1
Известен способ внутреннего формования обуви, заключающийся в том, что объемную заготовку обуви надевают на раздвижную колодку, фиксируют и растягивают ее.
Предлагаемый способ позволяет повысить качество формования обуви.
Это достигается тем, что фиксирование заготовки осуществляют путем захвата ее губы в трех точках носочно-пучковой части над колодкой на одинаковом расстоянии от грани ее следа.
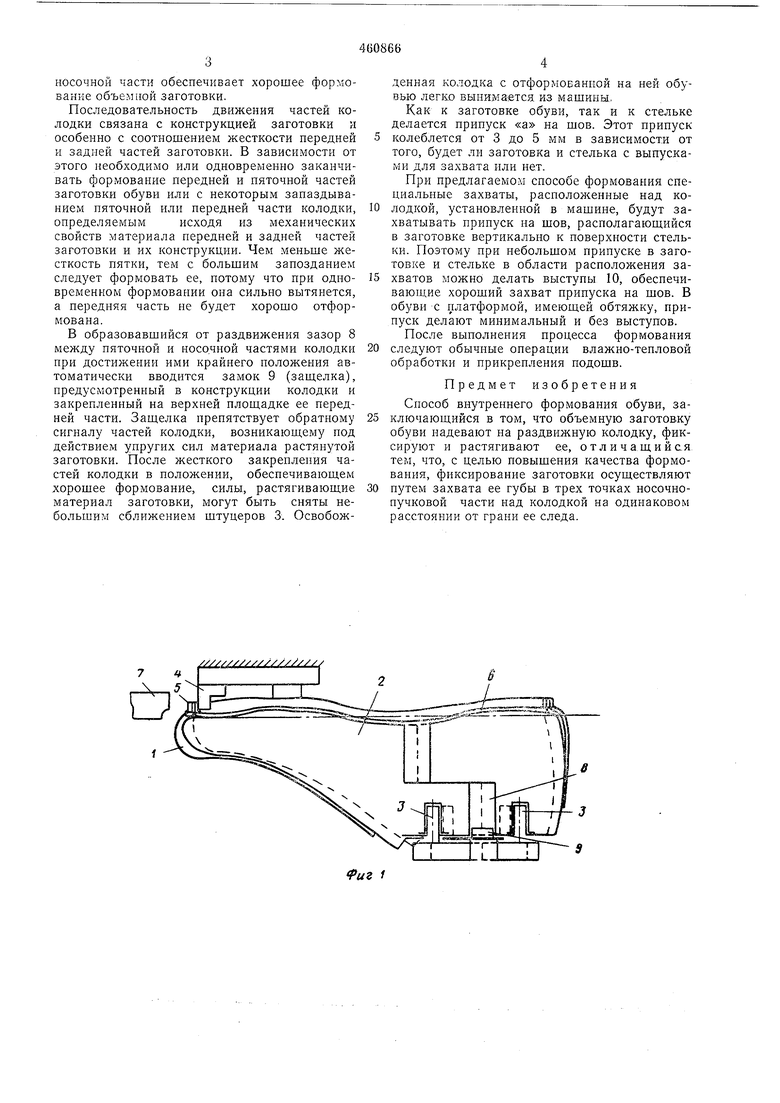
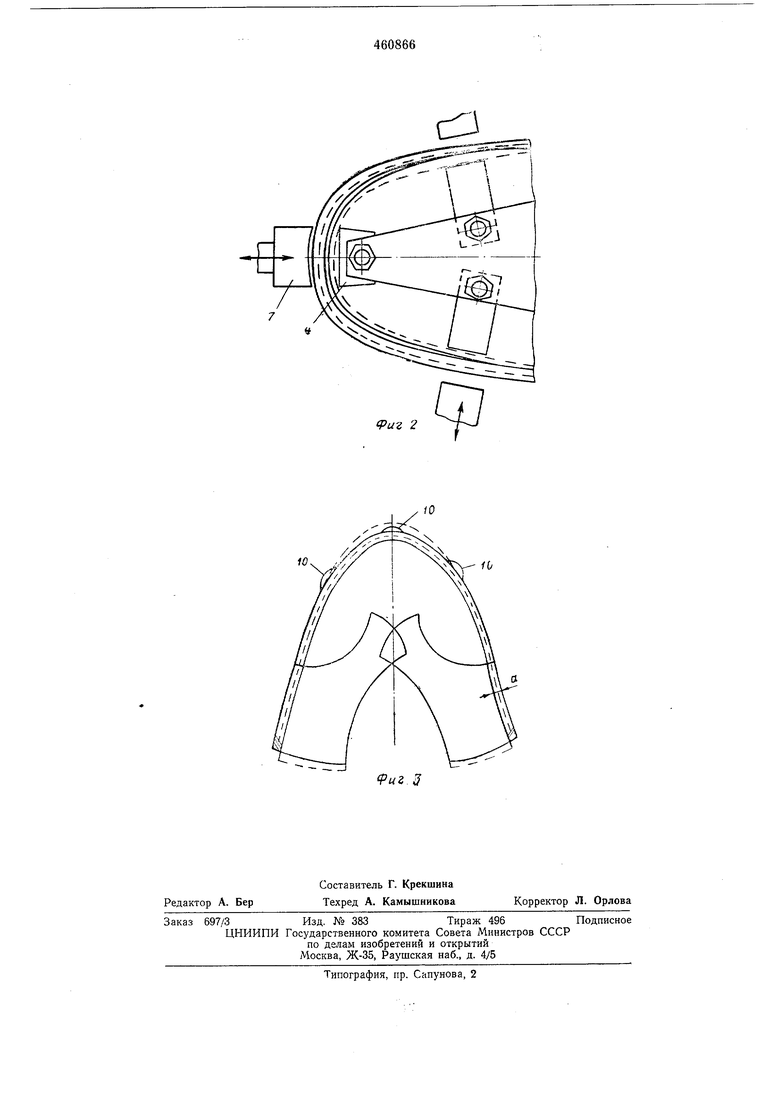
На фиг. 1 изображена объемная заготовка на раздвижной колодке в момент захвата губы в носочной части заготовки; на фиг. 2 - момент фиксации губы заготовки в трех точках носочно-пучковой части ее зажимами над колодкой; на фиг. 3 - заготовка обуви до скрепления ее по заднему щву.
Заготовку 1 надевают обычным способом на сомкнутую раздвижную колодку 2, имеющую две втулки, установленные передней частью на настольный щтуцер 3. При надевании заготовки необходимо, чтобы носочная часть колодки как можно глубже защла в объемную заготовку. Это делается для того, чтобы шов, скрепляющий верх заготовки со стелькой, предельно дощел до следа колодки, что обеспечит дальнейшее автоматическое захватывание зажимами 4 мащины губы 5 заготовки.
Колодку 2 с надетой на нее заготовкой 1
2
устанавливают на два штуцера 3 машины втулками, имеющимися в передней и задней частях колодки со стороны верхней ее площадки. Штуцеры с колодкой вместе с надетой заготовкой поднимают до соприкосновения стельки 6 заготовки с неподвижным зажимом 4. В это время рабочему необходимо следить за тем, чтобы губа 5 шва хорошо примкнула к внутреннему зажиму 4. Этим фиксируется положение заготовки. Затем наружную клешу 7 зажима 4 смыкают с внутренней и плотно захватывают губу 5 заготовки обуви со стелькой.
Заготовку, захваченную зажимом 4, нельзя сдвинуть с места и поэтому при последующем задвигании колодки 2 в заготовку 1, т. е. при формовании носочной части обуви, нужно приложить достаточно большую силу, позволяющую хорощо отформовать заготовку обуви в носке, сохраняя при этом заданное положение заготовки на колодке и линии шва от ребра колодки.
