111
сл
31505761
па цангн, закрепленный на оправке 22, образуя с ней камеру разрежения , 107. Оправка 22 установлена с воз- южностью осевого перемещения отно- рительно штанги 12, смонтиро.ванной на роторе станка. Оправка и штанга эбразуют камеру нагнетания 105. Для крепления линзы в камеру нагнетания 105 подается сжатый воздух. Оправка 10 22 с корпусом -32 подается к загрузочному лоткуJ деталь попадает в цангу, после подключения вакуума к камере разрежения 107 через отверстие 108 фиксируют деталь. Стравливанием сжатого воздуха из камеры нагнетания 105 оправка с корпусом под действием пружины 43 возвращается в исходное положение. После этого вращением ротора станка деталь подается в зону обработки. 6 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ | 2004 |
|
RU2268108C1 |
| Устройство для автоматического позиционирования рабочего органа металлорежущего станка | 1985 |
|
SU1284711A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774195C1 |
| Способ электроэрозионной обработки направляющего отверстия в корпусе распылителя | 2022 |
|
RU2797663C1 |
| Способ роторной двусторонней обработки сферических поверхностей | 1986 |
|
SU1530415A1 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Электродный блок для электрохимической обработки кольцевых канавок в отверстии трубчатой заготовки с винтовым зубчатым профилем | 2022 |
|
RU2784617C1 |
| Станок для обработки сферических поверхностей деталей | 1981 |
|
SU1006173A1 |


Изобретение относится к технологии обработки оптических деталей и может быть использовано в приборостроении при изготовлении линз. Цель изобретения - автоматизация процесса крепления заготовок линз без блокировки при их двусторонней обработке на роторных станках. Узел крепления содержит упругий корпус 32 типа цанги, закрепленный на оправке 22, образуя с ней камеру разрежения 107. Оправка 22 установлена с возможностью осевого перемещения относительно штанги 12, смонтированной на роторе станка. Оправка и штанга образуют камеру нагнетания 105. Для крепления линзы в камеру нагнетания подается сжатый воздух. Оправка 22 с корпусом 32 подается к загрузочному лотку, деталь попадает в цангу, после подключения вакуума к камере разрежения 107 через отверстие 108 фиксируют деталь. Стравливанием сжатого воздуха из камеры нагнетания 105 оправка с корпусом под действием пружины 43 возвращается в исходное положение. После чего вращением ротора станка деталь подается в зону обработки. 6 ил.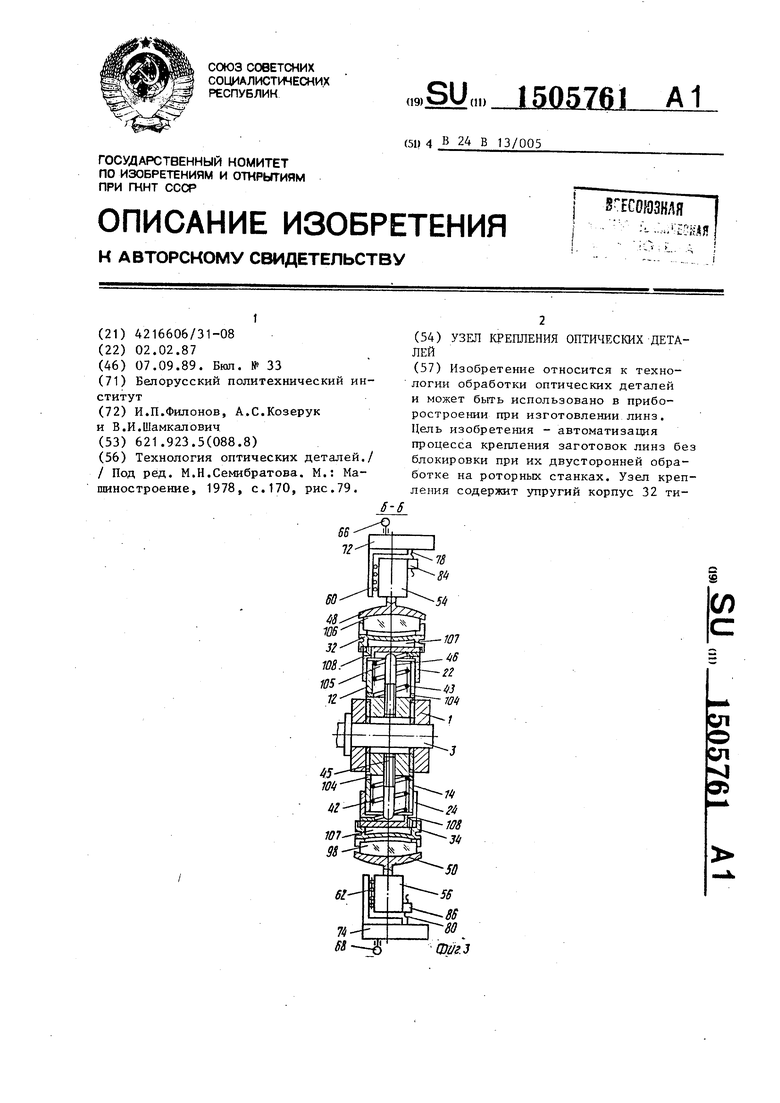
Изобретение относится к технологии обработки оптических деталей и может быть использовано в приборо
строении при изготовлении линз.
