перемещении бабки, и сокращение вре- |мени переналадки станка. При враще- |нии планшайбы 3 с той же скоростью вращаются копир 12 и плита 16, За |счет наклона оси вращения плиты 16 гектор 11 совершает за каждый оборот планшайбы 3 возвратно-поступательные движения, в результате чего ширина пенточки фаски одинакова по всему lepHMeTpy. При радиальном перемещени
суппорта 4 к центру с той же скоростью перемещаются копирный палец 13 и ползун 15, чем обеспечивается.соответствующее уменьшение величины возвратно-поступательного движения сектора 11, что обеспечивает обработ- , ку фасок на скошенных торцах секторов различного диаметра с оптимальными режимами резания и высокой точностью фаски. 2 ил.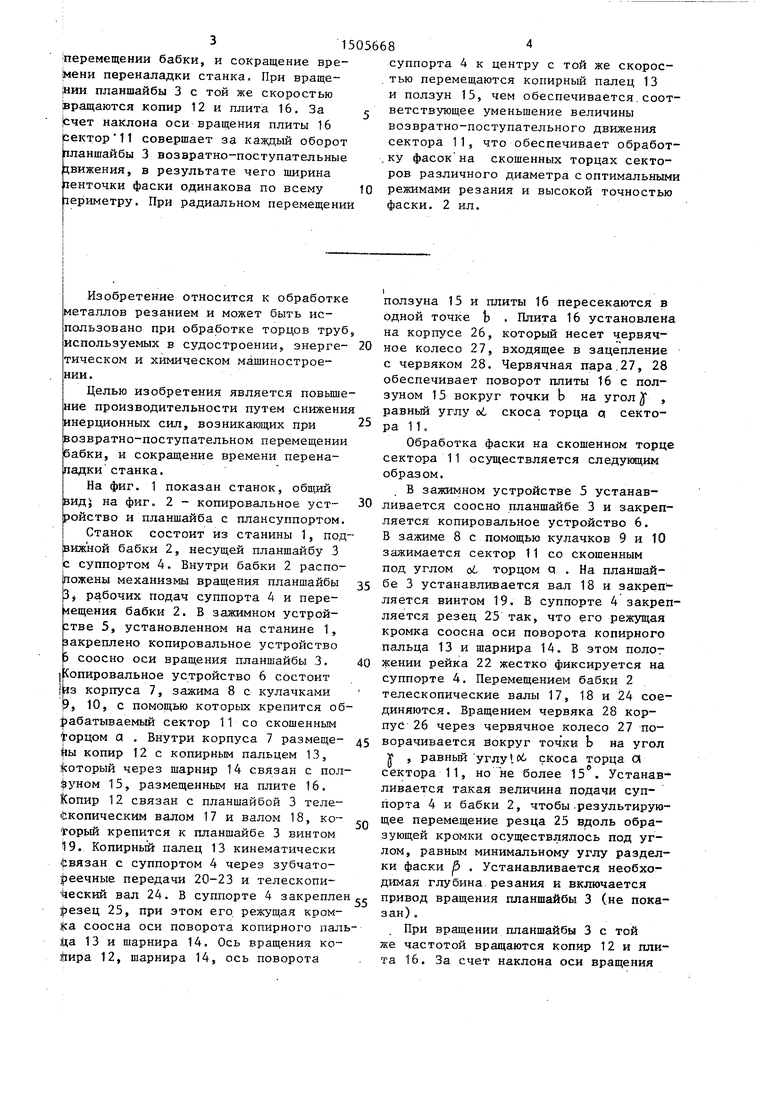
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| Станок для обработки концов труб | 1988 |
|
SU1576242A1 |
| Станок для обработки концов труб | 1983 |
|
SU1106600A1 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| Станок для обработки концов труб | 1986 |
|
SU1404202A1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| Копирное приспособление к продольно-строгальному станку для строгания винтовых фасонных поверхностей ротора воздуходувки | 1949 |
|
SU88515A1 |
| СТАНОК ДЛЯ СНЯТИЯ ФАСКИ | 1972 |
|
SU338313A1 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
| Станок для обработки кулачкового вала | 1979 |
|
SU1042961A1 |
Изобретение относится к обработке металловрезанием и может быть использовано при обработке торцов труб, используемых в судостроении, энергетическом и химическом машиностроении. Целью изобретения является повышение производительности путем снижения инерционных сил, возникающих при возвратно-поступательном перемещении бабки, и сокращение времени переналадки станка. При вращении планшайбы 3 с той же скоростью вращаются копир 12 и плита 16. За счет наклона оси вращения плиты 16 сектор 11 совершает за каждый оборот планшайбы 3 возвратно-поступательные движения, в результате чего ширина ленточки фаски одинакова по всему периметру. При радиальном перемещении суппорта 4 к центру с той же скоростью перемещаются копирный палец 13 и ползун 15, чем обеспечивается соответствующее уменьшение величины возвратно-поступательного движения сектора 11, что обеспечивает обработку фасок на скошенных торцах секторов различного диаметра с оптимальными режимами резания и высокой точностью фаски. 2 ил.
Изобретение относится к обработке металлов резанием и может быть использовано при обработке торцов труб используемых в судостроении, энерге- тическом и химическом машиностроении.
Целью изобретения является повьш1е ние производительности путем снижени инерционных сил, возникающих при возвратно-поступательном перемещении бабки, и сокращение времени перенападки станка.
