубка стекла арки Л- ВО, а две охБал ьшаю цис HJ стекла 360, Параметр :, стекло рубок указана п таблице,
Вытяжку щих услоаи) 750°С, скорог 0,02 MM/Cj I x 3,608 мм/г.
Размерь: аи стекло rpyuK i; 1,120 мм и
уил.с гвгь цлч фи 1 :;ед;1 гс. -и:ерат ра переi ижки
VI О Ч; : arOVOr;OK орос ГЬ а ИЖКИ
iij i, 1 и- Пигч О;., 1 1Ч)1пю ; D.
f)
и
нар
1 2 1;М: 1п
ч.ЦОСТЬ
на изгиб но сравь-епяг с Tpyiji , Jii но лученнон перетя/кк i HIJ 1 дной .заготовки, увеличивайся л- 20%. Атмосферное разрежение в цространстзе между трубками сое тавпи ; .т ,2-10 м рт.с Отношение i -syTVJe..;-:ur C Д1;ам1; Тра tix ватьшающей трубки, например трубки 2 к наружному диаметру охватываемо) трубки 1 должно лежа1ь У пределах
1 Р(и)П
D H TTn-l) где п - число трубок (), порядковый номер трубки, считая от центра сборки; внутренние диаметр вающей срубки, lм; наружный диаметр охва /ъь аемо трубки, мм.
D
9Н
D
Map
0
0
5
0
0
5
0
5,
При отношении, превосходящем 2, в сборке образуются перекосы, оказывающие значительное влияние на точность диаметров готовых стеклотрубок.
Ко1ффициенты линейного термическо- о расширения (КЛТР) трубок должны быть связаны неравенством
« п - oin-i 10 10
-1
град ,
гдег, ;о1.2 ;oi, ; .... - КЛТР трубок.
Такое условие обеспечивает упрочнение трубки в процессе ее иэготов- . Однако, если разность КЛТР ссссдних трубок превосходит 10 1СГ , то в вытягиваемой трубке возникают остаточные напряжения, которые могут привести к ее самопроизвольному разрушению,
В процессе вь(тягивания в пространстве между стеклотрубками создают атмосферное разрежение в пределах от
.3
iО до 10 мм рт.ст. При меньших значениях, чем 10 мм рт.ст,, разрежения спекание трубок происходит недосга точно интенсивно, что снижает значение величины прочности вытягиваемой трубки на изгиб. При значениях РозрежрПИЯ больших, чем 10 мм рт.ст ;о де(К рмадия прецизионного канала внутренней трубки.
г спользование при подборе трубок :iar vroE cii отношения внутреннего диаметра охватывающей трубки и наружно- о ,иaиeтpa охватываемой трубки в ппе/т.елэх
иЕши.-с 2
0(„„р,(п-1)
С зволяет коаксиально разместить трубки одну в другую и таким образом выполнить заготовку составной, что обеспечивает возможность получения тгрепизионных стеклотрубок с широким диапазоном соотношений между внут- ренштм и наружным диаметрами и рас- ширчет технологические возможности способа поскольку известными методами |1.;пучение трубок в широком диапазоне диаметров затруднено, что связано с невозможностью получения заготовок необходимого размера.
Связь КЛТР трубок заготовки неравенством
оС, Oi,.,. 5; (у.и , при условии, что о J, - с 1010 град позволяет подобрать трубки заготовки таким образом, что КЛТР у них будет .меньшаться от центра к периферии.
что обеспечивает повышение прочности трубки на изгиб и повьшает ее качество .
Атмосферное разрежение, создаваемое в ходе вытягивания в пространстве между трубками, способствует глубокому диффундированию прилегающих поверхностей трубок и дает возможность проведения перетяжки при температурах на 100-200 С вьше температур размягчения стекла, в результате чего у вытягиваемой трубки создается напряженная структура, повышающая ее прочность на изгиб, что также гарантирует повьппение качества изготовленных прецизионных трубок,
Использование предлагаемого способа изготовления прецизионной стек- лотрубки обеспечивает увеличение выхода годных прецизионных стеклотру- бок после перетяжки заготовок, повышение прочности на изгиб стеклотру- бок на 20% по сравнению с трубками, полученными из одной заготовки, и повьщ1ение точности стеклотрубок.
