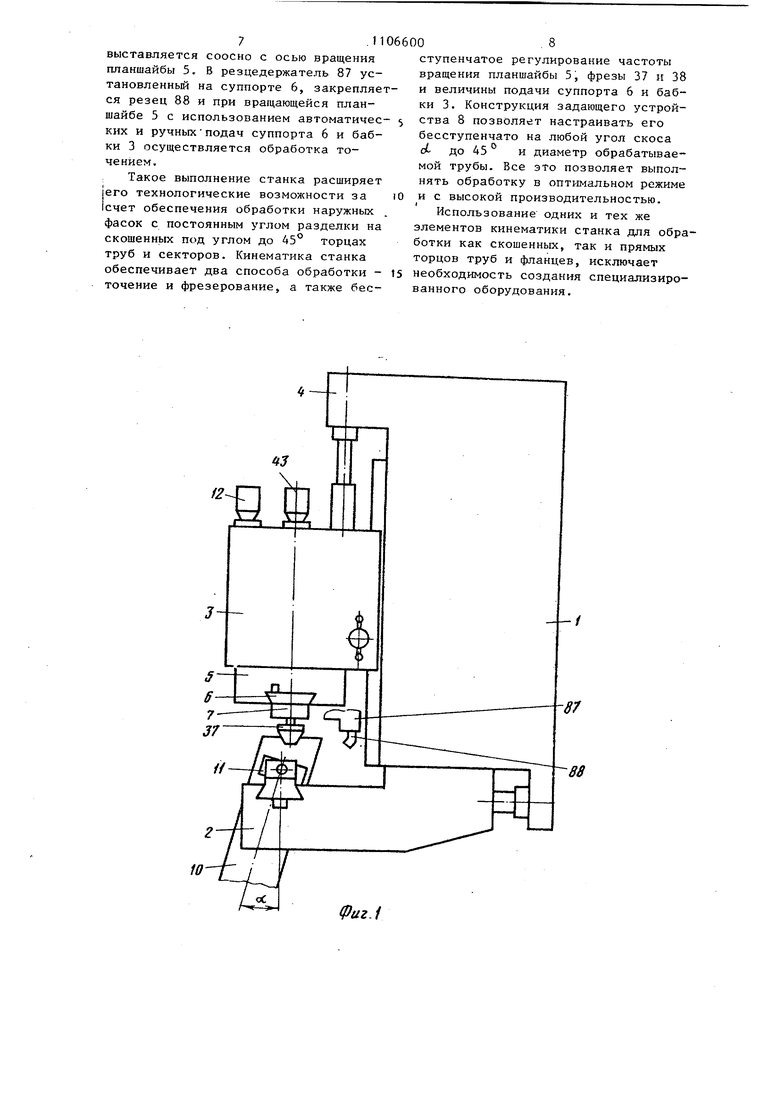
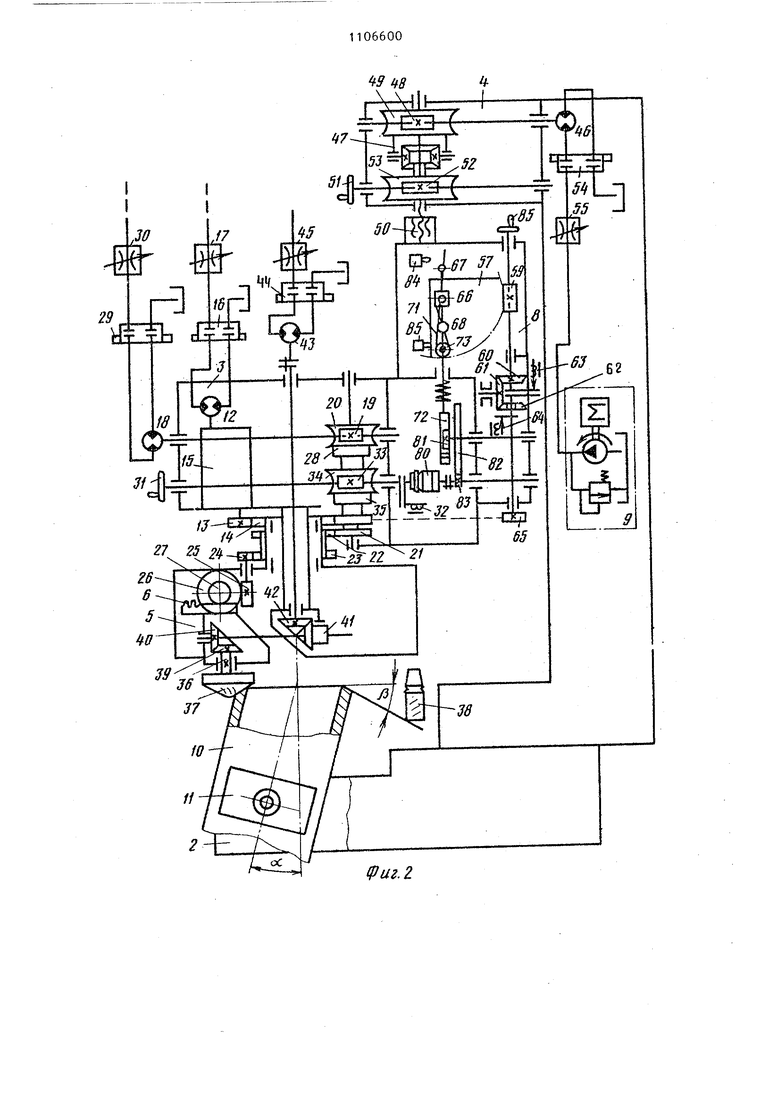
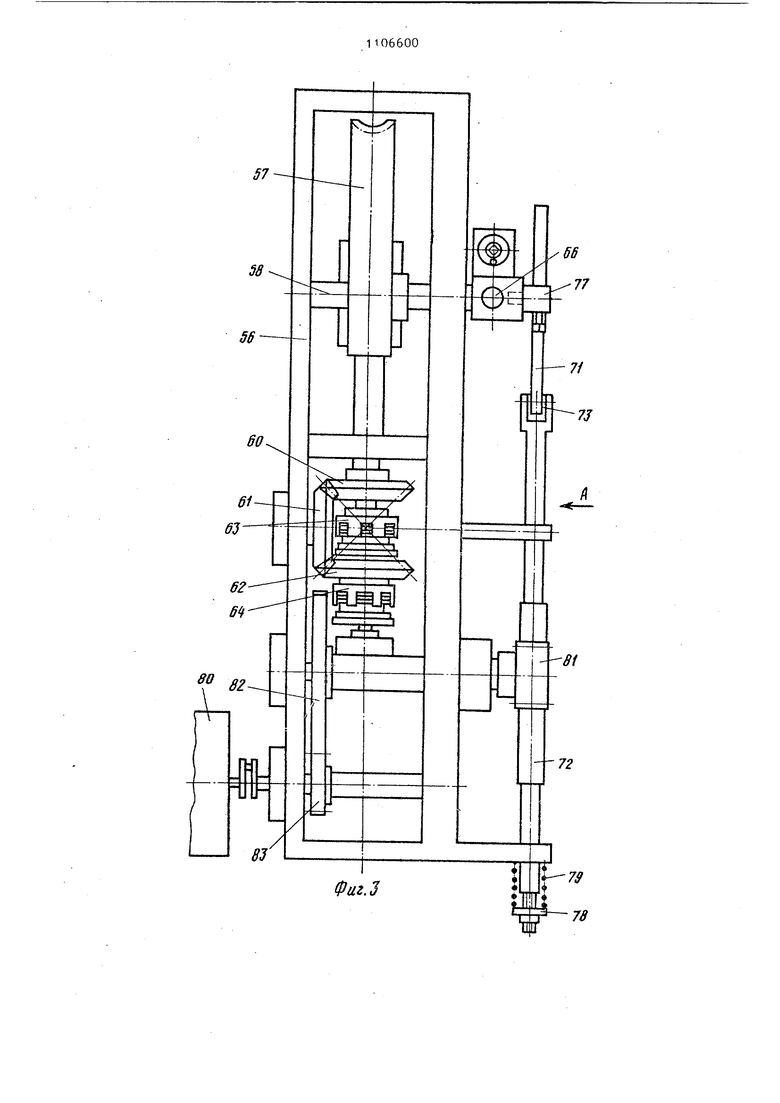
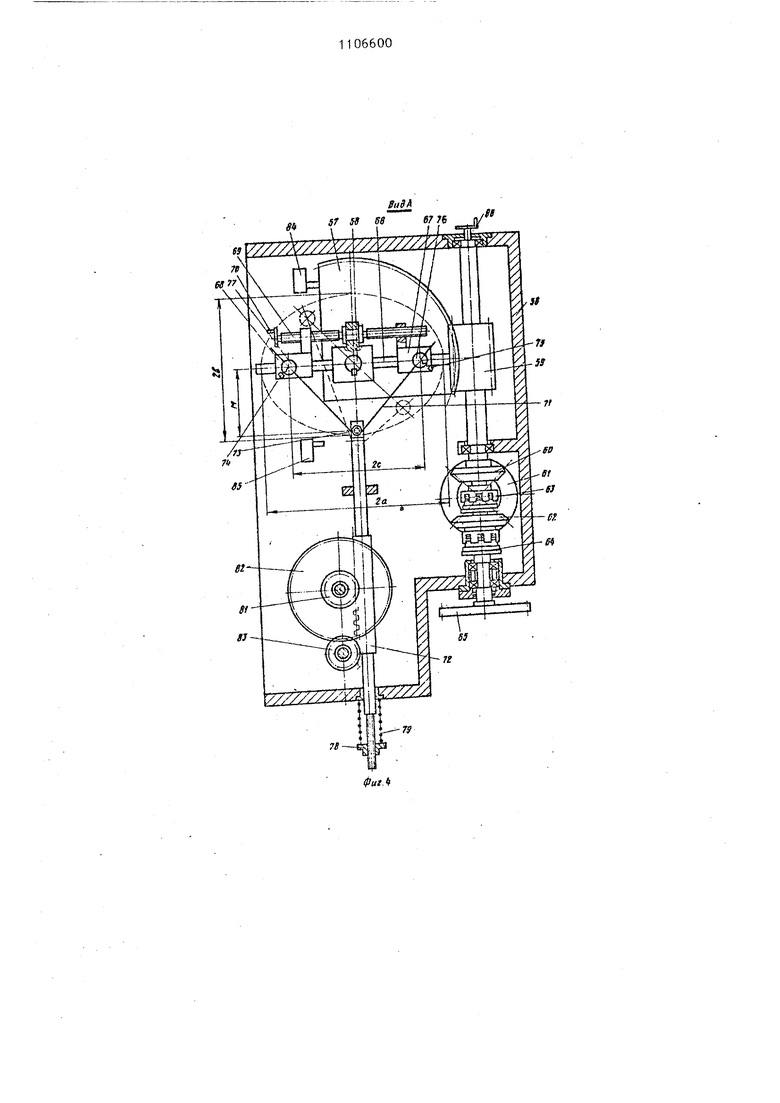
Изобретение относится к обработке металлов резанием, а именно к обработке концов труб под сварку, используемых в судостроении, энерге тическом и химическом машиностроени Известны устройства для обработк фасок на трубах, включающие планшай бу, перемещающийся по ш-аншайбе суп порт с инструментальной головкой и механизмы для закрепления Технологические возможности известных станков ограничены, так как они не позволяют производить, например, торцовку, расточку, проточку труб и фланцев. Известны станки для обработки концов труб, включающие размещенные на станине механизм для закрепл ния труб, установленную с возможностью перемещения бабку с планшайбой, несущей суппорт с инструментальной головкой. На станках осуществляется торцовка, расточка, проточка труб и фланцев, а также обработка наружных и внутренних фасок на торцах 21. Недостатком известных конструкци являются его ограниченные технологи ческие возможности, так как невозможна обработка фасок на торцах труб, скошенных под углом к оси тру бы с постоянным углом разделки по п риметру относительно плоскости скоса на поворотных трубах. Цель изобретения - расширение технологических возможностей станка путем обеспечения обработки фасок на торцах труб, скошенных под углом к оси трубы с постоянньи углом разделки по периметру относительно пло кости скоса. I Указанная цель достигается тем, что станок для обработки концов труб, включающий размещенные на стан не механизм для закрепления труб, установленную с возможностью перемещения бабку с пла.шайбой несущей суппорт с инструментальной головкой, снабжен закрепленным на бабк задающим механизмом, выполненным в виде установленного с возможностью поворота вокруг оси стержня, кинематически связанного с планшайбой, рас положенных на стержне на равном расстоянии от оси его поворота ползунов и кинематически связанной с су портом подпружиненной рейки, соедине ной посредством введенной в станок гибкой ленты с ползунами. Причем ползуны размещены на стержне с возможностью перемещения, а рейка снабжена установленным с возможностью перемещения роликом предназначенным для взаимодействия с гибкой лентой. Кроме того, в кинематическую связь между стержнем и планшайбой введены закрепленный на оси поворота стержня зубчатый сектор и связанные с ним реверсивная зубчатая передача и электромагнитные муфты, а станок снабжен расположенными под углом 180 друг к другу датчиками, предназначенными для взаимодействия с указанным сектором и электромагнитными муфтами. Введение задающего механизма обеспечивает обработку фаски на скощенных торцах. На фиг.1 представлен станок, общий ВИД, на фиг. 2 - кинематическая схема станкаJ на фиг.