ел
со о
СП
Изобретение относится к технологии обработки оптических деталей и может быть использовано в приборостроении при изготовлении оптических ликз.
Целью изобретения является повышение производительности обработки оптических деталей с неконцентрическими сферическими поверхностями.
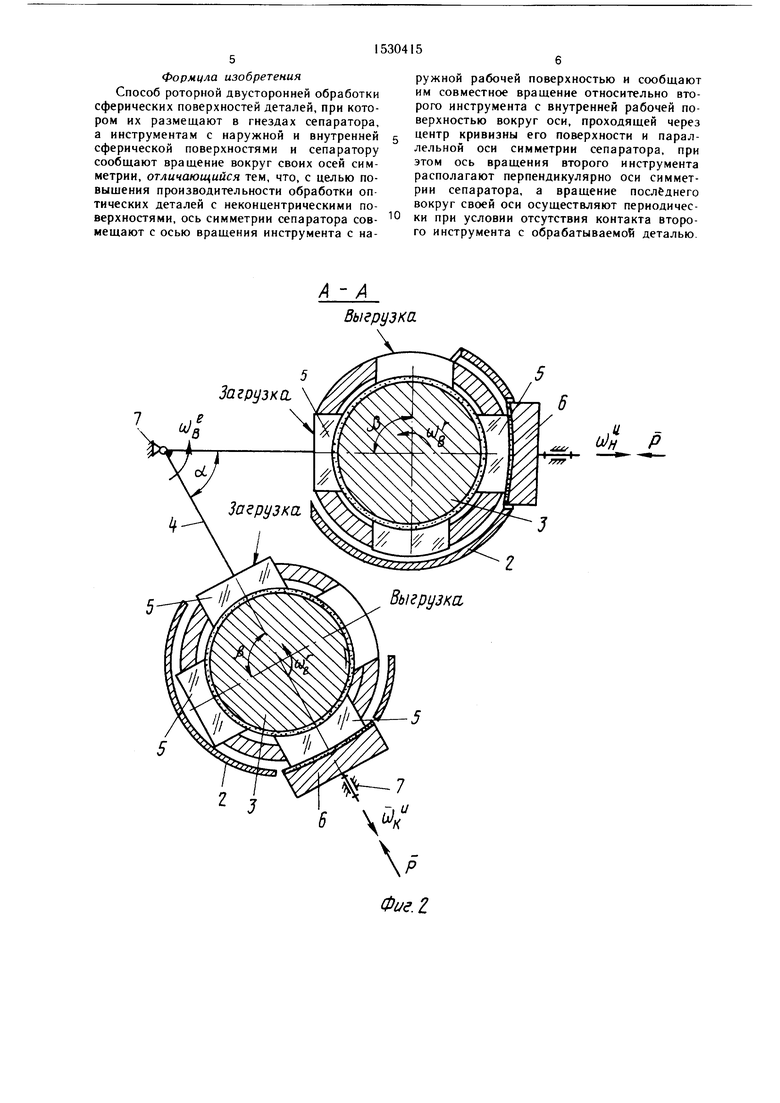
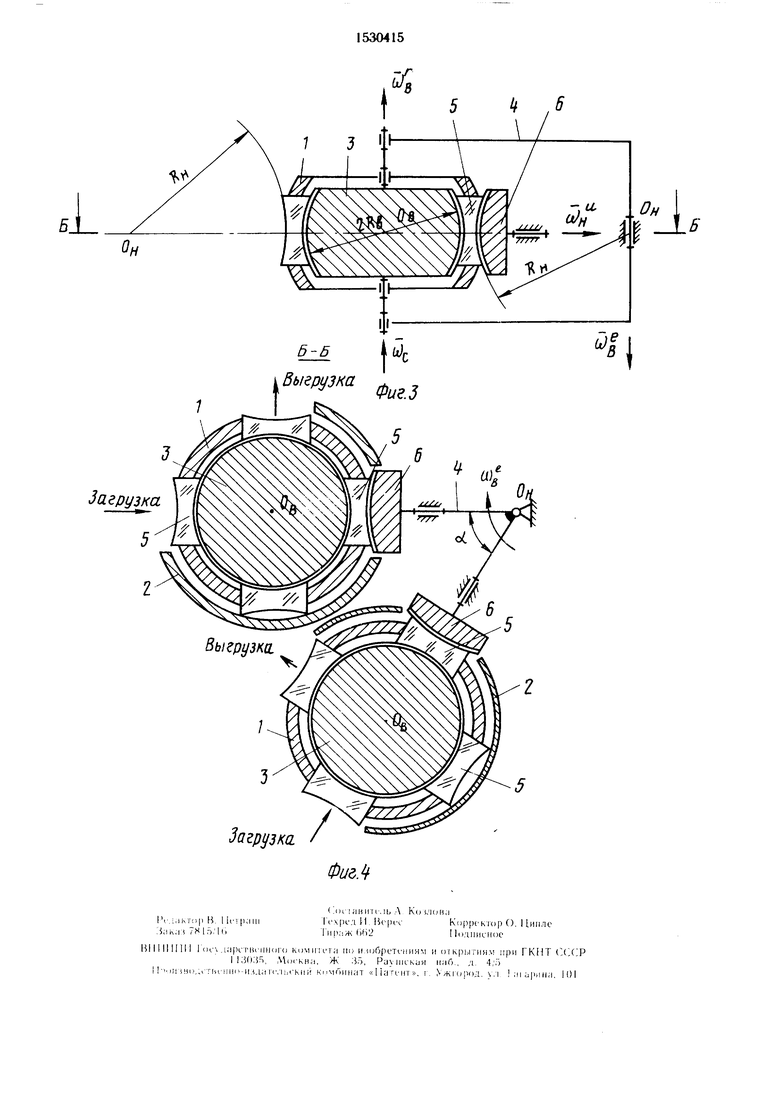
На фиг. 1 представлена схема, поясняю- оаая способ роторной двусторонней обработ ки сферических поверхностей оптических деталей с неконцентрическими выпукло-вогнутыми поверхностями; на фиг. 2 -- разрез А-А на фиг. 1; на фиг. 3 - схема, поясняющая способ роторной двусторонней обработки двояковогнутых сферических поверхностей; на фиг. 4 - разрез Б-Б на фиг. 3.
Для осуществления cnoccjoa сепаратор 1, корпус 2, инструмент 3 для обрайотки внутренней поверхности радиуса Rg устанавливают споено, например, на вращанидемся ба- 1)абане 4. При том i-enapaiop 1 и инстру- .мент 3 вращают в(жру| собственной оси симметрии со скоростью „„ и 17) относительно неподвижного корпуса 2, имеющего отверстие, расположенное гак, что обрабатываемые детали 5, расположенные и гнездах сепаратора I, коктакгируюг через это отверстие с рабочей поверхностью второго инструмента 6. Таким образом, в ращение барабана 4 со скоростью u,g пг)воляг е;;- .)в;пь вращение внугреннею инс ;у , ieri- та 3 с переносной скоростью (Г) и относительной (ГЛ Врапхение инструмента 3 со скоростью |,) является главным движением при обработке внутренней поверхности дета- , 1И 5. Вращение барабана 4 со ско)остью (,1 является движением подачи при обработке ||а)ужно{1 ||оис)мк)сти HM . i. iii .). . jaisiibiM движением при о6раб1)тке наружной ;1оверх- иости является вращение инсг1)умента 6 со скоростью i7i;.
