31505652
аллических прокладок 2-4, расположен- щего усилия ых одна над другой, формообразующие лементы 5-8 деформирующего инструменпризм 26 ра ны 28, соед тельных эле помощью сва пературным элемент 27 выполнен в спирали (фи ление нагре ния, дисили неметалличе зуемого при лей (фиг. 2 контактные 27 представ получаются прессованно ной техноло мер, карбид Опорные кон тин 28 в эт таллизирова
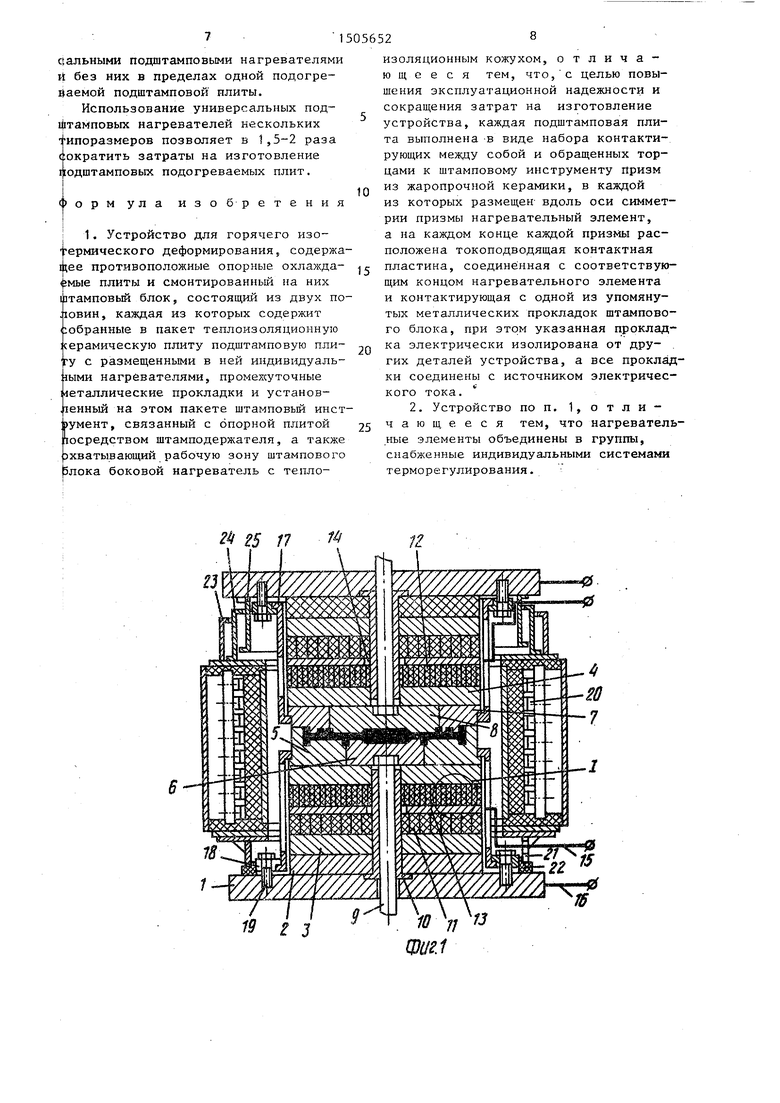
та, выполненные из жаропрочного спла ва, причем центральные формообразующие элементы 6 и 8 посредством тяг 9, зацентрированных во втулках 10, связаны соответственно с нижним и . верхним толкателями пресса и имеют возможность возвратно-поступательног перемещения. Втулки 10 одновременно являются центрирующим элементом для прокладок 2-4 и опорной плиты 1. С целью выравнивания температурного по ля на .формообразунщих элементах 5-8 устройство оснащено теплоизоляционными подштамповыми плитами 11, выполненными в виде набора призм из жаропрчной. неэлектропроводной керамики, например, на основе окиси алюминия и подштамповых подогреваемых плит 12, опирающихся одной плоскость на металлическую прокладку 4, а другой - на токопроводящую пластину 13, электрически изолированную от других деталей устройства с помощью керамической неэлектропроводной втулки 14 и теплоизоляционной подштамповой плиты 11, Токопроводшцие пластины 13 и опорные плиты 1 посредством шин 15 ы 16 с клеммами соединены с источником постоянного или переменного тока имеющего плавную регулировку напряжения. Набор прокладок 2-4j токопод- водящей пластины 13, теплоизоляционной подштамповой плиты 11, подштамповой подогреваемой плиты 12, формообразующих элементов 5 или 7 крепится к опорной плите 1 с помощью металлического корпуса 17, фланца 18 и болтов 19. Соосно нижней и .верхней половинам устройства расположен боковой нагреватель 20, например, индукционного типа, выполненный в виде отдельного блока и опирающийся через подставку 21 и электроизоляционное кольцо 22 на нижнюю опорную плиту 1, С целью уменьшения конвективных тепловых потоков устройство оснащено системой телескопических теплоизоляционных кожухов 23-25.
