ф{/е. J
Изобретение относится к машиностроению и может быть использовано в различных отраслях для абразивной обработки всевозможных .деталей.
Целью изобретения является расширение технологических возможностей за счет обеспечения обработки плоских поверхностей,
На фиг.1 изображены кинематическая схема устройства и положение инструмента при обработке средним кругомJ на фиг.2 - то же, при обработке крайним левым кругом; на фиг.З - то же, крайним правым кругом.
Устройство содержит П-образную раму 1, в которую установлен шпиндель инструмента 2, позволяющий установить три абразивных круга 3 различной зернистости. На раме 1 смонтирован электродвигатель 4 привода шпинделя инструмента 2. Середина, верхней перекладины рамы 1 шар- нирно соединена со штоком 5, кото- рьй имеет возможность продольного перемещения благодаря его кинематической связи с электродвигателем 6. Гидроцилиндр 7 связывает П-образную раму 1 с рычагом 8, жестко установленным на штоке 5, Обрабатываемая деталь 9 закреплена на столе 10, который .имеет возможность продольного и поперечного перемещений.
Устройство работает следующим образом.
.После приведения во вращение абразивного инструмента 3, с помощью электродвигателя 4, производят перемещение штока 5, посредством электродвигателя 6, до контакта абразивного круга с обрабатьшаемой деталью 9, которая получает продольное и поперечное перемещения. После осуществления черновой обработки внутренним кругом абразивный .инструмент 2 отводится в исходное положение. Затем ГИДРО1ЩЛИНДР 7 наклоняет П-образную раму 1 на угол, при котором
поверхность, контакта крайнего левого круга 3 параллельна поверхности обрабатываемой детали 9. Электродвигатель 6 перемещает абразивный инструмент 2 до контакта с деталью 9 и производится обработка. При обработке правым кругом наклон рамы 1 производится в противоположную сто- рону. в процессе работы стол 10 с закрепленной на нем деталью 9 получает продольное и поперечное перемещения .
Формула изобретения
1.Способ шлифования, при котором абразивные круги с различными диаметрами и зернистостью располагают
на шпинделе и сообщают ему вращательное и поступательное перемещения, отличающийся тем, что, с цепью расширения технологических возможностей за счет обесп ечения обработки плоских поверхностей, берут три круга, крайние из которых - с конической рабочей поверхностью, располагают большим основанием к центральному кругу, а
положение оси шпинделя последовательно меняют поворотом его до совпадения образующей каждого конуса с обрабатьшаемой поверхностью.
2,Устройство для шлифования, содержащее станину, узел крепления деталей с механизмом ее относительного перемещения, шпиндель инструмента, смонтированньш в П-образной раме, несущей его привод, отличающееся тем, что устройство снабжено шарнирно установленным на П-образной раме штоком с жестко закрепленным на нем рычагом, при этом шток смонтирован с возможностью осевого перемещения, а рычаг шарнирно связан с корпусом введенного в устройство гидроцилиндра, шток которого щарнирно соединен с упомянутой рамой.
f ОО
N
fe
NN N N N V
Л2О о
NNNNNNNNNNNN N NNN
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальная тележка рельсошлифовального поезда | 2023 |
|
RU2833447C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200083C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ПОНИЖАЮЩЕГО ТЕМПЕРАТУРУ ШЛИФОВАНИЯ | 2001 |
|
RU2199429C1 |
| СПОСОБ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1997 |
|
RU2123924C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 1998 |
|
RU2146604C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ СБОРНЫМ ПРЕРЫВИСТЫМ КРУГОМ | 1998 |
|
RU2155662C2 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177867C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ЛЕПЕСТКОВЫМИ КРУГАМИ | 2003 |
|
RU2241588C1 |
| Станок для шлифования плоских поверхностей деталей | 1988 |
|
SU1602710A1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2211754C1 |

Изобретение относится к машиностроению и может быть использовано для абразивной обработки различных деталей. Целью изобретения является расширение технологических возможностей за счет обработки плоских поверхностей. На шпинделе размещают три абразивных круга 3 различной зернистости, крайние из которых (конические) установлены большим основанием к центральному кругу. При вращении шпинделя с инструментами и относительном движении детали обработку ведут сначала черновым центральным кругом, после чего П-образную раму с помощью гидроцилиндра 7 наклоняют и производят обработку конусным получистовым кругом, а при наклоне в противоположную сторону производят окончательную обработку чистовым конусным кругом. 2 с.п.ф-лы, 3 ил.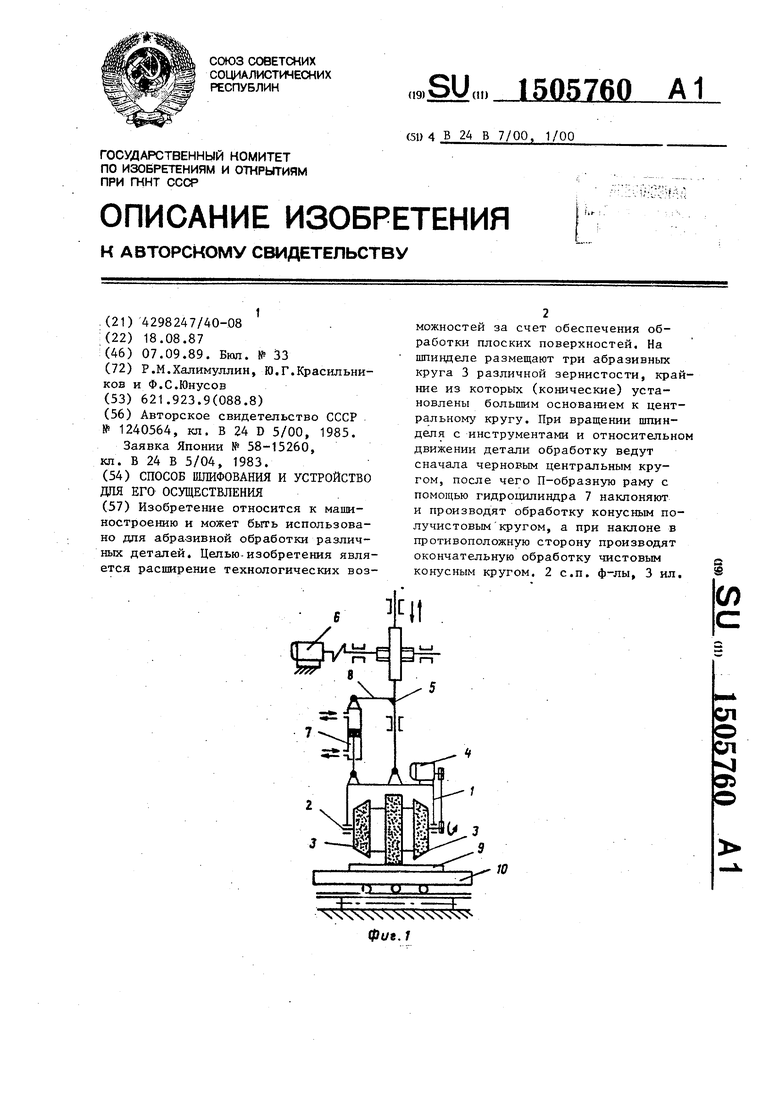
Фиг. 2
Составитель А.Дроздецкий Редактор Н.Бобкова Техред А.КравчукКорректор М.Самборская
Заказ 5381/16
Тираж 662
ВНИИПИ Государственного комитета по изобретенийм и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
фик.З
Подписное
| Абразивный инструмент | 1985 |
|
SU1240564A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
