(54),УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ВЫТЯГИВАНИЯ
стЕклянньсх; ТРУБОК вниз
I
Изобретение относится к промышленности стройматериалов, конкретно к производству стеклянных трубок из стекломассы автоматизированным способом.
Известно устройство для непрерь..ного вытягивания стеклянных трубок вертикальным способом, состоящее из выработочного канала с отверстием в дне и пустотелого стержня, который вставлен в .3to отверстие. Для формования луковицы и далее трубки по внутренней полости стержня подается воздух D 3
Недостатком этого устройства является то, что в нем не регулируется поток стекломассы, поступающей на узел формования, так как пустотелый стержень в районе отверстия имеет цилиндрическую форму. Кроме того, геометрия получаемой трубки может быть нарушена из-за самопроизвольного смещения Р1ижнего конца стержня, так как
ОН укреплен консольно только в верхней его части.
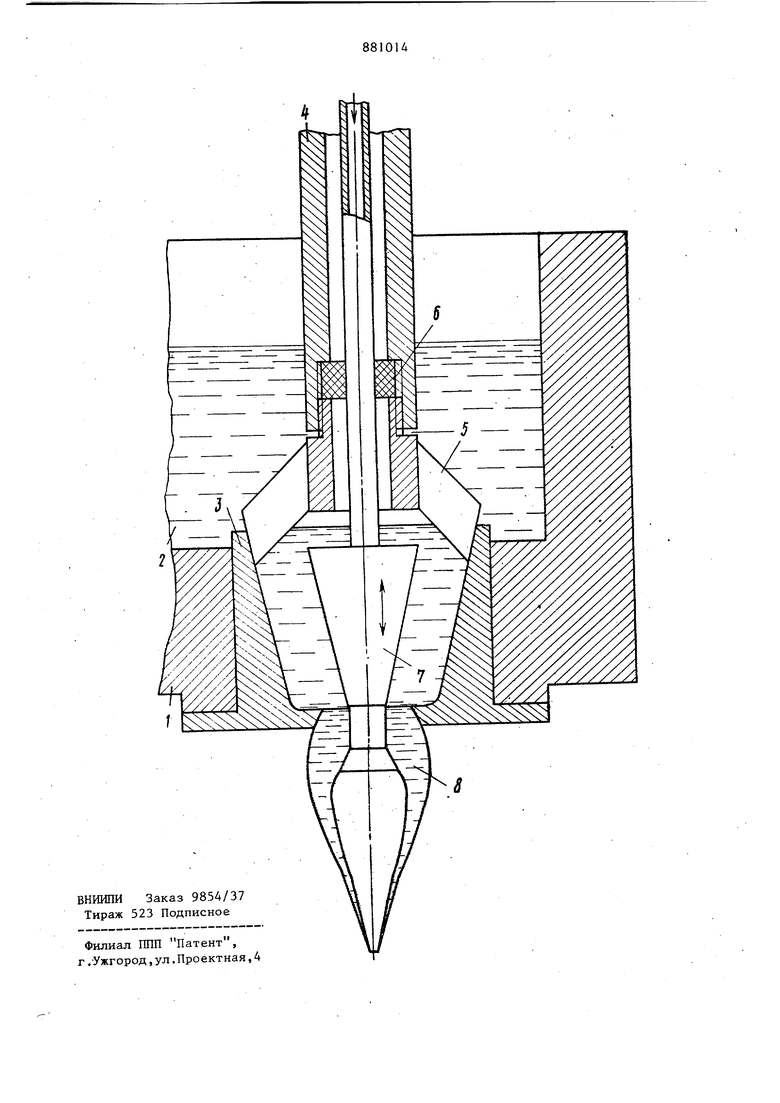
Наиболее близким к предложенному по техшшеской сущности является устройство для непрерывного вытягивания стеклянных трубок В1шз, включающее кожух, фидер с отверстием в нижней части, калиброванным шайбой, попый стержень с коническим утолщением, установленный с возможностью перемещения в отверстии фидера, и центрированный в верхней части. Утолщение служит для регулирования потока стекломассы, идущего на формование луковицы и далее трубки. Для формования трубки по стерж 11о подается воздух. Стержень центрирован в верхней части в специальном устройстве, которое Одновременно служит для перемещения стержня в вертикальном направлении . В этом устройстве стержень также укреплен консольно только в верхней его части L2j. 3 Недостатком известного устройства является то, что геометрические характеристики полэ чаемой стеклотрубки (например, разнотошщнность) ухудшаются из-за нарушения симметричности потока стекломассы в районе калиброванного отверстия. Это происходит из-за того, что нижний конец стержня не центрирован и может самопроизволь но смещаться в указанном отверстии, например под действием потока стекло массы или под действием температурны напряжений в материале стержня. Цель изобретения - повьшение геометрической точности стеклотрубки за ,счет симметричного расположения нижн го конца пустотелого конического . стержня в отверстии фидера. Указанная цель достигается тем, что устройство для непрерывного вытя гивания стеклянных трубок вниз, включающее кожух, фидер с отверстием в нижней частн, калиброванным шайбой, полый стержень с коническим утолщением, установленный с возможностью пер мещения в отверстии фидера и центрированный в верхней части,.снабжено втулкой, центрирующей нижнюю часть стержня и ребрами, при этом втулка смонтирована в кожухе, который центр рован в отверстии фидера с помощью ребер, наклоненных,под углом 45-60°. Такая конструкция узла центровки нижнего конца стержня не препятствуе его перемещению в вертикальном направлении в пределах, нeoбxoди ыx дл эффективного регулирования потоков стекломассы, идущих на формование трубки. Благодаря жесткой центровки формующих деталей точность получаемо