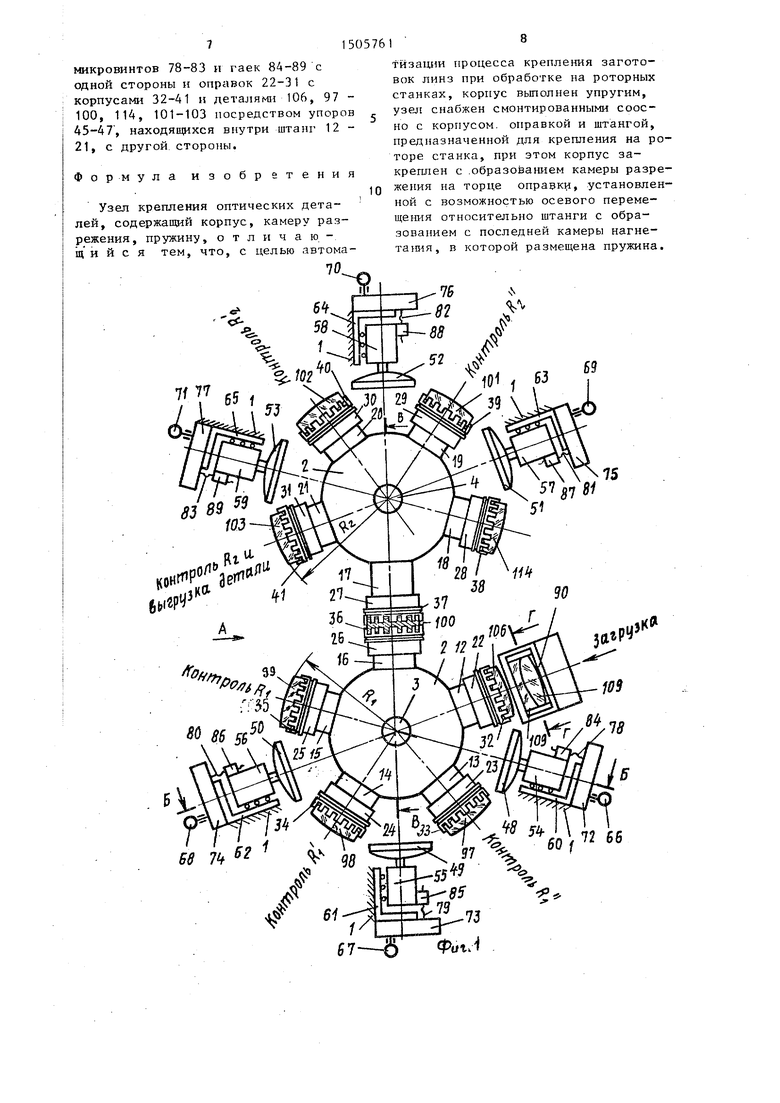
Целью изобретения является автоматизация процесса крепления заготовок без блокировки при обработке на роторных станках. I На фиг.1 показана общая схема |расположения узла крепления линз на основании роторного станка;на фиг.2- вид А на фиг,1; на фиг.З - разрез Б-Б на фиг. 1; на фиг.4 - разрез В-В |на фиг. 1;на фиг.5-разрез Г-Г на фиг . 1; на фиг .6 - разрез Д-Д на фиг .5 Роторный станок, на котором ус- |тановлен предлагаемый узел крепле- 1ния деталей, состоит из основания |1, барабанов 2, закрепленных на вер- |тикальных осях 3 и 4, которые связа- 1ны с электродвигателем 5 посредст- JBOM шестерен 6 и 7 мальтийского механизма 8, 9 и шестерен 10 и 11. Барабаны 2 имеют по пять гнезд под ;штанги 12-21 станка. На конце штанг установлены оправки 22-31 с упру- :гими корпусами 32-41 типа цанг. Внут ри каждой штанги имеются пружины 42 ;44 и упоры 45-47 (фиг.З и 4).
