Р1
СА9 СО 00 Ч
315
Изобретение относится к металлургии, а именно к непрерывному литью заготовок с их двусторонним вытягиванием.
Цель изобретения - упрощение обслуживания машины за счет уменьшения ее габаритов по высоте и повышение качества слитков.
На чертеже изображена схема машины непрерывного литья заготовок (МНЛЗ).
МНЛЗ содержит кристаллизатор 1 двустороннего вытягивания слитков с заливочным отверстием 2 в верхней стенке и криволинейными рабочими полостями 3, технологические оси А которых расположены в одной вертикальной плоскости и симметрично отклонены книзу от горизонтали А-А, проходящей через точку их пересечения в вертикальной плоскости ввода расплава. К торцам кристаллизатора примыкают направляющие устройства 5, причем тянущие клети 6 оснащены, правильными валками 7, служащими для перевода слитков в горизонтальное положение. Каждая технологическая ось 4 представляет собой дугу сектора между вертикальным радиусом, перпен- дикулярным оси первой пары валков тянущей клети 6, и радиусом, проведенным в точку пересечения технологических осей, причем длина дуги сектора равна металлургической длине машины, а радиус составляет 3,5- 5,0 длины дуги сектора.
МНЛЗ работает следующим образом.
Расплав вводят через -заливочное ртверстие 2 в верхней стенке кристаллизатора 1 в рабочие полости 3, технологические оси 4 которых представляют собой дуги секторов с определенным радиусом кривизны.
В рабочие полости 3 кристаллизатора 1 перед вводом расплава вводят затравки и после достижения зеркалом металла требуемого уровня включают привод тянущих клетей 6. Тянущие клети работают в режиме периодического шагового вытягивания слитков
разрываемых при каждом цикле вытягивания в среднем по длине кристаллизатора вертикальном сечении над гребнем нижних граней рабочей полости. За торцами кристаллизатора слитки поддерживаются направляющими устройствами 5, попадают в тянущие клети 6 и с помощью правильньк валков 7 переводятся в горизонтальное положение. При отношении длины дуги к радиусу более 5,0 угол сектора / получается менее 12° и исключаются дос0
5
0
5
п
5
0
5
0
5
технологических осей и отклонением их книзу от горизонтали, проходящей через точку их пересечения. При отношении длины дуги к радиусу менее 3,5 (угле сектора с/ более 16°) нарушается стабильность процесса литья из-за прилипания оболочки слитка к стенкам кристаллизатора в пределах сектора между перпендикулярами, восстановленными из гребня пересечения нижних граней кристаллизатора.
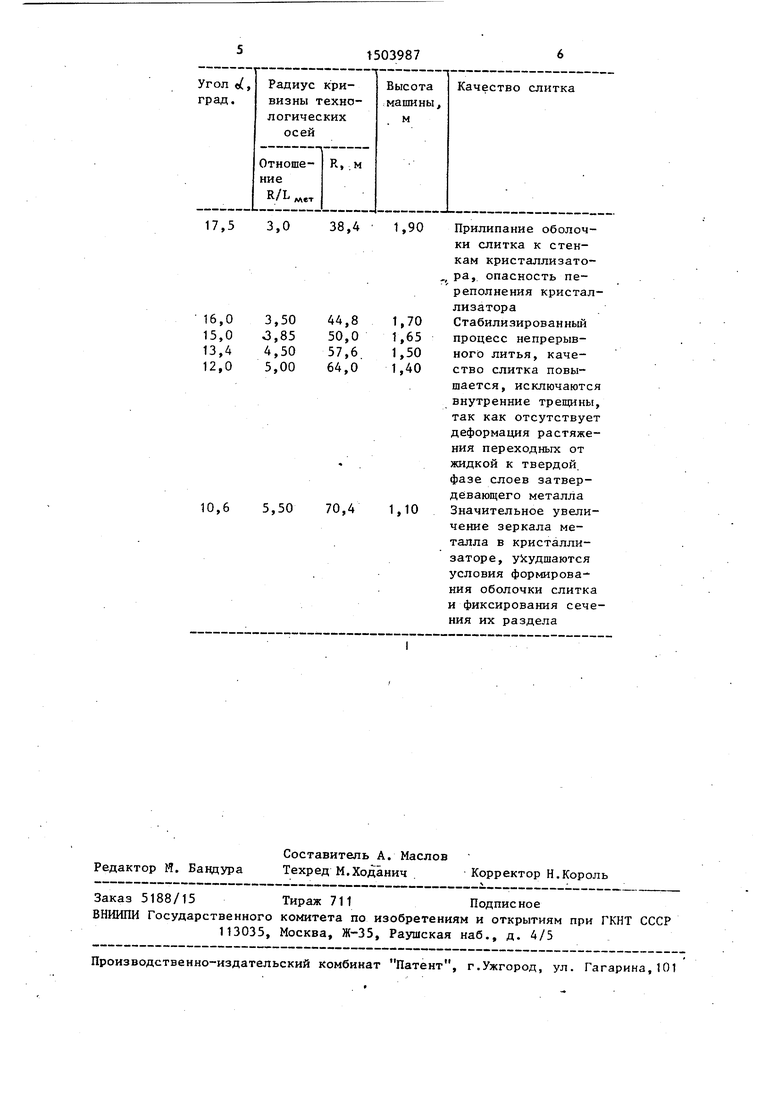
Примеры конкретного выполнения машины представлены в таблице.
Использование предлагаемой машины позволит упростить обслуживание машины за счет уменьшения ее строительной высоты и повысить качество отливаемых слитков за счет постоянства радиуса кривизны технологических осей в пределах металлургической длины машины.
