Изобретение относится к способам правки .листовых металлов растяжением.
Применение известных способов правки растяжением для листов из высокопрочных сталей не дает доллсного эффекта ввиду того, что разница между пределом прочности и пределом текучести у этих сталей невелика.
Известна и правка обжатием (дрессировка) листов, которая при своем локальном применении также не дает возможности получения изделий с небольшими значениями колебания и к тому же весьма трудоемка.
Предлагаемый способ правки отличается тем, что правку растяжением сочетают с местиым обжимом листов, например прокаткой валками или ироковкой бойками по всей длине подвергаемых правке листов. Такое сочетание .деформаций дает возможность осзществить машинную правку листов из высокопрочных сталей. Кроме того, при правке листов по предлагаемому способу может быть применен местный нагрев.
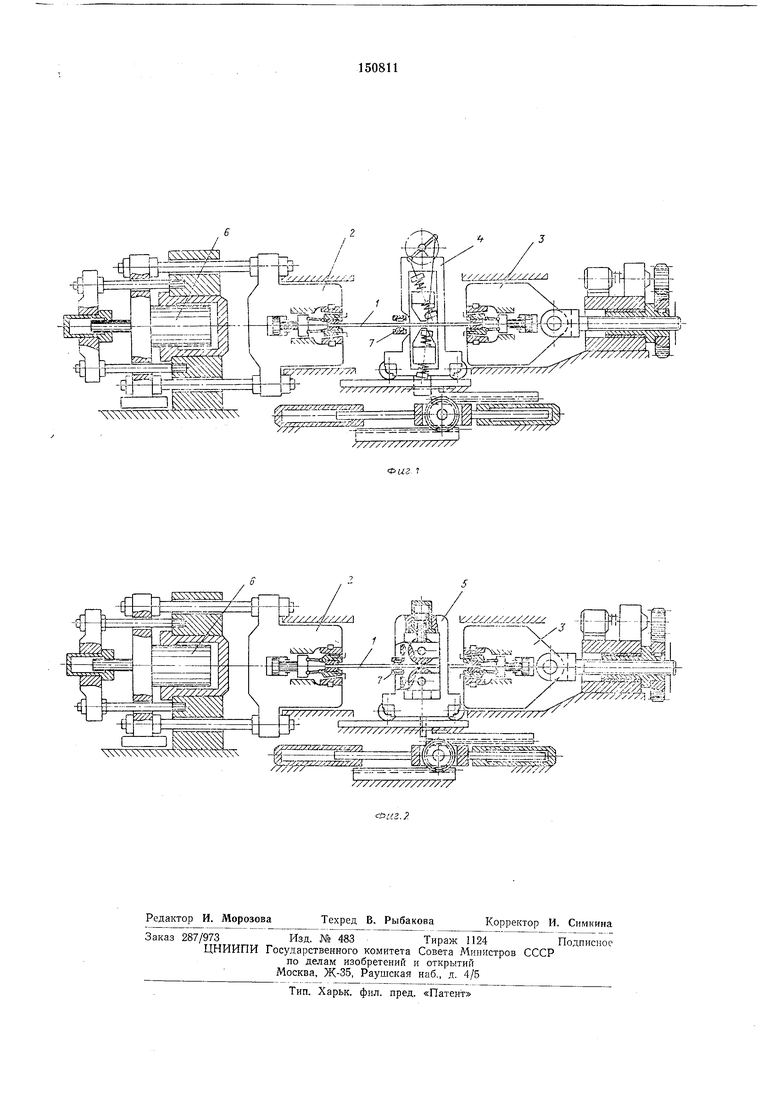
На фиг. 1 и 2 схематично изображены мяшины для правки листов по предлагаемому способу (два варианта).
до этого отводятся в крайнее правое положение. После зажима листа включается гидравлический привод 6 растяжеиия листа, вследствие чего последний растягивается до определенного значения. Далее включаются нагреватели 7 и привод иеремешения клети или молота с одновременным включением иривода прижима валков или перемещения бойков. Правка при этом осуществляется с местным подогревом при растянутом состоянии листа с одновременным обжимом или прокаткой валками или проковкой бойками по всей длине листа. В заключение обработки лист убирается из машины, а ее механизмы приводятся в исходное положение.
