Заявлено 25 декабря 1961 г. за К 757301/28-12 и KcFviHTCT по изобретений и открытий при Совете Мин:1ет)1)в СССР
Опубликовано в «Бюллетене изобретений 19 яа 1962 г.
Известные способы получения развертки боковой поверлносги колодки для своего осуществления требуют много времени, квалифиц розанных исполнителей и, кроме того, :не позволяют определить, какие участки заготовки, в каком направлении и .на какую величину будут деформироваться в процессе формования обуви.
Для создания заготовки верха обуви с хорошими технологическими свойствами и при минимальном расходе материала нужно имет1 достаточно точную развертку боковой поверхности колодки.,
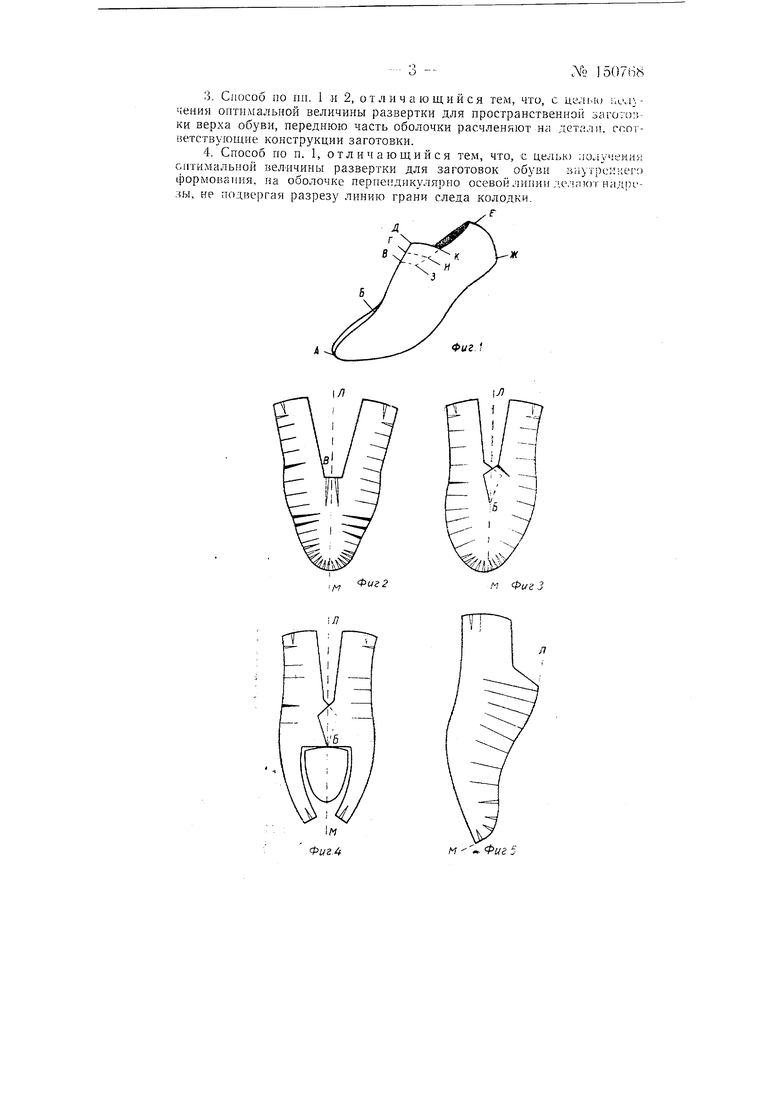
Целью изобретения является получение оптимальной величины развертки оболочки, образованной на боковой поверхности колодки, и построение на основе, этой развертки различных типов заготовок верха обуви. При этом для получения оптимальной величины развертки для пЛОской заготовки верха обуви оболочку перед развертыванием :ia плоскость надрезают перпендикулярно линии периметра, не подвергая разрезу осевую линию оболочкой.
Для иолуплоской заготовки верха обуви осевую линию оболочки надрезают от верхней точки гребня до точки союзки, в остальном оболочку надрезают так.же, как и для плоской заготовки.
Для пространственной заготовки верха обуви переднюю часть оболочки расчленяют на детали, соответствующие конструкции ироект,руемой заготовки.
Для заютовок обуви внутреннего формования оболочку надрезают перпендикулярно осевой линии, не подвергая разрезу линяю грани следа колодки.