Формула изобретения
Способ изготовления прецизионной стеклотрубки преимущественно для микрошприцев и капилляров путем ее вытягивания из луковицы концевой части стеклянной трубчатой заготовки, помещенной в жаровое пространство печи и закрепленной другой частью в захвате узла подачи заготовки, о т л и чающийся тем, что, с целью расширения технологических возможностей способа и повышения качества трубки, заготовку выполняют по крайней мере из двух помещенных одна в другую стеклотрубок. При этом отношение внутреннего диаметра охватьшающей 5 трубки и наружного диаметра охватываемой трубки находится в пределах РВИ- п
0
К
(пгП
62,
0 -В
&н
нар
Нар
где п - число трубок ();
внутренний диаметр охватывающей трубки, мм; наружный диаметр охватываемой трубки, мм; а коэффициенты линейного термического 5 расширения трубок связаны неравенством
об, ,h,..-upi«
при условии, („.| 11010 град причем в процессе вытягивания в про- 0 странстве между трубками создают атмосферное разрежение в пределах мм рт.ст.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИКАПИЛЛЯРНОЙ ЖЕСТКОЙ ВОЛОКОННО-ОПТИЧЕСКОЙ СТРУКТУРЫ ИЛИ ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РЕНТГЕНОВСКИМ И ДРУГИМИ ВИДАМИ ИЗЛУЧЕНИЯ | 1994 |
|
RU2096353C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МУЛЬТИКАПИЛЛЯРНЫХ СТРУКТУР ДЛЯ ХРАНЕНИЯ ГАЗА | 2023 |
|
RU2809396C1 |
| Способ изготовления поликапиллярных стержневых структур | 1987 |
|
SU1498727A1 |
| МНОГОКАНАЛЬНЫЙ НАКОНЕЧНИК ДЛЯ ЭКСТРАКЦИИ НУКЛЕИНОВЫХ КИСЛОТ, БЕЛКОВ И ПЕПТИДОВ | 2013 |
|
RU2547597C1 |
| Способ изготовления стеклянных прецизионных трубок | 1988 |
|
SU1574548A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ МНОГОКАНАЛЬНЫХ КАПИЛЛЯРОВ | 1982 |
|
SU1070854A1 |
| Способ автоматизированного управления процессом формования стеклотрубок вытягиванием | 1978 |
|
SU747830A1 |
| Чирпированный микроструктурный волновод и способ его изготовления | 2015 |
|
RU2606796C1 |
| Автомат для сортировки стеклянных трубок | 1990 |
|
SU1798018A1 |
| Устройство для непрерывного вытягивания стеклянных трубок вниз | 1979 |
|
SU881014A1 |
Изобретение относится к стекольной промышленности. Цель - расширение технологических возможностей способа и повышение качества трубки. Способ изготовления прецизионной стеклотрубки, преимущественно для микрошприцев и капилляров, имеющих стандартные емкости, осуществляют путем вытягивания из луковицы концевой части стеклянной трубчатой заготовки. Заготовку помещают в жаровое пространство печи и закрепляют другой частью в захвате узла подачи заготовки. Заготовку выполняют составной из нескольких, как минимум двух, помещенных одна в другую стеклотрубок. Отношение внутреннего диаметра охватывающей трубки и наружного диаметра охватываемой трубки находится в пределах: 1 *98 D(вн)N/D(нар)N-1 ≤ 2, где N - число трубок (N ≥ 2)
D(вн) - внутренний диаметр охватывающей трубки
D(нар) - наружный диаметр охватываемой трубки. Коэффициенты линейного термического расширения упомянутых трубок связаны неравенством : α1 ≥ α2 ≥ α3 ≥...≥ αN при условии, что ΑN - ΑN-1 10.10-7 град-1. В процессе вытягивания в пространстве между стеклотрубками создают атмосферное разрежение в пределах от 10-2 до 10-3 мм рт. ст. 1 табл.
Редактор И. Дербак
Составитель Л, Голубева
Техред М.Дидык Корректор М, Пожо
Заказ 7820
Тираж 418
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Подписное
| Патент США И 4023953, кл, С 03 В 15/14, опублик | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Прокатный валок | 1987 |
|
SU1565553A1 |