Одновременно с движением передней части колодки или с некоторыми запозданиями, или после окончания формования носка перемещают заднюю пяточную часть колодки в противоположном направлении. Совместное или последовательное движение обеих частей раздвижной колодки на требуемые величины при зафиксированном положении заготовки в
3
носочной части обеспечивает хорошее формование объемной заготовки.
Последовательность движения частей колодки связана с конструкцией заготовки и особенно с соотношением жесткости передней и задней частей заготовки. В зависимости от этого необходимо или одновременно заканчивать формование передней и пяточной частей заготовки обуви или с некоторым запаздыванием пяточной или передней части колодки, определяемым исходя из механических свойств материала передней и задней частей заготовки и их конструкции. Чем меньше жесткость пятки, тем с большим запозданием следует формовать ее, потому что при одповременном формовании она сильно вытянется, а передняя часть не будет хорошо отформована.
В образовавшийся от раздвижения зазор 8 между пяточной и носочной частями колодки при достижении ими крайнего положения автоматически вводится замок 9 (заш;елка), предусмотренный в конструкции колодки и закрепленный на верхней плошадке ее передней части. Зашелка препятствует обратному сигналу частей колодки, возникаюш,ему под действием упругих сил материала растянутой заготовки. После жесткого закрепления частей колодки в положении, обеспечиваюпхем хорошее формование, силы, растягиваюш;ие материал заготовки, могут быть сняты небольшим сближением штуцеров 3. Освобож4
денная колодка с отформованпой на ней обувью легко вынимается из машины.
Как к заготовке обуви, так и к стельке делается припуск «а на шов. Этот припуск колеблется от 3 до 5 мм в зависимости от того, будет ли заготовка и стелька с выпусками для захвата или нет.