З - схема задающего механизма; на фиг.4 - вид А на фиг.З с условно убранной стенкой корпуса. Станок состоит из станины 1, механизма 2 дня закрепления трубы, установленной с возможностью перемещения бабки 3, механизма 4 подачи бабки 3, .планшайбы 5 с суппортом 6 и инструментальной головкой 7, задающего механизма 8. Насосная установка 9 расположена во внутренней полости станины 1. Механизм закрепления трубы 2 снабжен приводами (не показаны) закрепления горизонтального и вертикального перемещения трубы 10 для ее центровки относительно оси вращения планшайбы 5. Для закрепления трубы 10 и поворота ее на угол скоса d предназначены поворотные призмы 11, входящие в механизм 2 закрепления. Планшайба 5 установлена на бабке 3 и связана с гидромотором 12 через зубчаФую пару 13 и 14 и коробку скоростей 15. Для управления гидромотором 12 служит золотник 16 и регулятор расхода 17. На планшайбе 5 установлен суппорт 6, связанный с гидромотором 18 через зубчатые пары 19 - 27 и дифференциал 28. Гидромотор 18 служит приводом автоматических и ускоренных подач суппорта 6, а для управления гидромотором 18 предназначен золотник 29 и регулятор расхода 30. Суппорт 6 имеет ручной привод от рукоятки 31 при отключенной муфте 32 по цепи 33 и 34, дифференциал 35, пары 21-27. На суппорте 6 установлена инструментальная головка 7, в шпинделе 36 которой может быть установлена фреза 37, режущая часть которой выполнена под углом, равным углу разделки фаски /3 или цилиндрическая концевая фреза 38. Шпиндель 36 через шестерни 39-42 связан с гидромотором 43, для управ ления которым служит золотник 44 и регулятор расхода 45. Механизм подачи 4 бабки 3 жестко закреплен на станине 1 и содержит гидромотор 46, дифференциал 47, чер вячную пару 48 и 49 и винтовую пару 50. Рукоятка 51 предназначена для ручного перемещения бабки 3 через дифференциал 47, червя.