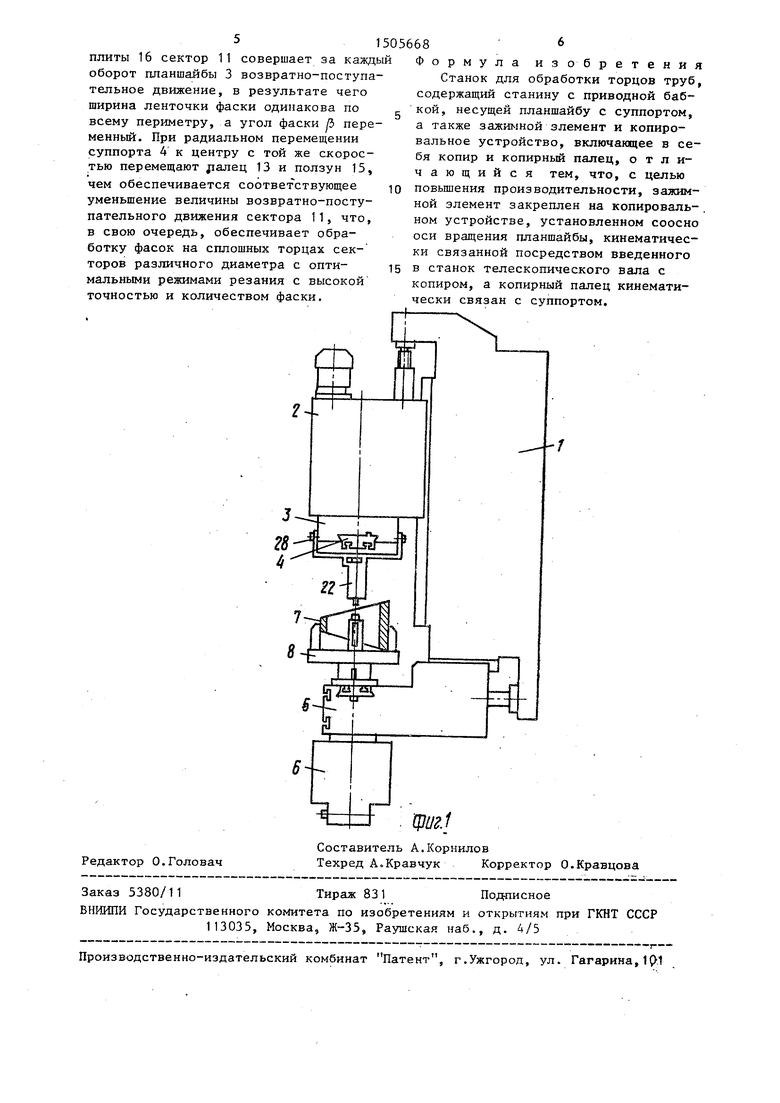
На фиг. 1 показан станок, общий вид5 на фиг а 2 - копировальное устройство и планшайба с плансуппортом.
Станок состоит из станины 1, подвижной бабки 2, несущей планшайбу 3 р суппортом 4. Внутри бабки 2 распо- пожены механизмы вращения планшайбы 3s рабочих подач суппорта 4 и перемещения бабки 2. В зажимном устройстве 5, установленном на станине 1, закреплено копировальное устройство 3 соосно оси вращения планшайбы 3. I Сопировальное устройство 6 состоит аз корпуса 7, зажима 8 с кулачками Э, 10, с помощью которых крепится об |)абатываемый сектор 11 со скошенным борцом а . Внутри корпуса 7 размеще- fiH копир 12 с копирным пальцем 13, |соторый через шарнир 14 связан с пол 15, размещенньм на плите 16. Копир 12 связан с планшайбой 3 теле- (Ькопическим валом 17 и валом 18, ко Юрьй крепится к планшайбе 3 винтом |9. Копирньгй палец 13 кинематически ||;вязан с суппортом 4 через зубчато- реечные передачи 20-23 и телескопи- 41вский вал 24. В суппорте 4 закрепле резец 25, при этом его режущая кром- а соосна оси поворота копирного пал 13 и шарнира 14. Ось вращения ко- йира 12, шарнира 14, ось поворота
0
5
0
5
з е
0
0
ползуна 15 и плиты 16 пересекаются в одной точке Ь . Плита 16 установлена на корпусе 26, который несет червячное колесо 27, входящее в зацепление с червяком 28. Червячная яара.27, 28 обеспечивает поворот плиты 16 с ползуном 15 вокруг точки b на уголJ , равный углу об скоса торца о сектора 1 Ь
Обработка фаски на скошенном торце сектора 11 осуществляется следукщим образом.
В зажимном устройстве 5 устанавливается соосно планшайбе 3 и закрепляется копировальное устройство 6. Б зажиме 8 с помощью кулачков 9 и 10 зажимается сектор 11 со скошенным под углом oi торцом q . На планшайбе 3 устанавливается вал 18 и закрепляется винтом 19. В суппорте 4 закрепляется резец 25 так, что его режущая кромка соосна оси поворота копирного пальца 13 и шарнира 14. В этом полог жении рейка 22 жестко фиксируется на суппорте 4. Перемещением бабки 2 телескопические валы 17, 18 и 24 соединяются. Вращением червяка 28 корпус 26 через червячное колесо 27 поворачивается Вокруг точки Ь на угол f , равньш углу .о скоса торца сх сектора 11, но не более 15 . Устанавливается такая величина подачи суппорта 4 и бабки 2, чтобы .результирующее перемещение резца 25 вдоль образующей кромки осуществлялось под углом, равным минимальному углу разделки фаски . Устанавливается необходимая глубина резания и включается привод вращения планшайбы 3 (не показан).
При вршцении планшайбы 3 с той же частотой вращаются копир 12 и плита 16. За счет наклона оси вращения
. №/
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
