Известны способы изготовления круглых и других замкнутых профилей в четырехвалковом или шестивалковом прокатном стане на разборкой подвижной оправке с задним подпором. Однако эти способы являются дорогостоящими.
Предлагаемый способ отличается от известных тем, что гильзу-заготовку в горячем состоянии обрабатывают продольной прокаткой до создания внутри изделия оребрения любой формы и рисунка. Это обеспечивает значительное упрощение процесса изготовления труб с внутренним оребрением.
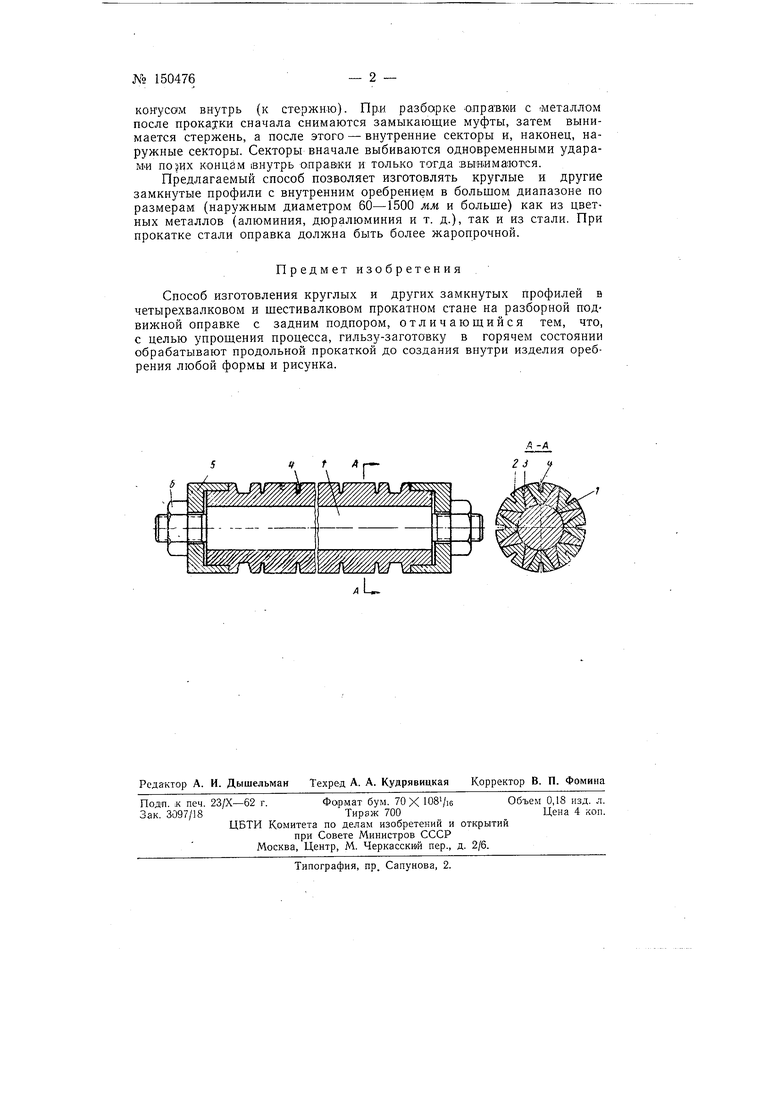
На чертеже изображена разборная оправка для осуществления способа.
Калибры четырех валков могут получить любой замкнутый профиль. Перед Прокаткой гильза-затототеса надевается на длинную оправку, поверхность которой имеет вырезы формы внутреннего оребрения готового изделия. После прокатки разборная оправка вынимается по частям из изделия.
Разборная оправка состоит из стержня / и внутренних и наружных секторов 2 к 3, на которых делаются вырезы 4 для получения внутреннего оребрения трубы той или другой формы. Секторы на стержне закрепляются по концам его замыкающими муфтами 5, которые удерживаются гайками 6 (на концах стержня делается резьба). Диаметр стержня определяется в таком соотнощении с высотой секторов и наружным диаметром оправки, чтобы после удаления стержня- любой вталкивающийся внутрь сектор можно было вынуть наружу. Внутренние секторы делаются конусом наружу оправки, а наружный сектор -
конусом внутрь (к стержню). Пр.и разборке оправки с «металлом после прокауки сначала снимаются замыкающие муфты, затем вынимается стержень, а после этого - внутренние секторы и, наконец, наружные секторы. Секторы вначале выбиваются одновременными ударам« nojHX концам ;внутрь олравки и только тогда выгаимаются.
Предлагаемый способ позволяет изготовлять круглые и другие замкнутые профили с внутренним оребрением в большом диапазоне по размерам (наружным диаметром 60-1500 мм и больше) как из цветных металлов (алюминия, дюралюминия и т. д.), так и из стали. При прокатке стали оправка должна быть более жаропрочной.
Предмет изобретения
Способ изготовления круглых и других замкнутых профилей в четырехвалковом и шестивалковом прокатном стане на разборной подвижной оправке с задним подпором, отличающийся тем, что, с целью упрощения процесса, гильзу-заготовку в горячем состоянии обрабатывают продольной прокаткой до создания внутри изделия оребрения любой формы и рисунка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поперечно-винтовой прокатки | 1960 |
|
SU133450A1 |
| СПОСОБ УВЕЛИЧЕНИЯ СОРТАМЕНТА ПРОКАТА ОБОРУДОВАНИЯ ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И ПРЕДНАЗНАЧЕННОЕ ДЛЯ ЭТОГО ОБОРУДОВАНИЕ | 2003 |
|
RU2344890C2 |
| УСТРОЙСТВО ПОДПОРА ЗАГОТОВКИ НА СТАНЕ ВИНТОВОЙ ПРОКАТКИ | 2015 |
|
RU2605013C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2238180C1 |
| КЛЕТЬ ПРОКАТНОГО СТАНА ДЛЯ КАЛИБРОВОЧНОГО ИЛИ РЕДУКЦИОННОГО ПРОКАТНОГО СТАНА С НЕСКОЛЬКИМИ ТОЧКАМИ ПРИЛОЖЕНИЯ ДАВЛЕНИЯ | 2012 |
|
RU2577644C2 |
| СПОСОБ И ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ СТАЛЬНЫХ ТРУБ | 2008 |
|
RU2401708C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК ИЗ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2204449C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН РАСКАТНОГО ТИПА ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ЗАГОТОВОК СТЕРЖНЕВОЙ ФОРМЫ, СОДЕРЖАЩИЙ ЧЕТЫРЕХВАЛКОВЫЕ КЛЕТИ, И СПОСОБ ЗАМЕНЫ КЛЕТЕЙ | 2009 |
|
RU2487773C2 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