чную пару 52, 53 и винтовую пару 50. Для управления гидромотором 46 предназначены золотник 54 и регулятор расхода 55. Задающий механизм предназначен для обеспечения переме щения режущего инструмента (фрезы) 3 по эллипсной траектории с бесступен чатым регулированием параметров обрабатываемых поверхностей. Задающий механизм 8 жестко закреплен на корпусе бабки 3 и содержит корпус 56, во внутренней полости которого расположен червячный сектор 57, установленный на валу 58 и связанный через червяк 59, реверс ный механизм, состоящий из конических шестерен 60-62 и электромагнит ных муфт 63 и 64, и шестерню 65 с з чатым колесом 14, установленным на планшайбе 5. На валу 58 (фиг.4) установлен стержень 66, на котором закреплены ползуны 67 и 68, связанные винтом 6 с рукояткой 70. Гибкая лента 71 пр назначена для связи рейки 72 с ползунами 67 и 68. Лента 71 опирается на ролик 73 и закреплена винтами 74 и 75 в поворотных головках 76 и. 77 установленных на ползунах 67 и 68. Гайка 78 предназначена для натяжения ленты 71 с помощью пружины 79. Рейка 72 через гидроусилитель крутящего момента 80 и дифференциал 35 по цепи 81-83-33 и 34, 21-27 связана с суппортом 6. Для управления электромагнитными муфтами 63 и осуществлякяцими реверсирование вращ ния червячного сектора 57 при его повороте на 90° во время вращения планшайбы 5, предназначены конечные выключатели 84 и 85.Рукоятка 86 предназначена для установки сектора 57 в исходное положение. Резцедержатель 87 (фиг.1) с рез-, цом 88 установлены на суппорте 6 и предназначены для механической обработки концов трубы 10 и фланцев (не показаны). Кинематика станка обеспечивает выполнение следующих операций: обработку фаски на скошенном торце трубы , или сектора; обработку наружной и внутренней фасок на торце трубы перпендикулярном к его оси; обработку привалочных поверхностей фланцев,приваренных к трубам. Операции выполняются как точением, так и фрезерованием. Обработка наружной фаски фрезерованием на скошенном торце трубы 10 осуществляется следующим образом. Труба 10 со скошенным торцом устанавливается в призмы 11 механизма зажима 2 и поворачивается на угол скоса cL , после чего закрепляется. С помощью приводов горизонтальной и вертикальной регулировки (не показаны) труба 10 центрируется относительно оси вращения планшайбы 5 таким образом, чтобы точка пересечения оси трубы 10 и оси вращения планшайбы 5 находилась в плоскости скоса и совпадала с центром эллипса, образованного пересечением плоскости с трубой под углом о . Настройка механизма 8 осуществляется следующим образом.