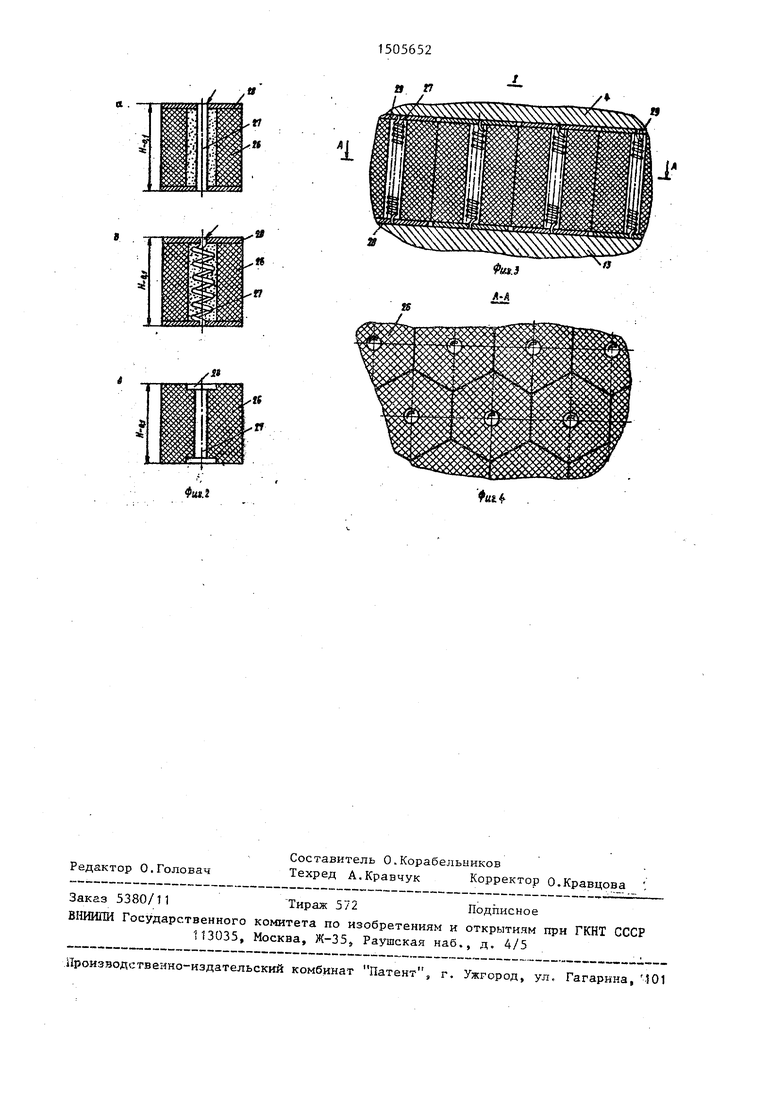
Подштамповая плита 12 выполнена в виде набора приэм 26 (фиг. 2) из жаропрочной керамики, каждая из которых имеет отверстие в центральной части для размещения нагревателя 27, ось симметрии которого совпадает с направлением приложения деформирую
щего усилия 0
5
5 30 5
40
5
50
На опорных поверхностях призм 26 размещены контактные пласуи- ны 28, соединенные с концами нагревательных элементов 27, например, с помощью сварки или пайки высокотемпературным припоем. Нагревательный элемент 27 может быть конструктивно выполнен в виде стержня (фиг. 2а), спирали (фиг. 2б). Возможно изготовление нагревателя 27 из карбида кремния, дисилицида молибдена или другого неметаллического материала, используемого при производстве нагревателей (фиг. 2в). В последнем случае контактные пластины 28 и нагреватель 27 представляют собой одно целое и получаются путем спекания массы, запрессованной в призмы 26 по известной технологии изготовления, напри- мер, карбид-кремниевых нагревателей. Опорные контактные поверхности пластин 28 в этом случае необходимо металлизировать.
