Изобретение относится к области металлов давлением, а именно к способам изготовления полых заготовок с дном.
Целью изобретения является расширение технологических возможностей за счет повышения пластичности матег
риала заготовки и снижения сил трения при обжиме заготовок с глухим дном.
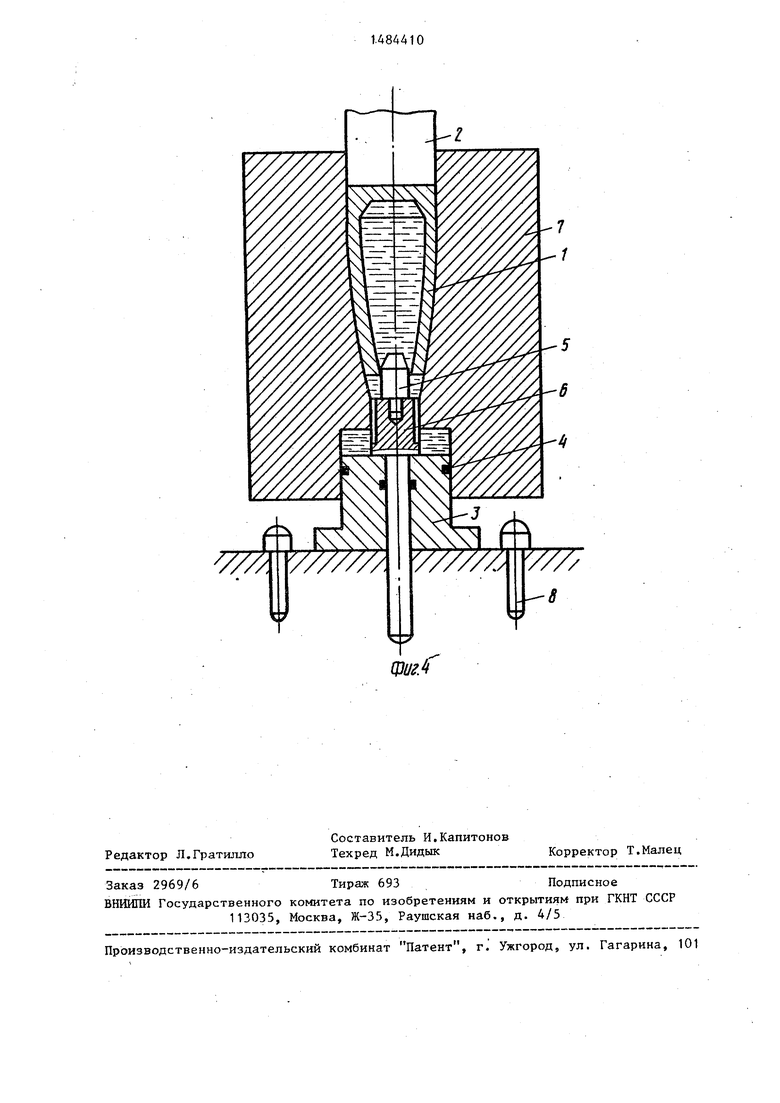
На фиг.1 показана схема расположения заготовки в устройстве для обжима (левая часть - в исходном положении, правая часть - в конце процес са обжима и вытяжки заготовки); на фиг.2 - устройство в исходном положении} на фиг.З - обжим при нагру- жении заготовки не непосредственно давильником, а жидкостью высокого давления (левая часть - в исходном положении, правая - в конце - обжи- ма); на фиг.4 - положение частей в устройстве в момент начала вытяжки обжимного конца,
Способ осуществляют следующим образом.
В штамп (фиг.1), содержащий матрицу 15 давильник 2, плунжер 3 с уплотнением 4, пуансон 5 и выталкиватель 6, заливают рабочую жидкость объемом больше объема полости обжатой заготовки, помещают заготовку 7
10
15
20
25
30
и прикладывают к ней усилие деформирования. Усилие деформирования прикладывается к торцу заготовки давильником 2. В случае заготовка 7 вильником 2. В этом случае заготовка 7, выступающая в исходном положении из матрицы 1, погружается полностью в матрицу 1 после заполнения ее полости жидкостью с таким расчетом, чтобы к моменту набора давления заготовка 7 испытывала подпор.
