31507570
элемент выполнен в виде верхней 6 и нижней 7 прессуюпщх полок. Верхняя прессующая полка 6 имеет привод 8, а нижняя полка 7 привод 9. Устройство снабжено фиксаторами изделия 13, ко- юрые выполнены в виде двуплечих рычагов 14, один конец которых посредством тяги 15 и подпружиненного прижима 16 соединен с рамой 1, а другой )Q конец 17 - с возможностью контактирования с верхней ггрессующей полкой 6. При работе пресс-масса поступает в зоны 25 формообразующих элементов.Верхние прессующие полки 6 от привода 8 15 одновременно с нижними полками 7 обжимают сердечник А, полимеризуют изделие 13 с недопрессованными участками 12 и затем возвращаются в первоначальное положение. Привод 5 перемещает сердечник 4 с изделием 13 вниз так, что недопрессованный участок 12 поступает в камеру 11, а прижимы 16 зажимают изделие 13 посредством двуплечих рычагов 14. После этого пресс- масса насыпается на нижние прессующие полки 7 и недопрессованный участок 12 для образования переходного цель- нопрессованного участка. Заданная длина изделия 13 отрезается форматной пилой 27. 2 ил.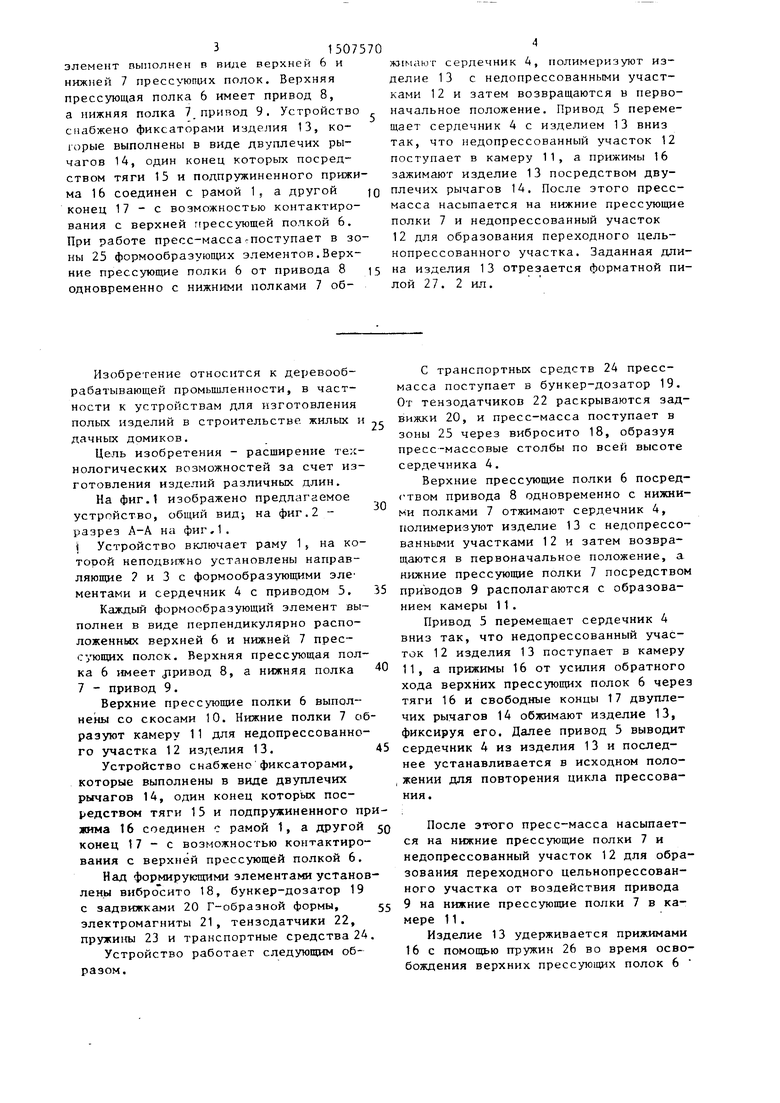

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых изделий | 1988 |
|
SU1652057A1 |
| Устройство для изготовления кольцевых резинотехнических изделий | 1983 |
|
SU1118540A1 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ФАСОННОГО ПРОФИЛЯ | 1992 |
|
RU2039615C1 |
| Приводной рольганг | 1990 |
|
SU1722973A1 |
| Устройство для штабелирования длинномерных цилиндрических изделий | 1976 |
|
SU753746A1 |
| Автоматизированная установка для многономенклатурной штамповки деталей из полосового материала | 1987 |
|
SU1532152A1 |
| Устройство для выгрузки мусора из кузова мусоровоза | 1988 |
|
SU1632878A1 |
| Механизм подвески рабочих органов посевной секции сеялки с анкерным сошником | 2024 |
|
RU2831540C1 |
| Полуавтомат для формования и сборки обуви с ранто-клеевым креплением низа обуви | 1960 |
|
SU151225A1 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - расширение технологических возможностей. Устройство для изготовления полых изделий включает раму 1, направляющие 2 и 3 с формообразующими элементами и сердечник 4 с приводом 5. Каждый формообразующий элемент выполнен в виде верхней 6 и нижней 7 прессущих полок. Верхняя прессующая полка 6 имеет привод 8, а нижняя полка 7 - привод 9. Устройство снабжено фиксаторами изделия 13, которые выполнены в виде двуплечих рычагов 14, один конец из которых посредством тяги 15 и подпружиненного прижима 16 соединен с рамой 1, а другой конец 17 - с возможностью контактирования с верхней прессующей полкой 6. При работе пресс-масса поступает в зоны 25 формообразующих элементов. Верхние прессующие полки 6 от привода 8 одновременно с нижними полками 7 обжимают сердечник 4, полимеризуют изделие 13 с недопрессованными участками 12 и затем возвращаются в первоначальное положение. Привод 5 перемещает сердечник 4 с изделием 13 вниз таким образом, что недопрессованный участок 12 поступает в камеру 11, а прижимы 16 зажимают изделие 13 посредством двуплечих рычагов 14. После этого пресс-масса насыпается на нижние прессующие полки 7 и недопрессованный участок 12 для образования переходного цельно-прессованного участка. Заданная длина изделия 13 отрезается форматной пилой 27. 2 ил.