Вращением рукоятки 86 стержень 66 устанавливается в положении, указанном на фиг.4. Электромагнитные муфты 63 и 64 при этом должны быть отключены. Ь)ьащением рукоятки 70 ползуны 67 и 68 устанавливаются на расстоянии 2с (фокусы эллипса), определяемом по формуле где 2а - большая ось эллипса, равная внутреннему диаметру обрабатываемой трубы D , умноженному на sin ot ,2a Dsinot) cL - угол скоса-, 2Ь малая ось эллипса, равная, внутреннему диаметру обрабатываемой трубы. Ролик 73, закрепленный на рейке 72, устанавливается на расстояние М, равное половине внутреннего диаметра обрабатываемой трубы 10, после чего натягивается лента 71 и фиксируется в головках 76 и 77 вин тами 74 и 75. Необходимое натяжение ленты 71 без изменения положения ролика 73 осуществляется гайкой 78, сжимающей пружину 79. Во время настройки рейки 72 электромагнитная муфта 32 должна быть отключена. Поворотом, планшайбы 5 ось фрезы 37 совмещается с малой осью эллипса. Вращением рукоятки 31 по цеп 33 и 34, 21-27 фреза 27 подводится трубе 10. Включаются электромагнитные муфты 32, 63 и 64. Регулятором расхода 45 устанавливается необходимая частота вращения фрезы 37 и золотником 44 вклю чается ее вращение от гидромотора 4 по цепи 42, 41, 40, 39. Регулятором расхода 17 устанавливается необходимая частота вращения (круговая подача) планшайбы 5 и золотником 29 включается ее вращение от гидромотора 12 по цепи 15, 13, 14. При вращении планшайбы 5 с той же скоростью по цепи 14, 65, 62, 61 60, 59, 57 начинает поворачиваться по часовой стрелке стержень 66 с по зунами 67 и 68 и лентой 71. Рейка 72 (фиг.4) под воздействие пружины 79 начинает перемещаться вниз. Это перемещение по цепи 72, 81-83 через гидроусилитель 80, дифференциал 35, передачи 33 и 34, 21-27 передается на суппорт 6, кото рый начинает перемещаться с той ж скоростью от центра планшайбы 5, В зультате этого фреза 37 перемещается по эллипсной траектории. При пов роте планщайбы 5 на 90°стержень 66 также поворачивается на 90°и занима положение, показанное на фиг.2. При Повороте червячного сектора 37 на 90° включается конечный выключатель 84, который отключает электромагнит ную муфту 64 и включает электромагнитную муфту 63, в результате чего стержень 66 начинает поворачиваться против часовой стрелки, а планшайба продолжает вращаться по часовой стр ке. В результате натяжения ленты 71 рейка 72 начинает перемещаться вверх и соответственно суппорт 6 вм те с фрезой 37 начинает пере мещаться к центру планшайбы 5. При повороте планшайбы 5 на следующие 90° червячным сектором 57 нажимается конечный выключатель 84 и цикл повторяется. Так как эллипс состоит из четырех симметричных частей, то для задания соответствующего перемещения инструменту используется только одна четвертая часть, что упрощает конструкцию задающего устройства. Осевая подача фрезы 37 может осуществляться гидромотором 46 по цепи 48 и 49, 47 и 50 или вручную рукояткой 51 по цепи 52 и 53, 47 и 50. Величина подачи устанавливается регулятором расхода 55.