При нагружении заготовки жидкостью (фиг.З) заготовка 7 контактирует с матрицей 1 не всей поверхнос тью, а только обжимаемой. В результате этого дополнительно снижаются потери на трение. Но такой вариант допустим в случае достаточной толщины дна при условии достаточной высоты рабочего пространства пресса, так как в этом случае увеличивается высота матрицы 1.
В процессе вдавливания заготовки 7 в матрицу 1 ее перемещают со скоростью перемещения давильника 2 в том же направлении и создают давление в плоскости заготовки 7, сжимая жидкость и воздух. После этого начинают деформирование, повышая давление до величины, меньшей или равной пределу текучести йа, кратной величине удельного усилия обжима,
5
которое возрастает номере увеличения степени обжимаk С момента начала обжима матрицу 1 перемещают в обратном направлении со скоростью, меньшей скорости давильника 2. При достижении определенного внутреннего диаметра на конде заготовки 7 в нее вводят пуансон 5, запирая полость, после чего в ней повышают давление до величины,-превышающей предел текучести, а со стороны торца заготовки 7 давление жидкости сохраняют на прежнем уровне или понижают до атмосферного и осуществляют вытяжку Одновременно с обжимом. При обратном ходе пресса выталкивателем 6Э связанным с верхней плитой, заготовку 7 выталкивают из матрицы 1, а матрицу 1 толкателями 8 возвращают в исходное положение.
Таким образом, согласно предлагаемому способу на первой стадии процесса осуществляют обжим заготовки
7с нагружением ее стенки со стороны полости и обжимаемого торца давлением жидкости одинаковой величины, кратной величине удельного усилия обжима, величиной, меньшей или равной GS, а на второй стадии осуществляют вытяжку обжатой части заготовки, одновременно обжимая вытягиваемый участок, повышая внутри полос ти до величины, превышающей 55, сохраняя, его величину со стороны торца обжимаемого конца в прежнем отношении к давлению в полости либо уменьшая до величины атмосферного давления.
Пример. Осуществляли обжим корпусов снарядов из стали 45x1 диаметром 125 мм. Длина обжимаемого участка 180 мм, длина исходной заготовки 400 мм. Формообразующий участок матрицы выполнен по радиусу. Заготовки не фосфатировали. Применялась смазка на основе петролатума.
8результате осуществления описанных примеров получали заготовки, диаметр обжатой кромки -которых имел 65 мм, диаметр очка составлял 54 мм, толщина стенки - 16 мм. С целью изучения изменения интенсивности вытяжки по длине заготовки на обжимаемом участке заготовки резцом наносили кольцевые риски с шагом 10 мм. На обжатых заготовках расстояние между рисками увеличивалось пропорционально удлинению, которое нарастало к
84410б
концу обжатой части, особенно интенсивно вытягивался конец заготовки. Общее удлинение по абсолютнойвеличи- ке составляло 40-44 мм. Шероховатость поверхности обжатого участка менялась незначительно, примерно на один класс становилась выше. Величина усилия в конце процесса дости10 гала 5,4 Мн. Давление жидкости в конце процесса в полости заготовки и со стороны торпа соответственно составляло 0,53 и 0,20 ГПа.
