Преха,метом изобретения является станок для ультразвуковой размерной обработки, в зону которой вводится жидкость, содержащая абразивный порошок.
Обработка осуществляется посредством инструмента, колеблющегося с ультразвуковой частотой в направлении его подачи.
Известные конструкции станков для ультразвуковой обработки обладают обычно рядом недостатков: низкой скоростью резания, невысокой точностью, также тем, что в них применены нечувствительные и неудобные в эксплуатации механизмы подачи инструмента.
Предложенный станок свободен от этих недостатков. Отличительная особенность его заключается в том, что преобразователь колебаний подвешен к инструментальной головке посредством тонкостенного стакана. Последний связан с инструментальной головкой через массивный фланец. Это особенность станка обеспечивает повышение его коэффициента полезного действия. Другая особенность станка заключается в нрименении трубки для отвода охлаждающей жидкости из полости преобразователя. Срез трубки расположен ниже уровня свободного торца преобразователя. Этим достигается устранение излучения ультразвука свободным (верхним) торцом преобразователя.
Инструментальная головка станка уравновешена электромагнитом, связанным с ней посредством рычажной системы и управляющим усилием подачи за счет изменения тягового усилия. Такая особенность станка обеспечивает уменьшение усилия подачи инструмента.
В станке применен также наконечник подвода абразивной суспензии, выполненный в
виде трубчатого кольца с отверстиями, охватывающего концентратор. Таким выполнением наконечника достигается равномерная подача абразивной суспензии в зону обработки. На фиг. 1 схематически изображен общий
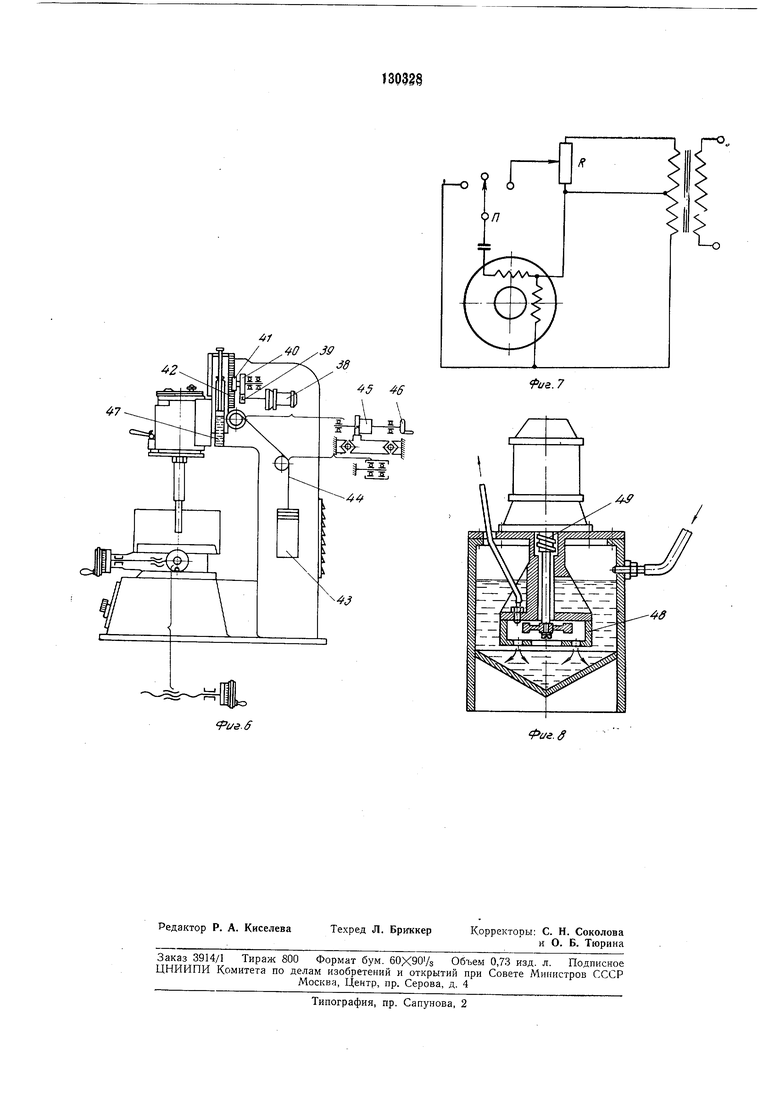
вид станка; на фиг. 2 - его акустическая инструментальная головка; на фиг. 3 - вид но стрелке А на фиг. 2; на фиг. 4 - механизм нодачи инструмента; на фиг. 5 - разрез по линии Б-Б на фиг. 4; па фиг. 6 - кинематическая схема станка; на фиг. 7 - электрическая схема включения двигателя механизма подачи инструмента; на фиг. 8 - схема насоса для подачи абразивной суспензии.
