Предлагается способ поперечно-винтовой прокатки круглых полых и сплошных изделий с продольными, лопсречными и «осорасположепными канаг5ками на наружной поверхности.
Этот способ осуществляется нри помойки илестива,.ткового стана поперечной прокатки, валкн которого имегот кольцевые или винтовые реборды и продольные ребра (для получения прямоугольных ячеек) или многсзаходные винто;5ые реборды с правой и .чезой нарезкой (для получения ромбических ячеек).
ТаКОс выполнение позволяс т а;5то ;атиз;1ро1;а1ь нроизводг во i-: повьппает производигельность стана.
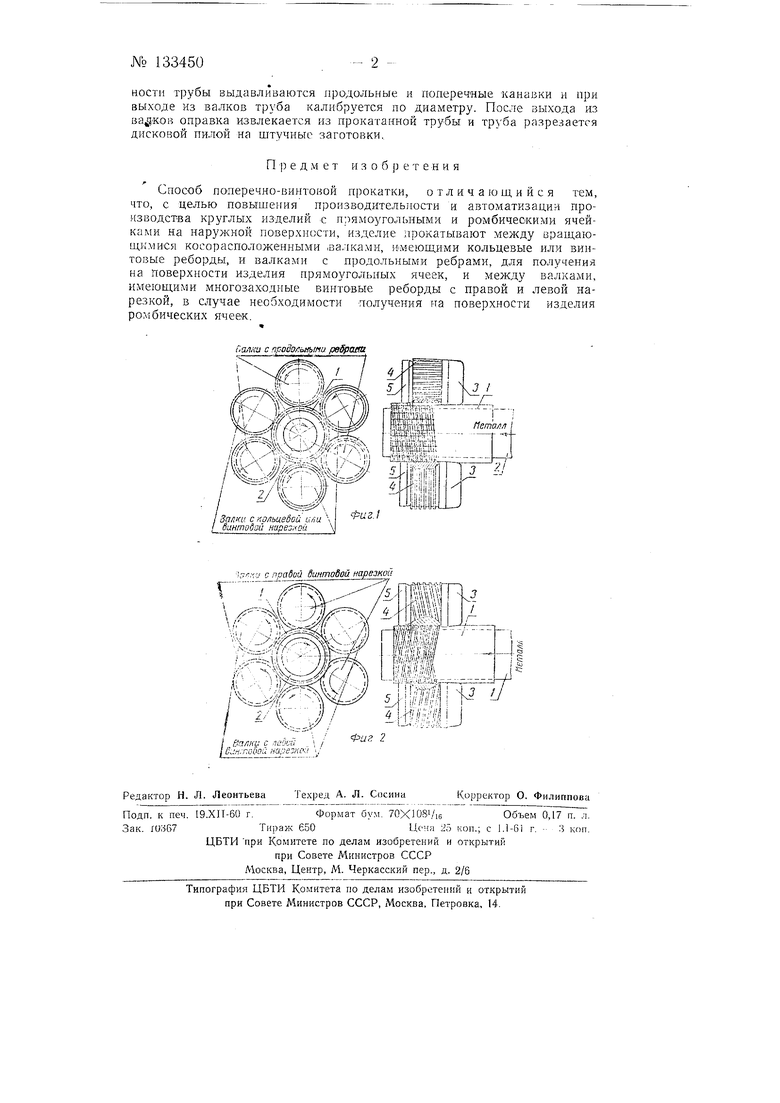
На фиг. 1 показана cxe.via npoKaTKJi трубных изделий с ква.1р;тными ячейками; на фиг. 2 - то же, с ромбическими ячейками.
Процесс прокатк производится следующим образом. В нагретую трубу / п одевается гладкая цилиндрическая оправка 2 и заготовка имеете с онравкой задается во враникощиеся налки стапа. В зависн.хшсти от то.лщины стенки трубного |1:-.т,елня прокатка может ocyniecTiiляться между тремя валкамм (и,) толстостенных трубах) и щестью валками (при тонкостенных трубах). Формовочные валки состоят из трех частей: обжи.много конуса 5, с помол1.ью которого осуществляется захват трубы и посадка ее па оправку, формующего участка 4, представляющего собой .гибо ;;интову1о реборду, ,тибо набор диско;;, образующих кольпевые реборды с постепенно увеличивающейся высотой, и калибруюн1,ето участка 5, назначение которого откалибро ать заготовку по наружному диа.метру, а также сдерживать поперечную раскатку заготовки при выдав.ти;5а гии канавок па тонкостенной трубе. Валкм с -ггродольпыми и поперечными ребрами чередуются и нак.лоняются под определенным углом к оси прокатки.
Нагретая труба с продетой в нее оправкой захватывается валками и, вращаясь, одновременно подается вперед вдоль оси прокаткн. Вначале труба обжимается по диаметру и прилегает к оправке. Затем, нрн попадании на участок с калиброванными валкам, па гаружной поверх
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поперечной прокатки цилиндрических изделий | 1956 |
|
SU106691A1 |
| Способ изготовления круглых и других замкнутых профилей в четырехвалковом или шестивалковом прокатном стане | 1960 |
|
SU150476A1 |
| Способ прокатки труб с поперечными ребрами | 1960 |
|
SU136299A1 |
| Стан для прокатки полых вагонных осей | 1961 |
|
SU145511A1 |
| Способ поперечной прокатки в винтовых калибрах круглых профилированных полых заготовок для кольцевых изделий | 1956 |
|
SU107607A1 |
| Устройство для прокатки штучных кольцевых заготовок | 1969 |
|
SU331615A1 |
| СТАН ДЛЯ ОДНОВРЕМЕННОЙ ПРОШИВКИ И ПРОКАТКИ ПРОФИЛИРОВАННЫХ ТРУБНЫХ ЗАГОТОВОК ДЛЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1960 |
|
SU132175A1 |
| Комбинированный способ прошивки и вытяжки труб на трехвалковом стане | 1959 |
|
SU129162A1 |
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
| Инструмент для поперечно-винтовой прокатки штучных кольцевых заготовок | 1977 |
|
SU680793A1 |