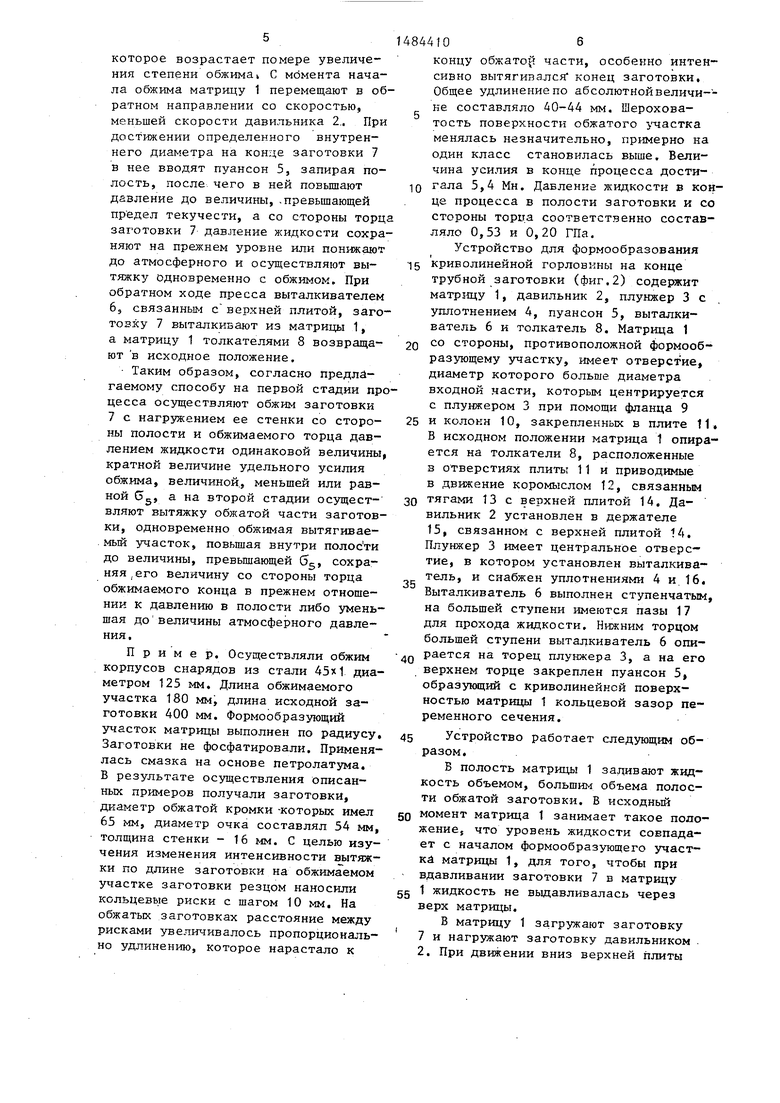
Устройство для формообразования
15 криволинейной горловины на конце трубной заготовки (фиг.2) содержит матрицу 1, давильник 2, плунжер 3 с уплотнением 4, пуансон 5, выталкиватель 6 и толкатель 8. Матрица 1
2Q со стороны, противоположной формообразующему участку, имеет отверстие, диаметр которого больше диаметра входной части, которым центрируется с плунжером 3 при помощи фланца 9
25 и колонн 10, закрепленных в плите 11, В исходном положении матрица 1 опирается на толкатели 8, расположенные в отверстиях плиты 11 и приводимые в движение коромыслом 12, связанным
зо тягами 13 с верхней плитой 14. Давильник 2 установлен в держателе 15, связанном с верхней плитой 14. Плунжер 3 имеет центральное отверстие, в котором установлен выталкиватель, и снабжен уплотнениями 4 и 16. Выталкиватель 6 выполнен ступенчатым, на большей ступени имеются пазы 17 для прохода жидкости. Нижним торцом большей ступени выталкиватель 6 опирается на торец плунжера 3, а на его верхнем торце закреплен пуансон 5, образующий с криволинейной поверхностью матрицы 1 кольцевой зазор переменного сечения.
45 Устройство работает следующим образом.
Б полость матрицы 1 заливают жидкость объемом, большим объема полости обжатой заготовки. В исходный
50 момент матрица 1 занимает такое положение, что уровень жидкости совпадает с началом формообразующего участка матрицы 1, для того, чтобы при вдавливании заготовки 7 в матрицу
55 1 жидкость не выдавливалась через верх матрицы.