Основными частями станка являются: станина / (фиг. 1), стол 2, акустическая инструментальная головка 3, механизм 4 подачи, насос 5 и нанель 5 управления. данным усилием, поворот инструмента относительно его оси и установочные перемещения изделия вместе со столом в горизонтальной плоскости. Может быть предусмотрено также вертикальное установочное перемещение стола. Головка 3 служит для сообщения инструменту колебательных движений. В головке применен двухстержневой магнитострикционный преобразователь, иабраиный из оксидированных пластин альфера (сплава алюминия с железом) или из другого материала, обладающего магнитострикционным эффектом. Сердечник 7 (фиг. 2) кренится к пассивным элементам колебательной системы,, например к фланцу 8, контактной сварной или пайкой серебряным или иным твердым припоем. В резьбовое отверстие фланца завинчивается концентратор 9, усиливающий амплитуду колебаний и несущий инструмент 10. Для получеиия наибольшей скорости резания отношение диаметра толстой части концентратора к диаметру его тонкой части должно быть в пределах 1,8-3,5. Фланец преобразователя имеет лыски под гаечный ключ, которым колебательная система придерживается при привинчивании сменного концентратора во избежание передачи усилия завинчивания на колебательную систему и далее на прецизионные направляющие механизма подачи. Другой вариант предохранения направляющих от усилия завинчивания концентратора описан ниже. К фланцу преобразователя прикреплен опорный тонкостенный стакан //, охватывающий преобразователь и переходящий в массивный фланец. Длина тонкостенной части опорного стакана должна быть такой, чтобы место перехода ее во фланец соответствовало узлу смещений продольных колебаний (диаграмма с.мещений показана на фиг. 2). Для уменьшения влияния поперечных колебаний по окружности их пучпостей во фланце выполнена канавка. Фланец стакана 11 крепится к гильзе 12. Кроме крепления опорным стаканом, может быть применено крепление фланцем, расположенным в узле смещений несменной части колебательиой систе мы. При этом несменная часть цредставляет собой ступенчатый концентратор с коэффициентом усиления, примерно равным двум. Гильза 12 может поворачиваться в корпусе 13 головки посредством червячного механизма 14 (фиг. 3) для облегчения установки фасонного инструмента относительно детали или для последовательной обработки с поворотом инструмента. Охлаждение преобразователя производится проточной водой. Чтобы предотвратить вредное излучение зльтразвука верхним торцом преобразователя, предусмотрены следующие мероприятия, обеспечивающие его непогрул ение в воду. Полость головки выполнена герметичной, вода подается по трубке 15 (фиг. 2) и сливается через трубку 16, заборное отверстие которой находится ниже уровня торца; воздущный пузырь, образующийся в верхней части полости, не дает воде заливать верхний торец преобразователя. Другим вариантом охлаждения, обеспечивающим отсутствие дополнительных потерь, может быть охлаждение водяным туманом. Головка крепится на ползушке механизма подачи с помощью винтового залсима 17, или же встраивается без расчета на частый съем (фиг. 4). Для повышения точности перемещения ползушки 18 (фиг. 4 и 5) механизма подачи инструмента и для облегчелия ее хода применены паправляющие 19 качепия, обеспечивающие высокую чувствительность механизма. Вес подвижных частей уравновешен грузом 20, подвешенным на коромысле 21, причем для легкости хода ирименены ножевые оноры. Для плавности хода ползушки предусмотрен масляный демпфер 22. Наличие обратного клапана в демпфера обеспечивает разную степепь демпфирования при ходе в разные стороны. Привод ползушки осуществляется от соленоида 23. Усилие подачи равно разности избыточного веса (по отношению к противовесу) подвижных частей и тягового усилия соленоиИзменение тягового усилия достигается регулированием тока в обмотке соленоида посредством автотрансформатора 24. Кнопка 25 предусмотрена для быстрого отвода инструмеита, отводимого периодически для подачи порции свежей абразивной сз-спензии в зону резания, например, при сверлении на большую глубину. В.место кноночного ручного включения периодического отвода может быть также применено включение с помощью реле времени, работающего по заданному циклу. Штурвал 26 (фиг. 5) предназначен для установочного вертикального перемещения ползущки. При его повороте втулка 27 заклинивает посредством щарикового упорпого устройства 28 реечную шестерню 29, свободно вращающуюся иа валу 30. Пружинный тормоз 31 служит для обеспечения плавности хода при ручном перемещении и для стопорения. Для уменьшения усилия подачи, которое требзется па выходе при сверлепии сквозных отверстий, предусмотрены переставной упор 32 (фиг. 4) и плунжер 5, пружиной 34. При ходе ползушки впиз упор наталкивается на плунжер и сжимает пружину, вследствие чего уменьшаемся усилие подачи. При повороте кольца 35 цанга 36 заклинивает ползушку в корпусе 37, что устраняет передачу усилия зажима инструмента на прецизнойные направляющие качения. В широко универсальном варианте выполнения станка, а также при необходимости изменения усилия подачи по заданной программе, привод ползушки может осуществляться
ристикой, работаюгДим в заторможенном (моментом) режиме.
