Изобретение относится к обработке перетачиваемого режущего инструмента из быстрорежущих сталей, предназначенного для резания высоковязких листовых материалов в периодическом режиме, в частности строгальных резцов для обработки кромок листовых заготовок труб большого диаметра.
Целью изобретения является повышение эксплуатационной стойкости восстановленного инструмента и общего срока его службы.
Способ восстановительной обработки режущего инструмента производят следующим образом.
Вышедшие из строя в результате износа резцы, обрабатывающие высоковязкие листовые материалы с периодическим режимом резания, затачиваются на шлифовальном станке по задней и передней поверхностям на глубину лунки износа до восстановления геометрических параметров режущей кромки. Затем резцы отпускают в соляной печи- ванне в расплаве солей при температуре Т 35бО-5 п/аС в течение Ъ(60- -4,) мин. Инструмент после отпуска охлаждается на воздухе и промывается для удаления остатков солей.
СП
ОЭ
В результате заточки на глубину лунки износа на вновь образованных рабочих поверхностях восстановленного инструмента сохраняются слои со структурой р трансформированной при периодическом резании высоковязких материалов. Эти слои характеризуются развитой дислокационной структурой, мелкими ориентированными зернами, равномерным распределением дисперсных карбидов округлой формы, высоким содержанием остаточного аустенита вблизи поверхности. Остаточный аустенит, образовавшийся в результате многократных циклических перекристаллизации при резании, затем при шлифовании дополнительно повышает свою дефектность, размеры зерен измельчаются, на границах аустенитных зерен скапливаются дисперсные частицы второй фазы. При дополнительном отпуске заточенных поверхностей происходит полный распад насыщенного дефектами остаточного аустенита в дисперсную карбидо- мартенситную смесь, остаточные растягивающие напряжения меняют свой знак на противоположный и значительно снижаются по величине, Микротвердость матрицы повышается до значений, превышающих средний уровень в инструменте. Сформировавшиеся в результате восстановительной обработки припо- вефхностные слои инструмента характеризуются высокой устойчивостью к износу и механической прочностью, что существенно повышает эксплуатационную стойкость резцов Заточка на глубину лунки износа позволяет экономить быстрорежущую сталь, а следовательно. увеличить число возможных заточек и общий срок службы инструмента,
Повышение дефектности остаточного аустенита при многократных силовых и термических воздействиях снижает его устойчивость. В результате;, при увеличении числа предшествующих циклов эксплуатации параметры дополни- дельного отпуска, необходимые для распада аустенита, постоянно снижаются. Зависимости температуры и дли- -ельности отпуска от числа циклов восстановления имеют вид: Т-(5бО -5 п)°С,Ј (60-it,5-n) мин, где п - число предшествующих циклов эксплуатации.
Для осуществления способа восстанс вительной обработки режущего инструмента, предназначенного для обработка
5
0
5
0
0
5
0
5
высоковязких материалов с периодическим режимом резания, а именно кромко- строгальных резцов размером х210 мм с рабочей частью длиной 60 мм для обрезания на стенке МС707М кромок листов трубных сталей при подготовке их к сварке в трубы большого диаметра, берут партию из 200 сварных резцов с рабочей частью из стали РбАМБ. Резцы в состоянии поставки устанавливают на станок и эксплуатируют в течение k ч при резании стали 09Г2ФБ, имеющей ударную вязкость при -60°С KCV 160-180 Дж/см2. Режим резания: скорость 16 м/мин, глубина резания 0,1 мм, длительность обработки одного листа 55 с, интервал между листами 5 с. В результате эксплуатации на i задней поверхности резцов образовывается лунка глубиной 0;8 мм. Все резцы разделяют на две партии по 100 шт.: партия 1 восстанавливается по предлагаемому способу: заточка на глубину лунки износа (0,8 мм), дополнительный отпуск при в течение 55,5 мин. Затем циклы эксппуатация-заточка- дополнительный отпуск повторяют до полного выхода резцов из строя. Параметры дополнительного отпуска назначают согласно заявляемым зависимостям от числа предшествующих циклов эксплуатации. Партию 2 восстанавливают по известному способу: заточка на глубину разупрочнения (2,0 мм) и дополнительный отпуск при 5бО°С в течение 1 ч.
