Изобретение относится к колодкам для изготовления обуви без стелечной грани со стелькой, спущенной на-нет методом горячей привулканизации шва.
Отличительнойособенностью
предлагаемой колодки является то, что для восприятия избыточного давления она снабжена по стелечному контуру эластичным амортизатором например, в виде резинового жгута или винтовой пружины.
К отличительным особенностям предлагаемой колодки относится также и то, что для закладки амортизатора она выполнена с углублением по стелечному контуру и снабжена притянутой к ней винтами плиткой с подобным же углублением.
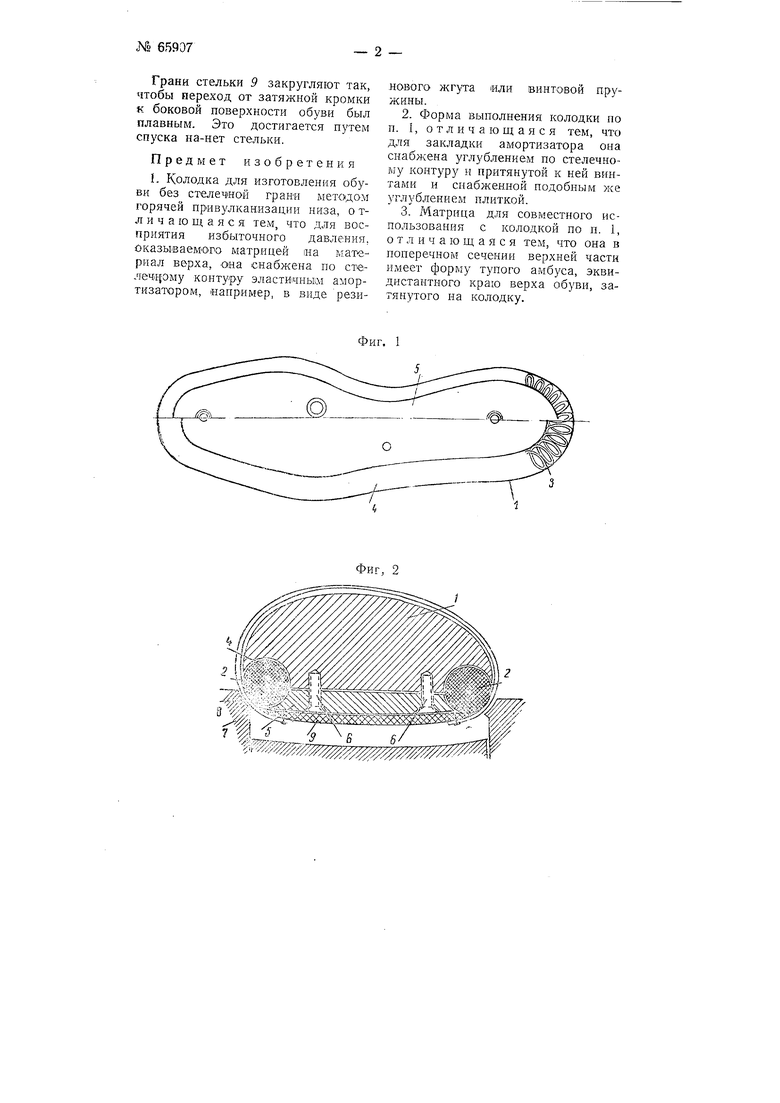
На чертеже фиг. 1 изображает вид в плане со стороны подошвы на колодку, причем выше осевой линии колодка изображена с плиткой, а ниже осевой линии - без нее; на фиг. 2 - дан поперечный разрез колодки с резиновым жгутом; на фиг. 3 показана установка в колодке винтовой пружины.
На металлическую колодку / по ее периферии ставят амортизатор
в виде резинового жгута 2 или металлической витой пружины 3. Этот амортизатор принимает на себя избыток давления, оказываемого матрицей на материал, в случае его нестандартной толш,ины, и тем самым позволяет в значительной мере исключить влияние толш,ины материала на процесс формования подошвы. Указанный выше амортизатор закладывают в выемку 4 соответствующей формы по стелечному контуру металлической колодки для пресса и закрепляют в ней при помощи верхней плитки 5, представляющей собой стелечную часть металлической колодки 1, прикрепляемую к последней несколькими винтами 6.