При изготовлении нагревательных элементов 27 в виде спирали пространство между ее витками необходимо заполнить электроизоляционным материалом 29 (фиг. 2б), например, пери- клазом с целью предотвращения меж- виткового замыкания. Изготовленные таким образом керамические призмы 26 с размещенными в них нагреватель- элементами 27 и контактными пластинами 28 являются универсальными подштамповыми нагревателями и могут быть использованы практически в любой конструкции устройств для изотермического деформирования. По-. догреваемые подштамповые плиты 12 имеют высокую несущую способность за счет незначительного уменьшения опорной поверхности, воспринимающей усилие деформирования в связи с расположением элементов 27 вдоль оси приложения нагрузки и применения нагревателей малого диаметра. С целью обеспечения равномерной передачи деформирунщего усилия,на керамические призмы 26 контактные пластины 28 подлежат шлифованию. Разница в высоте универсальных штамцовых нагревателей не должна превьш1ат ь 0,1 мм. ..
Керамические призмы 26 могут иметь основание практически любой конфигурации. Наиболее технологичным является цилиндрическая форма плизм 26, Однако для обеспечения максимального
5использования опорной поверхности и высокой универсальности призмы 26 рационально изготавливать в виде шестигранников (фиг. 3). В зависимости от требуемой мощности, вьщеляемой в подогреваемой подштамповой плите 12, Набор может состоять из призм 26,
имеющих нагреват ели 27, и без них, что позволяет регулировать равномерность температурного поля на поверхности формообразующих элементов 5-8. Возможно также подключение универсальных подштамповых нагревателей к источнику питания группами, имеющими раздельную регулировку напряжения и обратную связь от датчика температуры, размещенного в данной группе.
Устройство для изотермического деформирования работает следующим образом.
Нагрев формообразующих элементов 5-8 осуществляется с помощью бокового нагревателя 20, который выделяет 50-90% требуемой мощности для обеспечения заданной скорости подъема температуры. Подогреваемые плиты 12 подсоединены к источнику питания посредством шин 15 и 16, токоподводящих пластин 13 и прокладки 4. В универсальных подштамповых нагревателях вьщеляются остальные 10-50% требуемой мощности,.
Электрическая цепь составлена следующим образом. Шина 16 соединена с опорной плитой 1, которая контактирует посредством болтов 19 и фланца 18 с металлическим корпусом 17, фланцем электрическим соединенным с фор- мообразуклцей вставкой 5 (или 7), которая вьшолнена из жаропрочного сплава и опирается на металлическую подкладку 4, с которой контактирует одна из опорных поверхностей подогреваемой подштамповой плиты 12. Другая опорная поверхность подогреваемой плиты 12 контактирует с токоподводя- щей пластиной 13, которая посредством шины 15 с клеммами соединена с источником тока. Опорная плита 1 может быть подключена к нулевому проводу (земле, минусу) источника питания, а токоподводящие шины 15 (а знйчит, и токоподводящая пластина 13) к фазе (плюсу) источника тока. Таким образом, прокладка 4 подключена к источнику питания и имеет потенциал плиты 1. Контроль и регули056526
рование температуры осуществляется с помощью датчика температуры, например термопар, расположенных как в непосредственной близости от формообразующих поверхностей, так и в зоне расположения нагревателей. Датчики температуры обеспечивают контроль и регулирование работы нагревателя 20
0 и подогреваемых подштамповых плит 12 с помощью системы терморегулирования..
После выхода температуры формообразующих элементов 5-8 на заданный режим верхняя половина устройства,
5 установленного на гидравлическом лрессе, поднимается в крайнее верхнее положение. Телескопические кожухи 23-25 препятствуют конвективному теплообмену в процессе перемещения верх0 ней половины устройства. Далее на формообразующие элементы 5 и 6 устанавливается нагретая до температуры деформирования заготовка. Производится штамповка. Удаление отштампованно5 го полуфабриката осуществляется с помощью тяги 9 с нижней или верхней половины устройства.
Использование предлагаемого устройства позволяет снизить себестои0 мость штампуемых изделий.
Замена материала подштамповьгх подогреваемых плит из жаропрочного сплава на керамику на основе окиси алюминия, имеющего прочность 19 - 25 кг/мм, позволяет экономить 1800 руб. для устройства,, обеспечи-, вающего.штамповку изделий из титановых сплавов диаметром 400-480 мм.
