Предложенный полуавтомат относится к заточным станкам и может использоваться при упругой и жесткой абразивной заточке резцов.
Известны станки либо для упругой заточки с использованием свободного подпружинивания при постоя.нном усилии, либо для жесткой заточки резцов с подачей «а каждый двойной ход стола шлифовальной толовки.
Такие станки не обеспечивают быстрый подвод и отвод шлифовальной головки, подача на врезание и компенсация износа шлифовального круга в них производятся по нескольким направляющим, что увеличивает габариты станков и .снижает и.х жесткость.
Описываемый полуавтомат отличается-от известных тем, что, с целью обеспечения л есткого способа заточки, он имеет подвижные салазки с управляемым от гидроцилиндра винтом-штоком, который выполнен с пазом и взаимодействует с гайкой, кинематически связанной с приводом механизма перемещения шлифовальной головки. При этом в паз винташтока входит кулачок подачи на съем лрипуска, получающий вращение от плунжерарейки и являющийся ограничителем хода поперечных салазок при быстром подводе щлифовальной головки.
Для отключения упругой подачи шлифовальная головка выполнена жестко закрепляемой на подвижных поперечных салазках. Быстрый нодвод и отвод шлифовальной головки, подача на врезание и компенсация износа шлифовального круга осуществляются по одним направляющим.
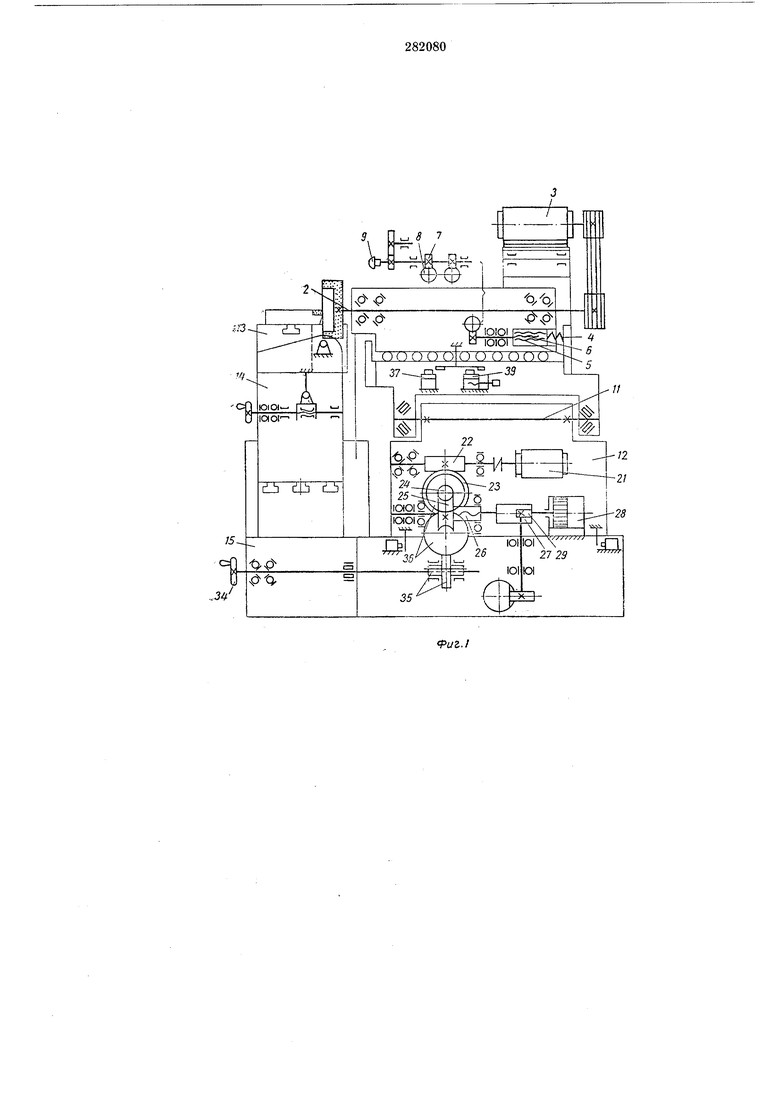
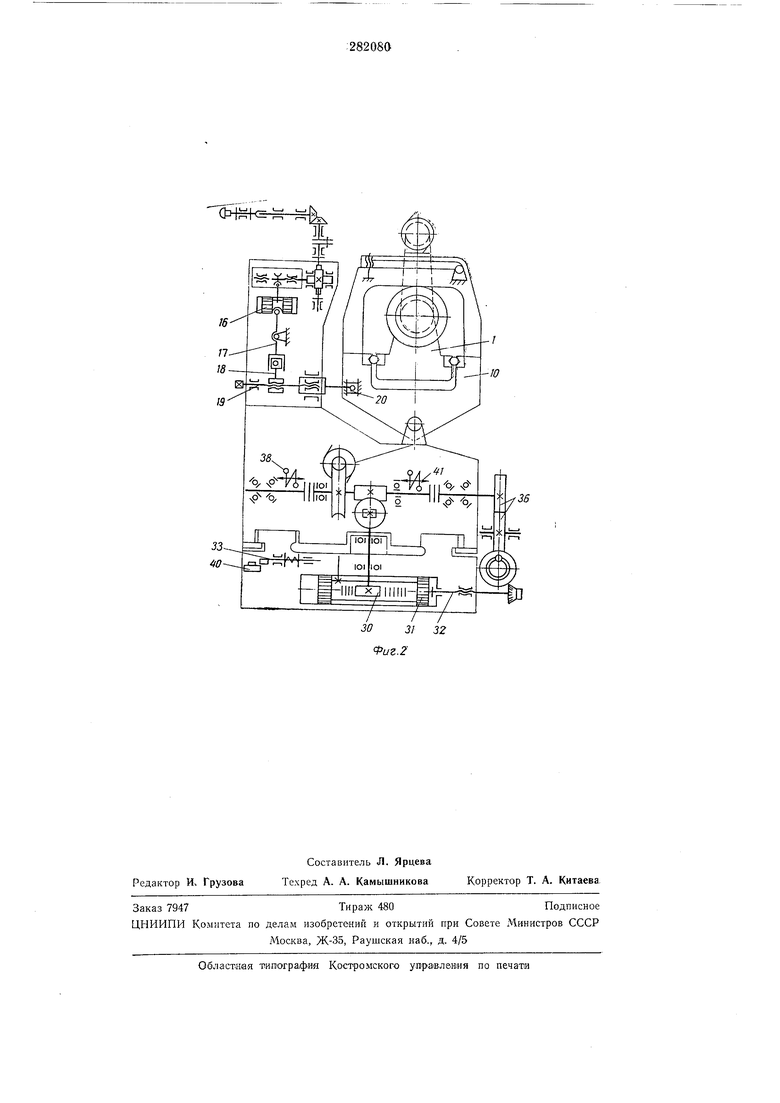
Н,а фиг. 1 и 2 изображена кинематическая схема полуавтомата.
Полуавтамат нмеет шлифовалыную голо.вку, в корцусе / которой смонтирован шш-шдель 2, получающий вращение от электродвигателя 3
через ременную передачу.