Формула изобретения
1.Способ Правки листовых металлов рас20тяжением, отличающийся тем, что, с целью обеспечения возможности правки, например, высокопрочных сталей, производят одновременно с растяжением местный обжим листов, например прокаткой валками или
25 проковкой бойками по всей длине подвергаемых правке листов.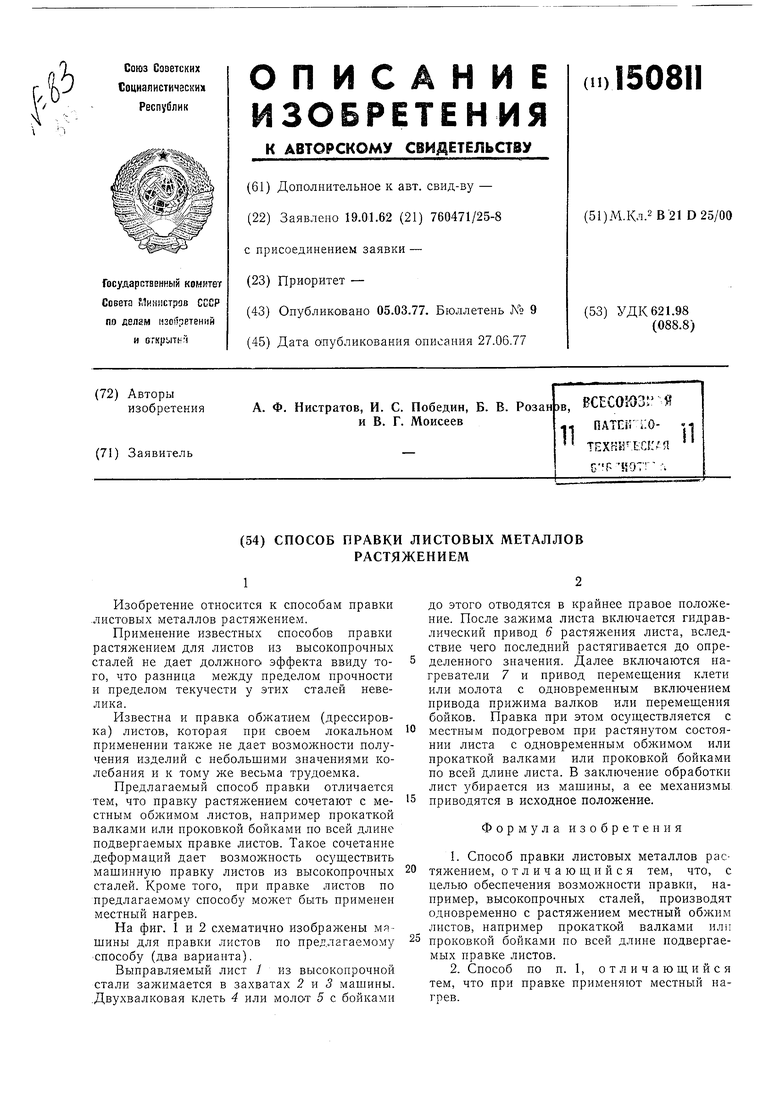
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки стального проката | 2021 |
|
RU2784711C1 |
| Способ правки листового материала | 1979 |
|
SU806197A1 |
| СПОСОБ ПРАВКИ ТОЛСТОЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2432221C1 |
| Способ правки листового материала | 1975 |
|
SU638400A1 |
| СПОСОБ ОБЕСПЕЧЕНИЯ ИНФОРМАЦИЕЙ О МАТЕРИАЛЕ ЛИСТОВОЙ СТАЛИ ДЛЯ ОТГРУЗКИ И СПОСОБ ИСПОЛЬЗОВАНИЯ ТАКОЙ ИНФОРМАЦИИ | 2008 |
|
RU2441724C2 |
| СПОСОБ ПРОКАТКИ НИЗКОЛЕГИРОВАННОГО ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ НА ТОЛСТОЛИСТОВОМ РЕВЕРСИВНОМ СТАНЕ | 2009 |
|
RU2403105C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2011 |
|
RU2463359C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ТОЛСТОЛИСТОВОГО СТАЛЬНОГО ПРОКАТА НА РЕВЕРСИВНОМ СТАНЕ | 2020 |
|
RU2745831C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ МАРТЕНСИТНОГО КЛАССА И ДЕФОРМАЦИОННО-ТЕРМИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2474623C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНЫХ СВАРНЫХ СТАЛЬНЫХ ЛИСТОВ И ЛИСТЫ, ПРОИЗВЕДЕННЫЕ ТАКИМ ОБРАЗОМ | 2017 |
|
RU2709321C1 |