Повышаются эксплуатационные харакQ теристики устройства для изотермического деформирования, так как в отличие от прототипа опорная поверхность подштампоЕы-х подогреваемых плит существенно не ослабляется в
g связи с тем, что ось симметрии нагревательных элементов совпадает с направлением приложения деформирукяце- го усилия. Стойкость подштамповых подогреваемых плит предлагаемого устройства в 1,5-2,5 раза выше, чем у прототипа,. Кроме того, в предлагаемом устройстве имеется возможность регулировки температурного поля на формообразующих элементах путем изменения температуры на нагревателях за счет объединения их в группы, имеющие индивидуальные системы терморегулирования, или комбинирования установки керамических призм с универ5
0
5
сальными подштамповыми нагревателями и без них в пределах одной подогреваемой подштамповой плиты.
Использование универсальных под- Штамповых нагревателей нескольких ипоразмеров позволяет в 1 ,5-2 раза Сократить затраты на изготовление гаодштамповых подогреваемых плит.
орм ула изобретения
: 1. Устройство для горячего изо- ермического деформирования, содержа- ее противоположные опорные охлажда- фмые плиты и смонтированный на них птамповый блок, состоящий из двух половин, каждая из которых содержит собранные в пакет теплоизоляционную керамическую плиту подштамповую плиту с размещенными в ней индивидуаль- :1ыми нагревателями, промежуточные неталлические прокладки и установленный на этом пакете штамповьй инст- ;румент, связанный с опорной плитой
посредством штамподержателя, а также охватывающий рабочую зону штампового
Злока боковой нагреватель с тепло
изоляционным кожухом, отличающееся тем, что, с целью повышения эксплуатационной надежности и сокращения затрат на изготовление устройства, каждая подштамповая плита выполнена -в виде набора контактирующих между собой и обращенных торцами к штамповому инструменту призм из жаропрочной керамики, в каждой из которых размещен вдоль оси симметрии призмы нагревательный элемент, а на каждом конце каждой призмы расположена токоподводящая контактная пластина, соединённая с соответствующим концом нагревательного элемента и контактирующая с одной из упомянутых металлических прокладок шт 1мпово- го блока, при этом указанная прокладка электрически изолирована от дру- . гих деталей устройства, а все прокладки соединены с источником электрического тока.
2. Устройство по п. 1, отличаю щ е е с я тем, что нагревательные элементы объединены в группы, снабженные индивидуальными система1.ш терморегулирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изометрического дефор-МиРОВАНия | 1974 |
|
SU806225A1 |
| Устройство для горячего изотермического деформирования | 1987 |
|
SU1712052A1 |
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
| Инструментальный узел устройства для изотермической штамповки | 1982 |
|
SU1106572A1 |
| УСТРОЙСТВО ДЛЯ ИЗОТЕРМИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2004 |
|
RU2259901C1 |
| Установка для изотермического деформирования | 1987 |
|
SU1496892A1 |
| Устройство для изотермической штамповки | 1983 |
|
SU1144751A1 |
| УСТРОЙСТВО ДЛЯ ИЗОТЕРМИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 1989 |
|
SU1674430A1 |
| ТЕПЛОИЗОЛЯЦИОННАЯ ПОДУШКА ДЛЯ ШТАМПОВ | 2011 |
|
RU2455101C1 |
| Штамповый блок для изотермической штамповки | 1981 |
|
SU1006013A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям устройств для изотермического деформирования. Цель изобретения - повышение эксплуатационной надежности и сокращение затрат на изготовление устройства. В устройстве для горячего изотермического деформирования, содержащем опорные охлаждаемые плиты с штамповым блоком, состоящим из двух половин в виде пакетов из теплоизоляционной керамической плиты, подштамповой плиты с нагревателями, металлические прокладки и штамповый инструмент, а также боковой нагреватель и теплоизоляционный кожух, каждая подштамповая плита выполнена в виде набора призм из жаропрочной керамики. В каждой призме размещен нагревательный элемент. На торцах призм расположены токоподводящие контактные пластины, соединенные с концами нагревательного элемента. Все прокладки соединены с источником электрического тока. Нагревательные элементы объединены в группы, снабженные индивидуальными системами терморегулирования. Контроль и регулирование температуры осуществляется с помощью датчика температуры, например термопар, расположенных как в непосредственной близости от формообразующих поверхностей, так и в зоне расположения нагревателей. Удаление отштампованного изделия производится с нижней или верхней половины устройства. 1 з.п. ф-лы, 4 ил.
25 17
fj
19 2 3
ф1/г.1
15
т
««.2
| Устройство для изометрического дефор-МиРОВАНия | 1974 |
|
SU806225A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