Корпус 1 шЛИфовалыной головки у ста навлен на шар.И(КО1вых направляющих и Нмеет ограииченное перемещение ш осевом (направлении. В не-м устацовлены пружи1ны 4, гай:ка 5 и винт
6, цриводимый ,во В|раще1ние виитавыми шестернями 7 а 8 при .помощи кнопки 9. Ниж:-1ий корпус 0, в котором имеются отутевые выключатели, за:кре плен ;на оси 11, установленной на салазках 12.
По1воротный стоЛИк 13 смО;Нтирован на неподвижном столе 14, который крепится к станине 15.
Механизм осцилляции шлифовальной голО|Цки содержит цилиндр 16, рычаг 17, нолзун-гайку 18, винт 19, связанный гайкой с ползуном 20, (ВХОДЯЩИМ в направляющие ннжцего корпуса шлифовалыной головки.
Механиз1М перемещения шлифовальной головки имеет электродвигатель 21, червячные
гидрюцилиндр 28, 1К улачо1К тодачи 29, шестерню -30, (И Н :ер-1рейк у 31, ог раимчивающий упор 32, толкатель 33, путевой выключатель, электро,ма;г итные муфты, а также цепи настрюе 41ных ручных перемещений, состоящие из маховика 34, винтснвых передач 35 .и 36.
Резец устанавливается ло упору на поворотном столике 13 и заж,имается с помощью специалыноло дрИстаосаблення. От электродвигателя 3 1П1ривойИТ1СЯ во .вращение шпиндель 2 с на сажен,ныМ на нем шлифовальным iKpyroM.
Шлифовальный круг .приЖ;И1мает€я к затачиваемому резцу 1ПружИна1М1И 4, наст;р:аивабмыми на определенное усилие поворотов кнопки 9, которые через шестер ни 7, 8 и винт 6 перемещают тайку 5.
Для обеспечения ра:вно,мер1наго пзлоса шлифовального круга шлифовальная головка приводится в качательное движение относительно неподвижной о:си 11. Качание осуществляется осциллятором че|рез рычаг 17, ползур-гайку 18, винт 19 и ползун 20. Винт 19 служлт для изменения места осцилляции, а сам механизм осцилляции лозволяет регулировать величину осцилляции шлифовальной голавки.