При предлагаемом способе формования специальные захваты, располой.еиные над колодкой, установленной в машине, будут захватывать припуск на шов, располагающийся в заготовке вертикально к поверхности стельки. Поэтому при небольшом припуске в заготовке и стельке в области расположения захватов можно делать выступы 10, обеспечивающие хороший захват припуска на шов. В обуви с платформой, имеющей обтяжку, припуск делают минимальный и без выступов.
После выполнения процесса формования следуют обычные операции влажно-тепловой обработки и прикрепления подошв.
Предмет изобретения
Способ внутреннего формования обуви, заключающийся в том, что объемную заготовку обуви надевают на раздвижную колодку, фиксируют и растягивают ее, отличащийся тем, что, с целью повышения качества формования, фиксирование заготовки осуществляют путем захвата ее губы в трех точках носочнопучковой части над колодкой на одинаковом расстоянии от грани ее следа.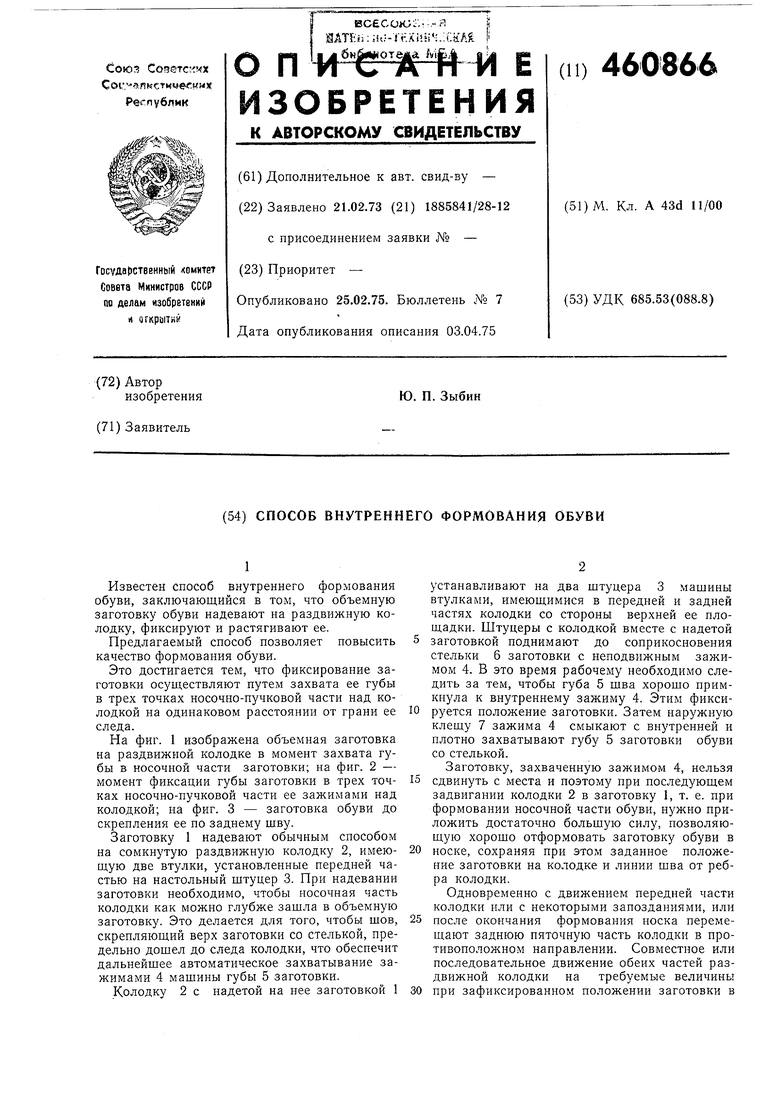
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для оправки висков обуви к машине "Мульти-плекси" | 1939 |
|
SU58531A1 |
| Способ изготовления утепленных сапог с верхом из войлока | 1987 |
|
SU1583074A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ДЛЯ СПОРТИВНЫХ БАЛЬНЫХ ТАНЦЕВ | 2009 |
|
RU2415624C1 |
| Способ производства доппельно-клеевой обуви беззатяжного метода формования заготовки | 1958 |
|
SU122046A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ШНУРОВОЙ ЗАТЯЖКИ ЗАГОТОВКИ ВЕРХА ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2003 |
|
RU2246886C2 |
| Способ изготовления обуви для спортивных бальных танцев | 2018 |
|
RU2703562C1 |
| Способ изготовления обуви | 1990 |
|
SU1757597A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |
| Устройство для внутреннего формования верха обуви | 1975 |
|
SU557788A1 |
| Способ изготовления бесподкладочной обуви | 1987 |
|
SU1531970A1 |
7
10
fpuz 2
1Ь
игЗ