Обрабатывающие инструменты 48-53 со сферической рабочей поверхностью приводятся во вращение от злектро- двигателей 54-59, которые установлены на направляющих 60-65, закреплен- ньк на основании 1, и связаны с электродвигателями 66-71 посредством редукторов 11-11 винтов 78-83 и гаек 84-89.
Загрузочный лоток 90 состоит из
ограничителя 91, призматической де- Фали 92, пружин 93-95 и направляю- щей пластины 96. Обрабатываемые де0
5
0
5
0
5
тали 97-99 (фиг.1) показаны в положениях, сортв.етствующих контролю ра-; диуса R. Обрабатьшаемая деталь
100 показана в положении, соответствующем передаче ее из корпуса 36 в корпус 37. Обрабатываемые детали 101-103 показаны в положениях, соответствующих контролю радиуса R, при этом позиции контроля детали 103 совмещены с выгрузкой.
Штанги 12-16 снабжены отверстиями 104 (фиг.З), через которые в камеру 105 подается сжатый воздух, обеспечивающий контакт корпуса 32 с деталью 106 в загрузочной позиции .
Корпуса 32-36 снабжены камерами 107 разрежения, а оправки 22-26 - отверстиями 108.
Обрабатываемые детали 109 загружаются в загрузочном лотке 90, с которым периодически совпадают корпуса 22-26. Итанги 17-21 (фиг.1 и 4) снабжены камерами 110 нагнетания и отверстиями 111, а корпуса 37-41 - камерами 112 разрежения и отверстиями 113, соединенными с вакуумным насосом (на фиг.1-4 не показан).
Роторный станок с предлагаемым узлом крепления деталей работает сле- дуюш|им образом,
Вращение от электродвигателя 5 .передается через шестерни 10 и 11 ведущему звену 8 мальтийского механизма, периодическое вращение ведомого звена 9 которого передается шестерням 6 и 7 и от них барабанам 2, Последние не вращаются в момент нахождения штанг 12-16 соответственно напротив отверстия загрузочного лотка 90 в положениях Контроль R/ , Контроль R и Контроль R/ , в
которых проводится контроль первой поверхности обрабатываемых деталей 97-99, а также при передаче детали ; 100 с обработанной первой поверхностью на обработку второй поверхности, а штанг 17-21 соответственно в положениях приема детали 100 Контроль R, Контроль Rj и Контроль Rj, в которых проводится контроль второй поверхности обрабатьюа- емых деталей 101-103. При этом через отверстие 104 в камеру 105 нагнетания подается сжатьш воздух, в результате чего оправка 22 вместе с корпусом 32 смещается в сторону отверстия загрузочного лотка 90. Надавливая на призматическую деталь 92 и ограничитель 91 и смещая их соответственно в горизонтальном и вертикальном направлениях, корпус 32 вступает в контакт с деталью 106 и после -подключения вакуума к камере 107 разрежения через отверстие
20 лении к оси 4 и занимает исходное положение для обработки второй по верхности детали, а освободившийс корпус 36 переводится к отверстию загрузочного лотка 90, фиксирует
108 фиксирует эту деталь. Стравлива- 25 новую деталь, цикл по обработке
нием сжатого воздуха с камеры 105 нагнетания оправка 22 с корпусом 32 и деталью 106 под действием пружины 43, а также призматическая деталь 92 под действием пружин 93 и 94 и ограничитель 91 под действием пружины 95 возвращаются в исходное положение, а на место детали 106 в загрузочный лоток поступает деталь 109. Вращением барабана 2, которое передается от электродвигателя 5 через шестерни 11 и 10, мальтийский -механизм 9, 8, шестерни 6, 7 и ось 3, деталь подается в зону обработки вращающимся сферическим инструментом 48 и проходит ее с определенной угловой скоростью,-после чего обработанная поверхность принимает форму сферы радиусом R.
IIf/
R, + iR, , где uR, - припуск на обработку детали инструментами 49 и
в пезо
первой поверхности повторяется.