Вместо описанной выше блочной системы уравновешивания с коромыслом на ножевых опорах может быть применена следуюш,ая система.
Ползушка приводится в движение от электрического двигателя 38 через редуктор 39, 40 и реечную передачу 41, 42. Вес подвижных частей уравновешен грузом 43, подвешенным на гибкой ленте 44, намотанной на барабан 45, оцепленный реечным зацеплением с ползушкой. Рукоятка 46 служит для выполнения установочных перемещений нолзушки. Для плавности хода ползушки предусмотрен масляный демпфер 47.
Схема включения двигателя для случая применения асинхронного сервомотора показана па фиг. 7. Потенциометр R служит для регулирова шя усилия подачи, а трехпозициоппый переключатель П - для переключепия направления подачи (подача - стоп-отвод).
Абразивная суспензия подается в зону резания центробежным насосом. Часть потока, поступающая пз камеры 48 (фиг. 8) в бачок насоса, используется для перемещивания абразива. Шнек 49 нрепятствует попаданию абразива в электродвигатель.
В соответствии с другим вариантом для перемешивания суспензии часть потока, нагнетаемого насосом 5 (фиг. 1), направляется в его бак не через отверстия нагнетательной камеры, а из общего трубопровода 50 через дополнительные сопла 51.
От насоса по шлангу суспензия подается в зону резания через спреерпую воронку 52, охватываюндую концентратор, или через сопла.
Для стока суспе зии стол выполнен в виде решетки 53, а вокруг стола прорезаны наклонные желоба. Через отверстия решетки
суспензия попадает в полость стола, откуда по шлангу 54 стекает обратно в бак насоса. Лампог5Ь Й или другой генератор, питающий акустическую головку, смонтирован самостоятельиым устройством. Отличительной его особенностью является применение выходного трансформатора без ферромагнитного сердечника. Применение такого трансформатора повышает к.п.д. генератора.
Предмет изобретения
1.Станок для ультразвуковой обработки консольного типа с двухкоординатным стоЛОЛ1 и вертикально перемещающейся на направляюпщх качения инструментальной головкой, отличающийся тем, что, с целью повышення его к.п.д., преобразователь колебаний подвешен к инструментальной головке посредством тонкостенного стакана, связанного с инструментальной головкой через массивный фланец.
2.Станок по п. 1, отличающийся тем, что, с целью устранения излучения ультразвука
свободным торцом преобразователя колебаний, для отвода охлаждающей жидкости из его полости применена трубка, срез которой расноложен ниже уровня свободного торца преобразователя.
3. Стано1 ; по пп. 1 и 2, отличающийся тем, что, с целью уменьшения усилия подачи, инструментальная головка уравновешена электромагнитом, связанным с головкой посредством рычажной системы и управляющим усилием
подачи за счет изменения тягового усилия.
4. Станок по пп. 1, 2 и 3, отличающийся тем, что, с целью равномерной подачи абразивной суспензии в зону обработки, наконечник подвода суспензпи выполнен в виде трубчатого кольца с отверстиями, охватывающего концентратор.
fi/S. /
x 7
72
fue.3
18 32
9/7
2
47
fus. 7
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036775C1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1041269A1 |
| Ультразвуковая головка | 1978 |
|
SU872203A1 |
| СПОСОБ ШЛИФОВАНИЯ С СОХРАНЕНИЕМ ПЕРВОНАЧАЛЬНОЙ СКОРОСТИ ШЛИФОВАНИЯ | 2009 |
|
RU2429961C1 |
| Абразивно-отрезной станок | 1990 |
|
SU1773691A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| УЛЬТРАЗВУКОВАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАДПИСЕЙ, | 1972 |
|
SU336164A1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2737658C1 |