Обработка наружной фаски на скошенном торце может осуществляться и цилиндрической фрезой 38 И режиме копирования эллипсной траектории. Для этого фреза 38, установленная в шпиндель 36 инструментальной головки 7, с помощью |рукояток 31, 51 по цепям 33-35, |21-27, 52 и 53, 47 и 50 выводится в исходное положение. Регулятором расхода 17 устанавливается необходимая частота вращения планшайбы 5 (круговая подача) и регулятором 45 необходимая частота вращения фрезы 38. Регуляторами расхода 30 и 45 устанавливаются величины подачи суппорта 6 и бабки 3, осуществляемые гидромоторами 18 и 46 по цепям 19 и 20, 28, 21-27, 48 и 49, 47и 50. При этом отношение величины подачи суппорта 6 к величине подачи бабки 3 должно быть равно тангенсу угла разделки фаски /Ь . Во время вращения планшайбы 5 фреза 38 совершает возвратнопоступательные движения в радиальном направлении в режиме осуществления эллипсной траектории в соответствии с настройкой задающего устройства. Кроме этого, фреза 37 перемещается вдоль образующей фаски под углом /} , за счет одновременной подачи суппорта 6, осуществляемой гидромотором 18 и бабки 3, осуществляемой гидромотором 46. Для обеспечения достаточной точности перемещения и соответственно точности обработки зазоры в цепи подач суппорта 6 должны быть минимальными . Для обработки наружной и внутренней фасок на торцах труб, перпендикулярных к оси трубы и обработки привалочных поверхностей фланцев, приваренных к трубам, отключаются электромагнитные муфты 32, 63 и 64, труба 10
выставляется соосно с осью вращения планшайбы 5. В резцедержатель 87 установленньй на суппорте 6, закрепляется резец 88 и при вращающейся планшайбе 5 с использованием автоматических и ручныхподач суппорта 6 и бабки 3 осуществляется обработка точением.
Такое выполнение станка расширяет его технологические возможности за счет обеспечения обработки наружных . фасок с постоянным углом разделки на скошенных под углом до А5° торцах труб и секторов. Кинематика станка обеспечивает два способа обработки - 15 точение и фрезерование, а также бесступенчатое регулирование частоты вращения планшайбы 5, фрезы 37 п 38 и величины подачи суппорта 6 и бабки 3. Конструкция задающего устройства 8 позволяет настраивать его бесступенчато на любой угол скоса 0 до 45 ° и диаметр обрабатываемой трубы. Все это позволяет выполнять обработку в оптимальном режиме