стеклотрубки повышается. Для расшире ния хода стержня в вертикальном направлении ребра к кожуху прикреплены с наклоном, причем угол наклона ребер к горизонту составляет 45-60°. На чертеже показано предлагаемое устройство в разрезе. Фидер 1 со стекломассой 2 имеет отверстие, калиброванное шайбой с бо тиком 3. Над отверстием расположен кожух 4 в виде пустотелой трубы, которая центрируется в шайбе с бортиком за счет ребер 5. Внутри кожуха расположена втулка 6. Нижний конец 4 пустотелого стержня с коническим- утолщением 7 вхЬдит во втулку 6 цилиндрической частью и центрируется последней. Верхний конец стержня с устройством для центровки и перемещения стержня в вертикальном направлении на чертеже не показан. Устройство работает следующим образом. Стекломасса 2 поступает в зазор между коническим утолщением стержня 7 и шайбой 3. За подачи воздуха через пустотелый стержень образуется луковица 8 и далее стеклянная трубка. В зависимости от ассортимента вырабатыраемой стеклотрубки коническое утолщение смещается в вертикальном направлении так, чтобы поток стекломассы был расчетньм. Предлагаемое устройство не препятствует перемещению и одновременно центрирует нижний конец пустотелого стержня 7 в калиброванном отверстии чаши. Жесткая центровка стержня в калиброванном отверстии чаши позволяет повысить геометрическую ToiiHOCTb вырабатываемой стеклотрубки, а, следовательно, и ее качество. Формула изобретения Устройство для непрерывного- вытягивания стеклянных трубок вниз, включающее кожух, фидер с отверстием в нижней части, калиброванным шайбой, полый стержень с коническим утолщением, установленный с возможностью перемещения в отверстии фидера и центрированный в верхней части, отличающееся тем, что, с целью повышения геометрической точности стеклотрубок, оно снабжено втулкой, центрирующей нижнюю часть стержня, и ребрами, при этом втулка смонтирована в кожухе, который центрирован в отвер- . стии фидера с помощью ребер, наклоненных под углом 45-60°. Источники информации, принятые во внимание при экспертизе 1.Патент США № 2009793, кл. 65-87, 1935. 2.Патент США № 3063268, кл. 65-J87, 1958.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного вытя-гиВАНия СТЕКлОМАССы | 1978 |
|
SU844588A1 |
| Способ обработки стеклянных трубок | 1986 |
|
SU1350132A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИКАПИЛЛЯРНОЙ ЖЕСТКОЙ ВОЛОКОННО-ОПТИЧЕСКОЙ СТРУКТУРЫ ИЛИ ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РЕНТГЕНОВСКИМ И ДРУГИМИ ВИДАМИ ИЗЛУЧЕНИЯ | 1994 |
|
RU2096353C1 |
| Устройство для охлаждения волокон в зоне формования | 1975 |
|
SU595261A1 |
| Устройство для изготовления стеклянных трубок | 1937 |
|
SU55962A1 |
| Устройство для вертикального вытягивания труб | 1976 |
|
SU617389A1 |
| Способ изготовления стеклянных прецизионных трубок | 1988 |
|
SU1574548A1 |
| Способ изготовления прецизионной стеклотрубки | 1987 |
|
SU1502492A1 |
| Способ изготовления стеклянных стержней малого диаметра | 1990 |
|
SU1763395A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МУЛЬТИКАПИЛЛЯРНЫХ СТРУКТУР ДЛЯ ХРАНЕНИЯ ГАЗА | 2023 |
|
RU2809396C1 |