На фиг. 1 показан общий вид колодки с ориентирными точкали и линиями; на фиг. 2-развертка оболочки, снятой с боковой поверхности колодки, для плоской заготовки верха обуви; на фиг. 3 - pa3j3ep: ка оболочки для нолуплоской заготовки обуви; на фиг. 4 -- разьертхп оболочки для пространственной заготовки обуви; на фиг. 5-положила развертки оболочки для заготовок обуви внутреннего фор.мовяния.
I5() 2 -
Способ осуществляют следующим . На колодке (фиг. Г) с предзаритель но. нанесенными ориентирными точками (А, Б, В, Г, Д, Е, Ж, 3, И, К) и линиями (АД и ЕЖ) создают оболочку, например, вакуумным формованием в аппарате, которую затем обрезают по грани следа- и по линии ЕЖ, снимают с колодки и «адрезают перед развертыванием на плоскость в зависимости от типа проектируемой заготовки иерха обуви.
Для получения опгимальпой величины развертки для плоской заготовки вер.ха обуви (фиг. 2) перед рдзверткой на оболочке, перпендикулярно линии периметра, в местах посадки и растяжения материала оболочки делают надрезы, не подвергая разрезу осевую линию оболочки ЛМ.
Так как в плоской заготовке соединение переда с берцами (голеиищем) осушествляется не выще третьей базисной линии (точка Я), то участок ВЗКД исключается из развертки и тем самым облегчается развертывание оболочки на плоскости.
Чтобы получить развертку для полуплоской заготовки верха обуии (фиг.-3), осевую линию оболочки надрезают от верхней точки гребпя дол-очки союзки Б.
В полуплоской заготовке верха обуви тыльная часть берец должна заканчиваться ниже сгиба стопы (точка Г фиг. 1), а потому участок ГИКД также исключается из оболочки.
Развертка для пространственной заготовки верха обуви (фиг. 4) получается расчленением передней части оболочки на детали, соответствующие конструкции проектируемой заготовки, а задняя часть оболочки «ддрезается. так же, как и для полуплоской и нлоской заготовок.
Оптимальная величина развертки для заготовок обуви внутреннего формования (фиг. 5) получается, если на оболочке, перпендикулярно осевой линии ЛМ делать надрезы, не подвергая разрезу линию грани следа колодки, сохраняя, таким образом, ее длину.
Предлагаемый способ позволяет проектировать заготовки верха обуви с экономичными припусками, так как в развертке создаемся возможность определить точно, какие участки заготовки, в каком направлении и на какую величину будутдеформироваться в процессе формования обуви, тем самым обеспечивая хорошую посадку загоюычи ,на колодке.
Этот способ не требует квалифицированных исполнителей, достаточно точен и при его применении затрачивается мало времен;- для получения развертки боковой поверхности колодки и последующего построения моделей заготовок верха-обуви.
Предмет изобретения
1.Способ-Получения развертки оболочки, образованной «а боковой поверх ности колодки, отличающийся тем, что, с целью получения оптимальной величины развертки для плоской заготовки верха обуви, перед разверткой на оболочке перпендикулярно линии периметра в местах посадки и растяжения материала оболочки делаюг иадрезы, не подвергая разрезу осевую линию оболочки.
2.Способ по п. I, отличающийся тем, что, с целью получения оптимальной величины развеотки для ПОЛУПЛОСКОЙ заготовки верха обуви, осевую линию оболочки надрезают от верхней точки гребня да точки союзки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения деталей для объемной заготовки обуви | 1956 |
|
SU107776A1 |
| Колодка для изготовления обуви без стелечной грани методом горячей при вулканизации низа | 1944 |
|
SU65907A1 |
| СПОСОБ ПОЛУЧЕНИЯ УСЛОВНОЙ РАЗВЕРТКИ ПОВЕРХНОСТИ КОЛОДКИ ДЛЯ ОБУВИ | 1992 |
|
RU2086165C1 |
| Способ изготовления заготовки обуви | 1977 |
|
SU736947A1 |
| Способ получения развертки модели верха обуви | 1958 |
|
SU115406A1 |
| Способ предварительного формования заготовки верха обуви и последующей затяжки обуви | 1981 |
|
SU1134164A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ, ОРТЕЗА, СТЕЛЬКИ И ОБУВЬ, ОРТЕЗ, СТЕЛЬКА | 2008 |
|
RU2404693C2 |
| Способ внутреннего формования обуви | 1973 |
|
SU460866A1 |
| ТУФЛЯ | 1991 |
|
RU2043744C1 |
| Способ изготовления основы валяной обуви | 1991 |
|
SU1770479A1 |