и с высокой производительностью. t
Использование одних и тех же элементов кинематики станка для обработки как скошенных, так и прямых торцов труб и фланцев, исключает необходимость создания специализированного оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| Станок для обработки концов труб | 1988 |
|
SU1576242A1 |
| Станок для обработки торцов труб | 1987 |
|
SU1505668A1 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| Универсальный станок для обработки труб | 1981 |
|
SU986546A1 |
| Станок для обработки концов труб | 1986 |
|
SU1404202A1 |
| Станок для обработки секторов сварных отводов трубопроводов | 1978 |
|
SU764872A1 |
| Станок для нарезания зубчатых колес | 1987 |
|
SU1563871A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
1. СТАНОК ДЛЯ ОБРАБОТКИ КОНЦОВ ТРУБ, включающий размещенные на станине механизм для закрепления труб, установленную с возможностью перемещения бабку с планшайбой, несущей суппорт с инструментальной головкой, отличающийся тем, что, с целью расширения технологических возможностей станка путем обеспечения обработки фасок на торцах труб, скошенных под углом к оси трубы с постоянным углом разделки по периметру относительно плоскости скоса, станок снабжен закрепленным на бабке задающим механизмом, выполненным в виде установленного с возможностью поворота вокруг оси стержня, кинематически связанного с планшайбой, расположенных на стержне на равном расстоянии от оси его поворота ползунов и кинематически связанной с суппортом подпружиненной рейки, соединенной посредством введенной в станок гибкой ленты с ползунами. 2.Станок по п.1, отличающий с я тем, что ползуны размещены на стержне с возможностью перемещения, а рейка снабжена установленным с возможностью перемещения роликом, предназначенным для взаимодействия с гибкой лентой. 3. Станок ПОП.1, отличаю- j щ и и с я тем, что в кинематическую (Л связь между стержнем и планшайбой введены закрепленный на оси поворота стержня зубчатый сектор и связанные с ним реверсивная зубчатая передача и электромагнитные муфты, а станок снабжен расположенными под углом 180° друг к другу датчиками, предназначенными для взаимодействия Од с указанным сектором и злектромагнитФ ными муфтами.
10
17
r . 4f
41nb
Фиг.г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для фрезерования фасок на трубах | 1981 |
|
SU952474A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНЦОВ ТРУБ | 1971 |
|
SU411943A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