Формула изобретения
Машина непрерывного литья с двусторонним вытягиванием заготовок, содержащая кристаллизатор с заливочным отверстием в верхней стенке и рабочей полостью, выполненной в виде криволинейных участков, технологические оси которых расположены в одной вертикальной плоскости и симметрично отклонены книзу от горизонтали, проходящей через точку их пересечения, и валки тянуш их клетей, отличающаяся тем, что, с целью упрощения обслуживания машины за счет . уменьшения ее габаритов по высоте и повьш1ения качества слитков, технологическая ось каждого криволинейного участка рабочей полости представляет собой дуги окружности с центром в точке пересечения радиуса, проведенного в точку пересечения технологических осей криволинейных участков, и радиуса, перпендикулярного оси первой пары валков тянущей клети, причем длина дуги равна металлургической длине машины, а радиус ок Зужности составляет 3,5-5,0 длин дуги.
17,5 3,0
38,4 1,90
10,6
5,50 70,4
,90
,10
Прилипание оболочки слитка к стенкам кристаплизато- , ра, опасность переполнения кристаллизатора
Стабилизированный процесс непрерывного литья, качество слитка повышается, исключаются внутренние трещины, так как отсутствует деформация растяжения переходных от жидкой к твердой фазе слоев затвердевающего металла Значительное увеличение зеркала металла в кристаллизаторе, ухудшаются условия формирова- НИН оболочки слитка и фиксирования сечения их раздела
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2423193C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| ГИБКАЯ ЗАТРАВКА | 2002 |
|
RU2193472C1 |
| ГИБКАЯ ЗАТРАВКА | 2004 |
|
RU2258576C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427443C2 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| Машина непрерывного литья заготовок | 1980 |
|
SU899249A1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ КРУГЛЫХ ЗАГОТОВОК | 2006 |
|
RU2308348C1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427436C2 |
Изобретение относится к металлургии. Цель изобретения - упрощение обслуживания машины за счет уменьшения ее габаритов по высоте и повышение качества слитков. Указанная цель достигается тем, что технологические оси 4 рабочих полостей 3 в виде пересекающихся дуг сектора между радиусом, перпендикулярным оси первой пары валков тянущей клети 6, и радиусом, проведенным в точку пересечения технологических осей 4, а радиус дуги сектора составляет 3,5-5,0 ее длины. 1 ил. 1 табл.
| Авторское свидетельство СССР | |||
| Машина непрерывного литья металлов | 1980 |
|
SU869945A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