Транспортиров;)иио обрабаг.ываемых де- талей 5 (перемещение их в шбочую зону между вращающимися инстру.ментами 3 и 6 и в зоны загрузки, выгру;1ки) обеспечивается при враще1П1и сепаратора 1. С :,г1)й це- , 11)Ю сепаратор 1 вращают I o ско 1остью ,о. периодически при отсутствии контакта детали 5 с инструментом 6. Загрузка дета- , 1И 5 осуществляется в гнездо сепаратора I в с,1учае расположения его противоположно инструменту 6, выгрузкапри повороте
сепаратора 1 на один шаг, опреде.тяемый количеством его гнезд. Так, при н,ч.:1ичии четырех г eзд (фиг. 2) - на 9() Таким образом, скорости вращения барабана 4 (о „ и сепаратора 1 ш, выбирают из условия полной обработки внутренней и наружной поверхностей детали 5 при гювсфоте бараба- на 4 на один таг (на уго.ч ct), определяемый количеством сепараторов 1 и инструментов 3, установленных на нем. Выбор ра
5
5
0
-
0 5
0
5
5
ционального сочетания этих скоростей определяется из условия обеспечения одинаковых путей трения (интенсивности износа) ь зонах контактах внутренней и наружной обрабатываемых поверхностей с соответствующими инструментами. Скорости вращения барабана jjg и сепаратора шс устанавливают также из тех соображений, чтобы за время поворота сепаратора 1 на один шаг (на угол , фиг, 2) при выходе детали 5 из зоны контакта с инструментом 6 барабан 4 повернулся также на один шаг (на угол а) и следующая деталь 5 оказалась перед следующим инструментом 6 и т. д, Таким образом, загрузочных и разгрузочных отверстий (не показаны) должно быть столько, сколько инструментов 3 установлено на барабане 4.
Барабан 4 и инструменты 6 устанавливаются на основании 7, при этом оси их вращения взаимно перпендикулярны и проходят через центр обрабатываемой поверхности радиуса R детали 5. Подналадка (переме цение инструмента 6 на величину износа) осуществляется в направлении к этому- центру. Ось вращения инструмента 3 проходит через центр обрабатываемой внутренней поверхности радиуса Rg детали 5. Все это позволяет обеспечить требуемую точность взаимного расположения и под- настройку деталей 5 с различными радиусами наружной и внутренней поверхностей.
В случае ротационной групповой двусторонней обработки двояковогнутых линз (фиг. 3 и 4) сепаратор 1 устанавливают соосно с корпусом 2 и инструментом 3 и рас- полагак т соосио в гнездах барабана 4, который вращают со скоростью ш вокруг оси, проходящей через центр обрабатываемой наружной поверхности радиуса R. При этом сепаратор 1 и инструмент 3 вращают со скоростью ыс и ш вокруг их осей симметрии, проходящих через центр обрабатываемой внутренней поверхности радиуса Rg детали 5 Величины скоростей со, шГ н шг н скорость (,J вращения наружного инструмента 6 выбирают из соображений, описанных ранее.
Таким образом, разница между схемами, представленными на фиг. 1, 2 и 3, 4 с точки зрения кинематики, состоит в том, что барабан 4 и инструмент 3, а также сепаратор 1 вращают вокруг параллельных осей, проходящих через центры соответствующих обрабатываемых поверхностей деталей 5 внутренним и внещним образом. Это позволяет обеспечить возможность обработки вогнуто-выпуклых и двояковогнутых линз на одном станке с переустановкой оси вращения барабана 4 и тем самым сократить разновидность технологического оборудования для обработки оптических деталей и внести в их проектирование модульный принцип.