При обработке второй поверхнос деталь с определенной угловой ско ростью проходит сперва зону враща щегося вокруг своей оси инструмен
51 и приобретает радиус + iR -
R
R.
35
40
, где uR2 - припуск на обр ботку второй поверхности детали и струментами 52 и 53, который контролируется в положении Контроль R. Затем деталь подается в. зону обработки инструментом 52, приобр тает радиус R4 R + flRj припуск на обработку второй повер ности детали инструментом 53, кот рый контролируется в положении К
роль R,
и поступает на обработк
инструментом 53, где получает око чательный радиус R. После контро
радиуса R в положении Контроль деталь выгружается, что осуществл ется соединением камеры разрежени атмосферой, а освободившийся корпус переводится для приема новой
Настройка станка на получение требуемых радиусов кривизны R , R
Т 1 D ( тп t rr
R. и Ri
RJ
n jn., 14., 1Ч.2 обрабатываемых ,, талей производится радиальными см щениями инструментов 48-53 с элек тродвигателями 54-59 по направляю щим 60-64 посредством электродвигателей 66-71, редукторов 72-77,
Передача детали на обработку второй поверхности происходит следующим образом. Подачей сжатого воздуха в камеру 110 нагнетания через отверстие 111 оправка 27 вместе с корпусом 37 смещается в радиальном направлении в сторону детали 100. После i эн- такта с деталью 100 корпус 37 фиксиРУ6Т ее, что осуществляется соединением камеры 112 разрежения с вакуумным насосом через отверстие 113. Соединением камеры 107 разрежения с атмосферой деталь 100 освобождается от крепления корпусом 36, после чего стравливанием сжатого воздуха с камерой 110 нагнетания оправкч 27 с корпусом 37 и деталью 100 под действием пружины 44 смещается в направлении к оси 4 и занимает исходное положение для обработки второй поверхности детали, а освободившийся корпус 36 переводится к отверстию загрузочного лотка 90, фиксирует
новую деталь, цикл по обработке
о
первой поверхности повторяется.
При обработке второй поверхности деталь с определенной угловой скоростью проходит сперва зону вращающегося вокруг своей оси инструмента
51 и приобретает радиус + iR -
R
R.
5
0
, где uR2 - припуск на обработку второй поверхности детали инструментами 52 и 53, который контролируется в положении Контроль R. Затем деталь подается в. зону обработки инструментом 52, приобретает радиус R4 R + flRj - припуск на обработку второй поверхности детали инструментом 53, который контролируется в положении Контроль R,
и поступает на обработку
инструментом 53, где получает окончательный радиус R. После контроля
радиуса R в положении Контроль R деталь выгружается, что осуществляется соединением камеры разрежения с атмосферой, а освободившийся кор. пус переводится для приема новой
° обработке второй поверхности повторяется,
° обработке второй поверхности повторяется,
Настройка станка на получение требуемых радиусов кривизны R , ,
Т 1 D ( тп t rr гт
R. и Ri
RJ
n jn., 14., 1Ч.2 обрабатываемых де- талей производится радиальными смещениями инструментов 48-53 с электродвигателями 54-59 по направляющим 60-64 посредством электродвигателей 66-71, редукторов 72-77,
микровинтов 78-83 и гаек 8А-89 с одной стороны н оправок 22-31 с корпусами 32-41 и деталями 106, 97 - 100, 114, 101-103 посредством упоров 45-47, находящихся внутри штанг 12 - 21, с другой стороны.
Формула изобретения
Узел крепления оптических деталей, содержащий корпус, камеру разрежения, пружину, отличающийся тем, что, с целью автома -а
- .ь
о1
%.
7f 77
рнгЯР Зе
Фиг.
Тйзагу1И процесса крепления заготовок линз при обработке на роторных станках, корпус выполнен упругим, узел снабжен смонтированными соос- но с корпусом, оправкой и штангой, предназначенной для крепления на роторе станка, при этом корпус закреплен с .образованием камеры разрежения на торце оправки, установленной с возможностью осевого переме- ще1шя относительно штанги с образованием с последней камеры нагнетания, в которой размещена пружина.
6
бб
1
X
te
1505761
ВидА
1-- .5
1
If
Фаг. 2
ч :; VvM
tee
| Технология оптических деталей./ / Под ред | |||
| М.Н.Семибратова | |||
| М.: Машиностроение, 1978, с.170, рис.79. |