Изобретение относится к деревообрабатывающей промышленности, в частности к устройствам для изготовления полых изделий в строительстве жильк и
дачных домиков.
Цель изобретения - расширение технологических возможностей за счет изготовления изделий различных длин.
На фиг.1 изображено предлагаемое устройство, общий ВИД; на фиг.2 - разрез А-А на фиг,1.
Устройство включает раму 1, на которой неподвижно установлены направляющие и 3 с формообразующими эле ментами и сердечник 4 с приводом 5.
Каждый формообразующий элемент выполнен в виде перпендикулярно распо- ложенньсх верхней 6 и нижней 7 прес- с тощих полок. Верхняя прессующая полка 6 имеет Jlpивoд В, а нижняя полка 7 - привод 9.
Верхние прессующие полки 6 выполнены со скосами 10. Нижние полки 7 образуют камеру 11 для недопрессованно- го участка 12 изделия 13.
Устройство снабжено фиксаторами, которые выполнены в виде двуплечих рычагов 14, один конец которьк посредством тяги 15 и подпружиненного пржима 16 соединен с рамой 1, а другой конец 17 - с возможностью контактирования с верхней прессующей полкой 6.
Над формирующими элементами установлены вибросито 18, бункер-дозатор 19 с задвижками 20 Г-образной формы, электромагниты 21, тензодатчики 22, пружины 23 и транспортные средства 24
Устройство работает следующим образом.
5
0
5
0
5
о
5
С транспортных средств 24 пресс- масса поступает в бункер-дозатор 19. От тензодатчиков 22 раскрываются задвижки 20, и пресс-масса поступает в зоны 25 через вибросито 18, образуя пресс-массовые столбы по всей высоте сердечника 4.
Верхние прессующие полки 6 посредством привода 8 одновременно с нижними полками 7 отжимают сердечник 4, полимеризуют изделие 13 с недопрессованными участками 12 и затем возвращаются в первоначальное положение, а н гание прессующие полки 7 посредством приводов 9 располагаются с образованием камеры 11.
Привод 5 перемещает сердечник 4 вниз так, что недопрессованный участок 12 изделия 13 поступает в камеру 11, а прижимы 16 от усилия обратного хода верхних прессующих полок 6 через тяги 16 и свободные концы 17 двуплечих рычагов 14 обжимают изделие 13, фиксируя его. Далее привод 5 выводит сердечник 4 из изделия 13 и последнее устанавливается в исходном положении для повторения цикла прессования.
После этого пресс-масса насыпается на нижние прессующие полки 7 и недопрессованный участок 12 для образования переходного цельнопрессован- ного участка от воздействия привода 9 на нижние прессующие полки 7 в камере 11.
Изделие 13 удерживается прижимами 16 с помощью п ружин 26 во время освобождения верхних прессую1цих полок 6
//- А
I . /J
/ J
У
//- А
.
фаз. г
| Устройство для изготовления погонажных изделий из пресс-масс | 1980 |
|
SU935311A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Свиткин М.З | |||
| Технология изготовления изделий из измельченной древеси ны | |||
| М.: Лесная промьшшенность, 1976, рис | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