Формула изобретения Способ роторной двусторонней обработки сферических поверхностей деталей, при котором их размещают в гнездах сепаратора, а инструментам с наружной и внутренней сферической поверхностями и сепаратору сообщают вращение вокруг своих осей симметрии, отличающийся тем, что, с целью повышения производительности обработки оптических деталей с неконцентрическими поверхностями, ось симметрии сепаратора совмещают с осью вращения инструмента с на
ружной рабочей поверхностью и сообщают им совместное вращение относительно второго инструмента с внутренней рабочей поверхностью вокруг оси, проходящей через цеитр кривизны его поверхности и параллельной оси симметрии сепаратора, при этом ось вращения второго инструмента располагают перпендикулярно оси симметрии сепаратора, а вращение последнего вокруг своей оси осуществляют периодически при условии отсутствия коитакта второго инструмента с обрабатываемой деталью.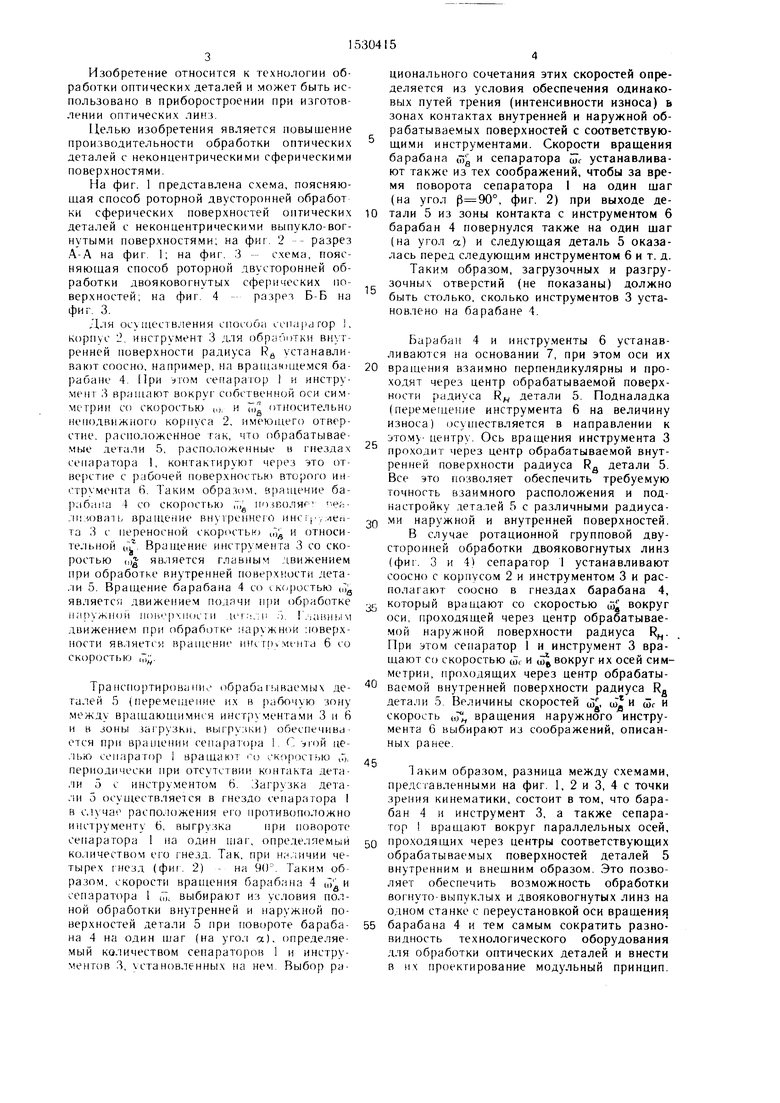
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для роторной двусторонней обработки сферических неконцентрических поверхностей оптических деталей | 1987 |
|
SU1609619A1 |
| Станок для роторной двусторонней обработки сферических неконцентрических поверхностей оптических деталей | 1987 |
|
SU1609618A1 |
| Устройство для двусторонней обработки оптических деталей с криволинейными поверхностями | 1981 |
|
SU1002134A1 |
| Станок для роторной двухсторонней обработки сферических концентрических поверхностей | 1986 |
|
SU1530414A1 |
| Устройство для обработки поверхностей оптических деталей | 1981 |
|