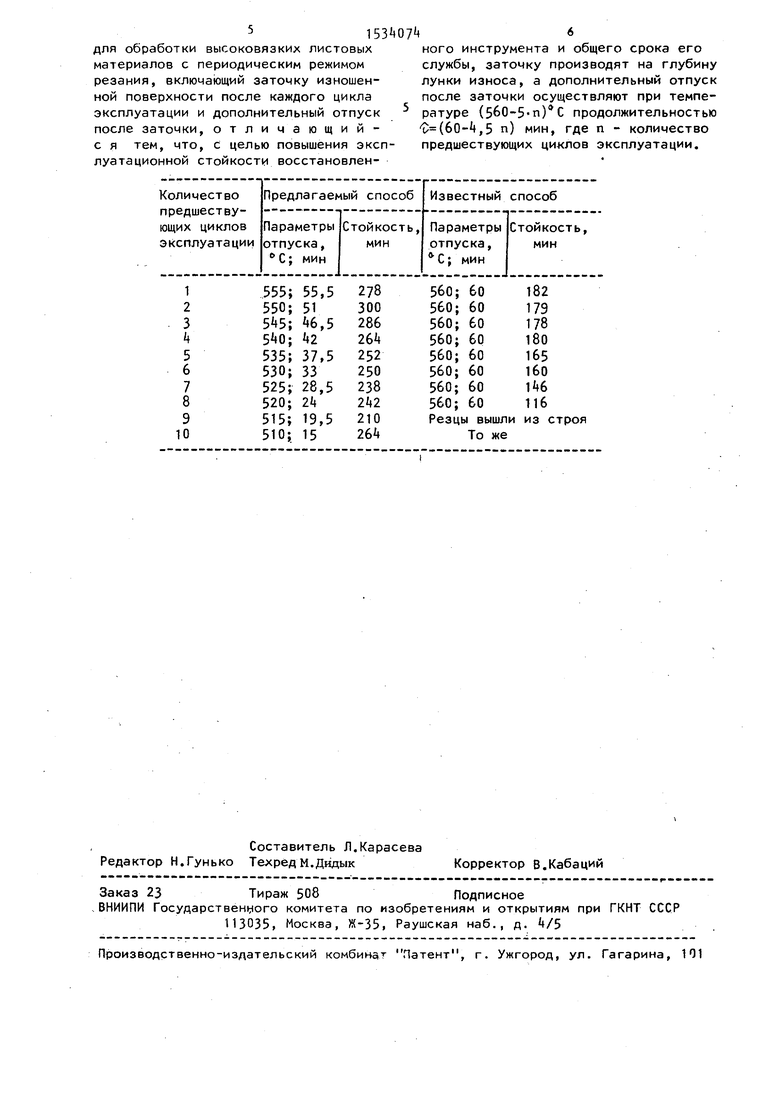
Эксплуатационная стойкость и общий срок службы инструмента для обеих партий представлены в таблице,
Как видно из таблицы, эксплуатационная стойкость резцов, обработанных по предлагаемому способу, в зависимости от числа предшествующих циклов эксплуатации в 1,5-2 раза выше, чем сравнительных. Рег.цы, затачиваемые на глубину лунки износа, могут дополнительно затачиваться до 10 раз, по сравнению с 8 заточками по известному способу. Их общий срок службы с учетом повышения разовой эксплуатационной стойкости и числа возможных переточек возрастает в 2 раза. По предлагаемому способу общий срок службы 258 мин, по известному - 1305 мин. Формула изобретения
Способ восстановительной обработки режущего инструмента, преимущественно
для обработки высоковязких листовых материалов с периодическим режимом резания, включающий заточку изношенной поверхности после каждого цикла эксплуатации и дополнительный отпуск после заточки, отличающий- с я тем, что, с целью повышения эксплуатационной стойкости восстановленного инструмента и общего срока его службы, заточку производят на глубину лунки износа, а дополнительный отпуск после заточки осуществляют при темпе- ратуре (5бО-5 п)С продолжительностью Ј(60-,5 п) мин, где п - количество предшествующих циклов эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановительной термообработки быстрорежущего инструмента | 1990 |
|
SU1730181A1 |
| Способ изготовления режущих пластин | 1985 |
|
SU1294576A1 |
| Способ упрочнения режущего инструмента | 1978 |
|
SU722999A1 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| Способ термической обработки инструмента | 1981 |
|
SU956581A1 |
| Способ лазерного упрочнения тонколезвийного инструмента из быстрорежущей стали | 1989 |
|
SU1636460A1 |
| СПОСОБ УПРОЧНЕНИЯ НАПЛАВЛЕННОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2012 |
|
RU2483120C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ ПОВЕРХНОСТИ КАТАНИЯ КОЛЕС РЕЛЬСОВОГО ТРАНСПОРТА | 2020 |
|
RU2754627C1 |
| Способ изготовления инструмента | 1977 |
|
SU703585A1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕЙ ПЛАСТИНЫ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И ЗАТОЧЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2016 |
|
RU2739472C2 |
Изобретение относится к способам восстановительной обработки режущего инструмента, преимущественно для обработки высоковязких листовых материалов с периодическим режимом резания. Целью изобретения является повышение эксплуатационной стойкости восстановленного инструмента и общего срока его службы. Способ состоит в заточке изношенной поверхности на глубину лунки износа и дополнительном отпуске после заточки при температуре Т=(560-5.N)°С продолжительностью Τ=(60-4,5.N) мин, где N-количество предшествующих циклов эксплуатации. В результате обработки кромкострогальных резцов из стали Р6АМ5 в процессе резания стали 09Г2ФБ по предлагаемому способу их эксплуатационная стойкость после восстановления составила 210-300 мин, резцы прошли 10 циклов эксплуатации и общий срок службы составил 2584 мин. 1 табл.
| Кипятильник для воды | 1921 |
|
SU5A1 |