В матрицу 1 загружают заготовку 7 и нагружают заготовку давильником 2. При движении вниз верхней плиты
35
40
12 коромысло 10 движется вниз и освобождает выталкиватель 6 и толкатели 8. При вдавливании заготовки 7 в матрицу 1 заготовка 7 запирает своей кромкой жидкость в матрице 1. Матрица 1 движется вниз, в результате чего жидкость заполняет полость заготовки 7, сжимая в ней запертый там воздух. Под действием создаваемого давления выталкиватель 6 перемещается в нижнее положение до упора в плунжер 3, уплотняя своим торцом зазор между выталкивателем 6 и
заготовки обжимом в матрице с нагру- жением внутренней поверхности и открытого торца усилием подпора, отличающийся тем, что, с целью расширения технологических возможностей за счет повышения пластичности материала заготовки и с«и- жения сил трения при обжиме заготовки с глухим дном, усилие подпора на внутреннюю поверхность и открытый торец заготовки создают жидкостью, причем на первой стадии ожима давление жидкости в полости заготовки

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| Способ изготовления осесимметричных деталей сложного профиля | 2019 |
|
RU2722939C1 |
| Устройство для обжима изделий типа стаканов | 1989 |
|
SU1682020A1 |
| Способ изготовления и конструкция стреловидной пули повышенного останавливающего действия | 2018 |
|
RU2689005C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| Способ изготовления полых шаров | 1981 |
|
SU944711A1 |
| Способ изготовления оболочек сложного профиля с внутренними рифлями | 2021 |
|
RU2777380C1 |
| Способ восстановления наружной поверхности полых изделий | 1983 |
|
SU1176536A1 |
| Штамп для вытяжки и обрезки | 1986 |
|
SU1333449A1 |

Изобретение относится к области металлов давлением, а именно к способам изготовления полых заготовок с глухим дном. Цель изобретения - расширение технологических возможностей путем повышения пластичности. Способ образования горловины обжимом включает создание усилия подпора жидкостью. На первой стадии давление жидкости поднимают до величины, равной пределу текучести материала заготовки 7. На второй стадии при достижении горловиной требуемого диаметра давление поднимают выше предела текучести. Усилие обжима можно создавать нагружением глухого дна заготовки жидкостью высокого давления. На второй стадии давление на открытый торец заготовки 7 уменьшают до атмосферного. Устройство содержит матрицу (М) 1, в отверстии которой установлен плунжер 3, давильник 2, пуансон 5 и выталкиватель 6 с продольными пазами 17. В полость М 1 залита жидкость. Заготовку 7 устанавливают в М 1 и давильником 2 обжимают горловину. При этом в замкнутом объеме в полости заготовки 7 подбором диаметра плунжера 3 создают давление, равное пределу текучести материала заготовки 7.После касания стенкой заготовки 7 пуансона 5 давление в полости заготовки 7 поднимается выше предела текучести и происходит гидромеханическая вытяжка стенки заготовки 7, которая затекает в зазор между М 1 и пуансоном 5. 2 с. и 2 з.п. ф-лы, 4 ил.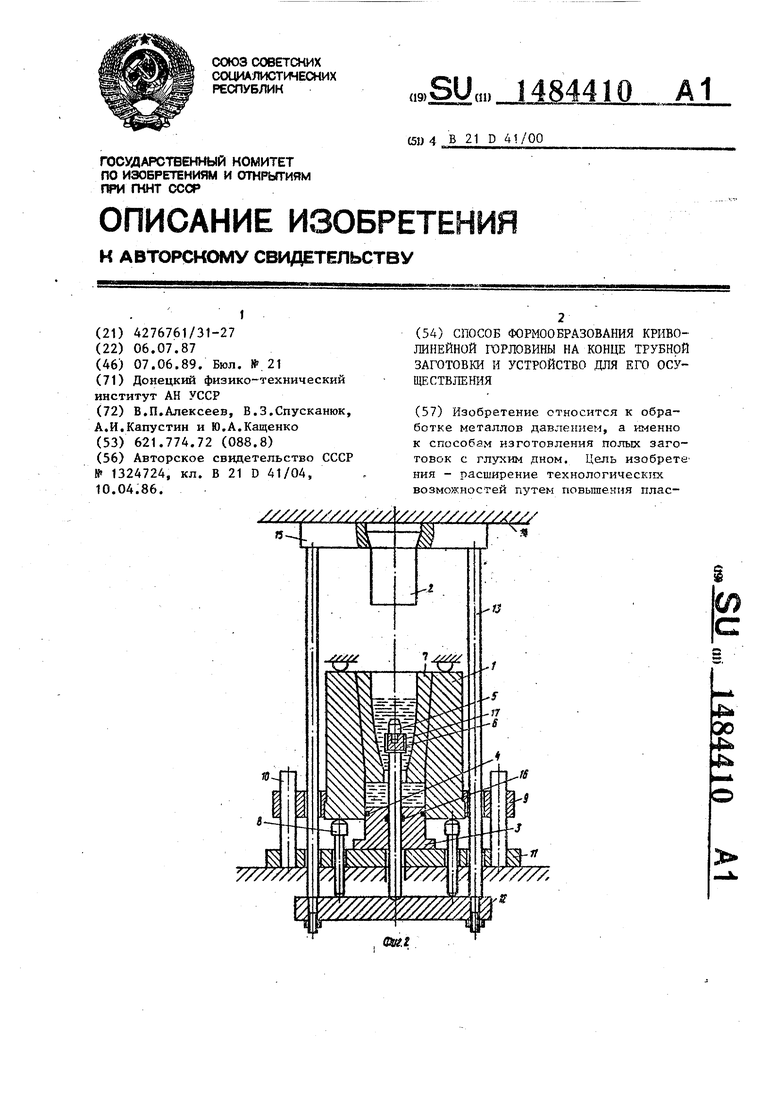