Верхняя часть матрицы 7 имеет форму тупого амбуса 8, эквидистантного форме края обуви, затянутого на колодку. Такая форма матрицы дает точное соприкосновение затянутой обуви с формуемой подошвой и в то же время позволяет производить отформовывание боковой поверхности, обрабатываемой на границе с линией прикрепления подошвы, чем исключаются операции сколачивания стелечной грани.
Грани стельки 9 закругляют так, чтобы переход от затяжной кромки к боковой поверхности обуви был плавным. Это достигается путем спуска на-нет стельки.
Предмет изобретения
i. Колодка для изготовления обуви без стелечной грани методом горячей привулкаиизации низа, о тличающаяся тем, что для восприятия избыточного давления, оказываемОГо матрицей на материал верха, она снабжена по стелеЧ -(-ому контуру эластИ1ЧНЫ1 1 амортизатором, например, в виде резинов-ого жгута или винтовой пружины.
2.Форма выполнения колодки по п. I, отличающаяся тем, что для закладки амортизатора она снабжена углублением по стелечному контуру и притянутой к ней винтами и снабженной подобным же углублением плиткой.
3.Матрица для совместного использования с колодкой по п. 1, отличающаяся тем, что она в поперечном сечении верхней части имеет форму тупого амбуса, эквидистантного краю верха обуви, затянутого на колодку.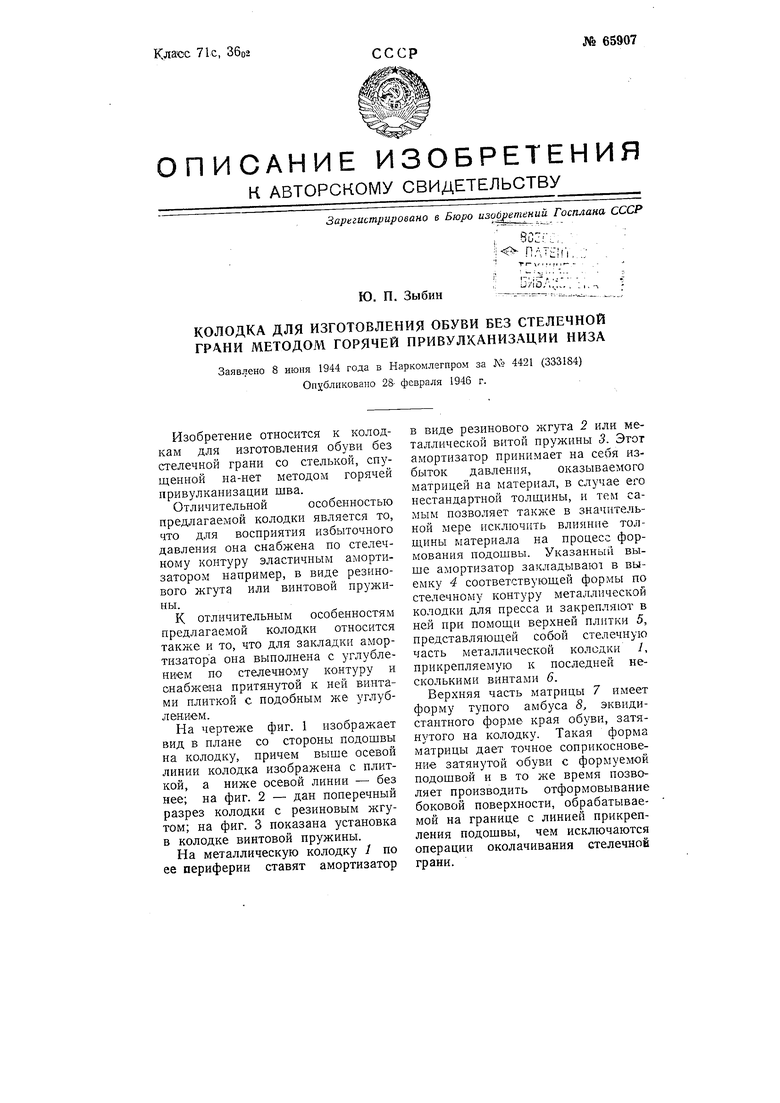

ff ,
Фиг, 2