SU975343A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2094209C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ДОВОДКИ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162402C2 |
| Устройство для обработки оптических деталей | 1983 |
|
SU1093499A1 |
| Способ обработки шариков и станок для его осуществления | 1986 |
|
SU1440672A1 |
| Устройство для центробежной обработки шариков | 1979 |
|
SU899329A1 |
Изобретение относится к технологии обработки оптических деталей и может быть использовано в приборостроении при изготовлении оптических линз. Цель изобретения - повышение производительности обработки неконцентрических сферических поверхностей оптических деталей. Для этого обработку вогнуто-выпуклых деталей 5 осуществляют в сепараторе 1 с помощью инструмента 3 с наружной сферической поверхностью при его вращении вокруг своей оси, которую совмещают с осью симметрии сепаратора 1. Для обработки другой стороны детали используют инструмент 6 с внутренней сферической поверхностью, который вращают вокруг своей оси, перпендикулярной к оси симметрии сепаратора 1. Сепаратору 1 и инструменту 3 сообщают вращение вокруг оси симметрии сепаратора, проходящей также через центр кривизны инструмента 6. Для загрузки и выгрузки деталей сепаратор 1 вращают периодически вокруг своей оси симметрии. Для обработки двояковогнутых линз ось вращения сепаратора с расположенным в нем инструментом относительно второго инструмента располагают по другую сторону от оси симметрии сепаратора. 4 ил.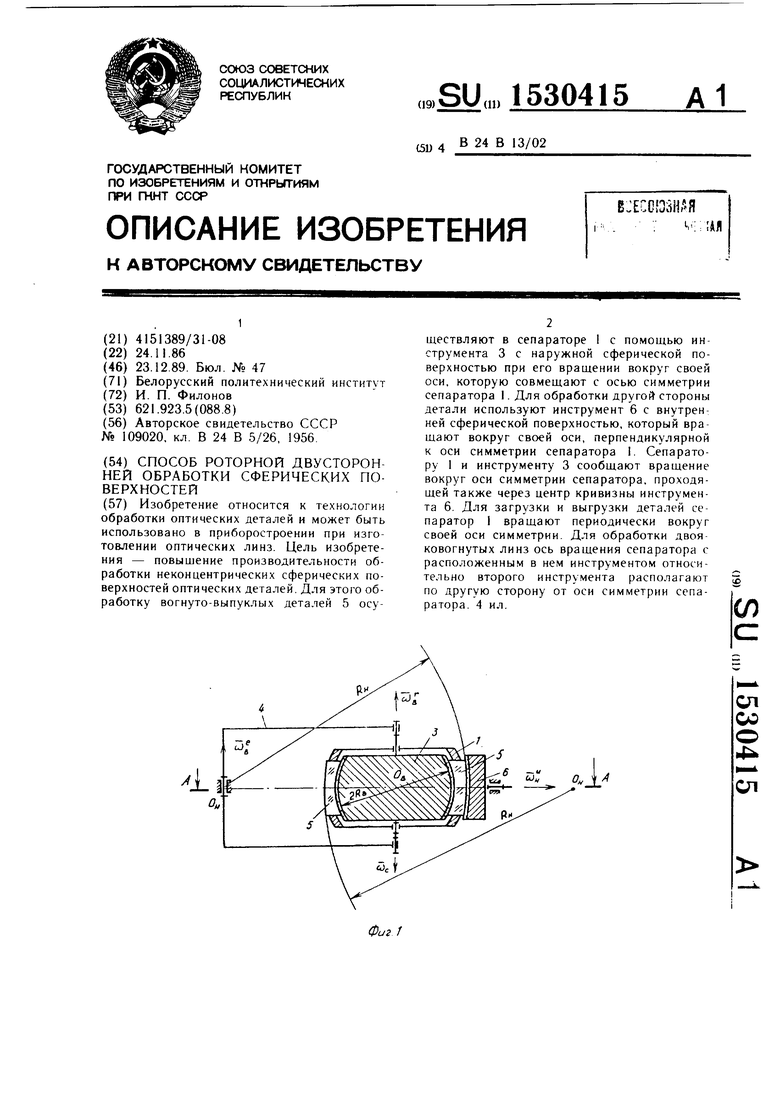
А -А
Выгрузка
Вь,ер,зна
Загрузка
Загрузка.
/
| Устройство для шлифования сферических поверхностей роликов подшипников качения | 1956 |
|
SU109020A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