плунжером 3. После заполнения полос- 15 поднимают до величины, равной прети заготовки 7 жидкостью начинается обжим с возрастанием давления жидкости в полости заготовки 7. Величина давления жидкости определяется отношением возрастающего усилия обжима к площади плунжера 3, При обжиме жидкость выдавливается через пазы 17 выталкивателя 6 из формообразующей полости матрицы 1 в нижнюю, имеюделу текучести материала заготовки, а на второй стадии, при достижении горловиной требуемого диаме ра, давление поднимают выше предел 20 текучести и одновременно с обжимом осуществляют вытяжку обжимаемого конца заготовки.
2, Способ поп.1, отличаю
щую большую площадь поперечного сече- 25 щ и и с я тем, что усилие обжима ния. За счет этого матрица 1 начинает перемещаться в обратную сторону, навстречу заготовке 7. Когда внутренний диаметр заготовки 7 обожмется до размера, равного диаметру пуансона 5, полость заготовки 7 запирается пуансоном 5 и изолируется от нижней полости матрицы 1. Начиная с этого момента, давление жидкости в полости заготовки 7 возрастает более интенсивно, чем в нижней, обжим продолжается с сохранением постоянным или увеличивающимся внутренним диаметром (если пуансон конический) обжимаемого конца заготовки 7S т.е. осуществляется гидромеханическая вытяжка обжимаемого участка. По окончании процесса, при достижении давильника 2 вверх, выталкивателем 6 заготовка выталкивается из матрицы 1, а толкателями 8 матрица 1 возвращается в исходное положение.
Формула изобретения 1. Способ формообразования криволинейной горловины на конце трубной
создают нагружением глухого дна за готовки жидкостью высокого давлени
30 стадии давление жидкости на открыт торец заготовки уменьшают до атмос ферного „
35 це трубной заготовки, содержащее м рицу с криволинейной рабочей повер ностью, и с отверстием со стороны меньшего диаметра, расположенные п оси матрицы давильник и выталкива40 тель, отличающееся тем что упомянутое отверстие выполнено диаметром, большим входного отверс тия матрицы, а устройство снабжено размещенным в этом отверстии плунж
45 ром, установленным по его оси ступенчатым выталкивателем с продольными пазами по наружной поверхност большей ступени и пуансоном, закрепленным на торце большей ступени выталкивателя.
делу текучести материала заготовки, а на второй стадии, при достижении горловиной требуемого диаметра, давление поднимают выше предела текучести и одновременно с обжимом осуществляют вытяжку обжимаемого конца заготовки.
2, Способ поп.1, отличающ и и с я тем, что усилие обжима
создают нагружением глухого дна заготовки жидкостью высокого давления.
стадии давление жидкости на открытый торец заготовки уменьшают до атмосферного „
Ш-f
| Штамп для изготовления полых деталей | 1986 |
|
SU1324724A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