Так как пр.и упругой резец устанапливается -по упору ,в Строго определенном месте, то ло Мере износа круга он отжимается, а в,месте с .ним и верхний корпус / на шеньшую величину, что фиксируется бескантакгньш /выключателе 37, который дает команду на включение электром:аг нитной муфты 38 и электродвигателя 21.
Вращение электродвигателя 21 (передается через чер/вячные лары 22-23 и 24-25 на гайку 26. Гайка 26 при вращении вокруг аси неподвижного вилта-штока 27 перемещает салазки 12 вместе со шлифовальной головкой.
Перемещение лроисходит до момента ср.абатывания лутевого выключателя 37, который дает команду на отключение электродаигателя 21. Съем установлеииого припуска лроисходит до момента срабатывания лутевого выключаггеля 39, который дает цоома-нду 1на от1вод шлифовальной голавки.
Величина съем,а -прилуска регулируется перемещением путевого выключателя 39.
Подвод и отвод шлифовального круга осуществляются гидроцилиндром 28 при помощи БИНТ а-шток а 27.
При жеспкой заточке резцов корпуса 1 w. 10 яглифовальной головки зажимаются от отнооительно1го 1не;р;е1меще1ния. ПоДвод шлифов .льнаго .Kpiyra в рабочее лоложение производится гидроцилиндр.ом 28 до 1п;рил им.а (винта-штока
27к кулачку 29, который (входит (в лаз винта5 щтока 27.
Величина лрилуока устамавл-ивается неремещением упора 32, ограничивающего ход плiyнжера-рейки 31.
При леремещении плунжеранрейки 31 приводятся .во «ращение щестерня 30 и .кулачок
29, к которому прижима ется пидроцилиндром
28винт-штак 27. При ловороте кулачка ,9 шлифовальная головка перемещается на величину установленного лритуска.
5 По ок0)ичании объема трипуока Плу1нже ррейка 31 через жесткий упор толкателем 33 включает лутевой выключатель 40, 1кото(рый дает команду на отвод .шлифовальной голавки в исходное .положение.
0 Полуавтомат позволяет прОиэводить настройку шЛ1ИфО)валыной головки огнасительно на:кло1НН.ого столика и ручную ко;м1пенсацию износа круга .при ломощ-и маховижа 34, (винтовых пе|редач 35 и 36 лри включенной муфте 41.
П р е д м е т изобретен и я
1.Полуавтомат для абразивной 1заточки резцов, на станине .котарого смонтированы стол с механизмом осцилляции и шлифовальная головка со встро.енными (в нее пружинами для упругой ваточки, отличающийся тем, что. с целью обеспечения жесткой зато:чки, оолуазтомат и.меет нодвижные ло.неречные салазки с управляемым от гидроцилвндра винтом-што5 ком, сна;б.женным пазам и взаимодействующим стайкой, кинематически овязааной с. приводом механизма перемещения щлифов.аль;ной голов1ки, лричем в паз вннта-штака входит кулачок подачи на съем лрипуюка, получающий
0 вращение от плунжера-рейки и являющийся ограничителем хода .нолеречных салазок при быстр 0М по.дводе шлифовальной голо(вки,
2.Полуавтомат по п. 1 отличающийся тем, что, с целью отключения упругой подачи, ШЛЕГ5 фавальная головка выпо.лнена жестко закрепляемой на подвижных поперечных салазках.
3.Полуавтомат по л. 1, отличающийся т&м, что, с целью осуществления быстр ого отвода шлифовалыной головки лри жесткой заточке,
0 на плу1нжере-1рейке выполнен жесткий упор, воздействующий на датчик после снятия заданного припуска.
г.З
У/
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для заточки резцов по задней грани | 1969 |
|
SU297251A1 |
| Станок для заточки плоских протяжек | 1985 |
|
SU1329950A1 |
| ПОЛУАВТОМАТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ЗАТОЧКИ СВЕРЛ | 1972 |
|
SU337221A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ РЕЗЦОВ | 1964 |
|
SU167149A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ | 1973 |
|
SU361860A1 |
| Полуавтомат для заточки задних поверх-НОСТЕй РЕжущЕгО иНСТРуМЕНТА | 1979 |
|
SU837774A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ КРИВОЛИНЕЙНЫХ РЕЖУЩИХ КРОМОК ИЗДЕЛИЙ ТИПА РЕЗЦОВ | 1969 |
|
SU247069A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ПЕРФОРАТОРНЫХ КОРОН | 1973 |
|
SU384653A1 |
| СТАНОК-ПОЛУАВТОМАТ ДЛЯ УПРУГОЙ ЗАТОЧКИ РЕЗЦОВ | 1967 |
|
SU204165A1 |