Изобретение относится к обработке металлов давлением, в частности к прокатке магниевых сплавов.
Цель изобретения - повышение качества фольги и выхода годного путем увеличения физико-механических свойств.
Способ осуществляют следуюш,им образом.
Заготовки толшиной 5-25 мм нагревают в камерной печи до 200-430° в течение 2-3 ч. Затем прокатку на стане типа Дуо с обжатиями 10-15% и с промежуточными подогревами при указанной температуре. Проводят прокатку фольги на стане типа Кварто при 20-30° с обжатиями 0,1-20% до получения суммарной деформации 60-95%, после чего осушествляют промежуточный отжиг при 260-450°С. Заготовку подвергают травлению и продолжают холодную прокатку фольги до получения обшей суммарной деформации 855- 97%.
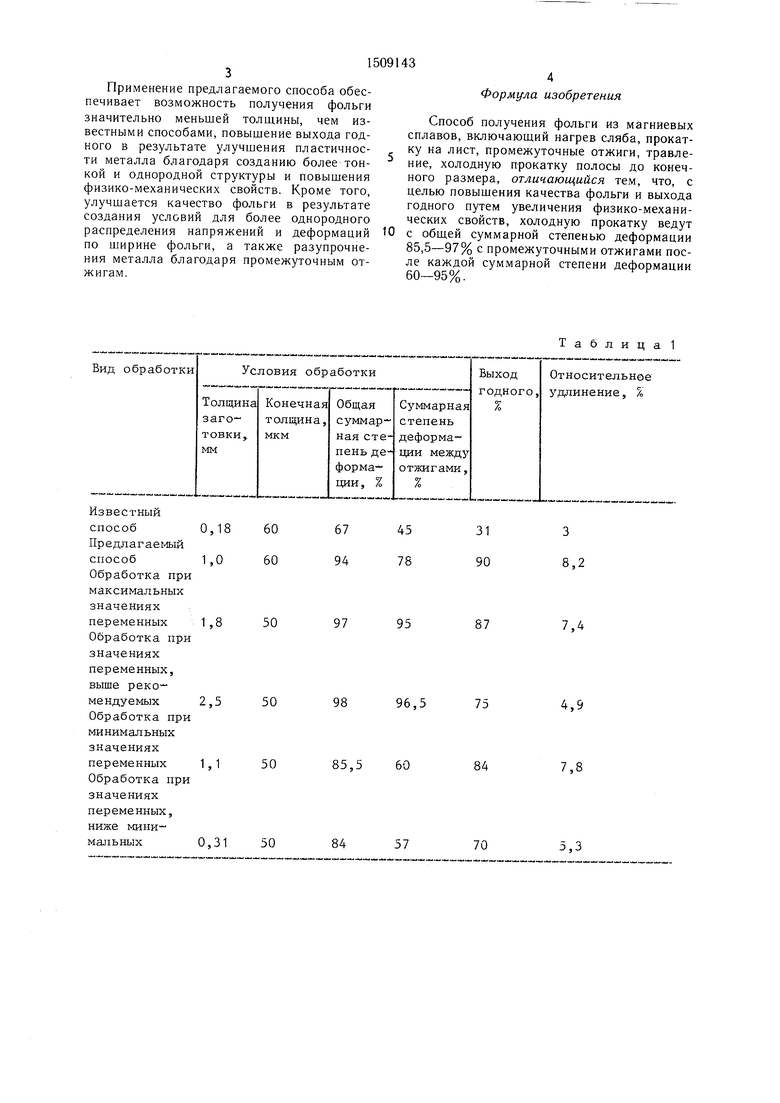
УСЛОВИЯ прокатки фольги из сплава магния, содержашего, %: Се 0,7; Zr 0,6; У 0,05, приведены в табл. 1.
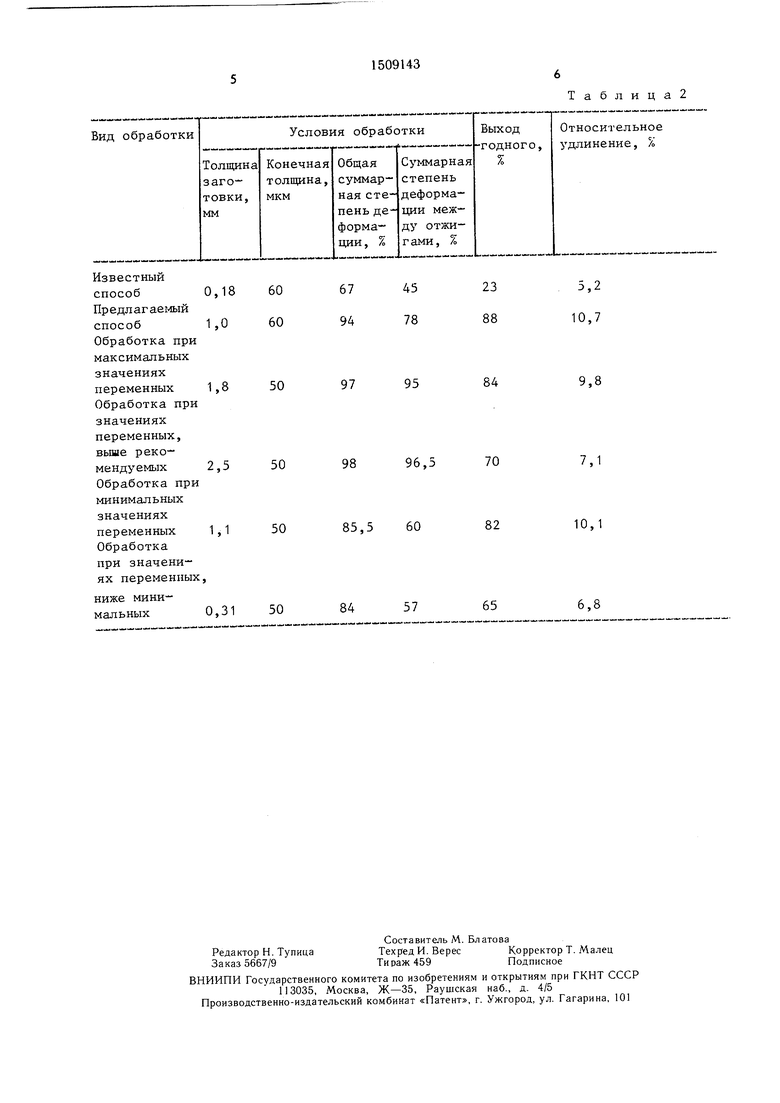
В табл. 2 приведены условия прокатки фольги из сплава магния с 1,8% Мп 0,35% Се.
Представленные данные говорят о том, что при обш.ей суммарной деформации 85,5- 97% и суммарной деформации между отжигами 60-95% повышается качество фольги и выход годного находится в пределах 84-90% для одного из сплавов и 82-88% - для другого, соответственно относительное удлинение для этих сплавов равно 7,4- 8,2 и 9,8-10,7%. В случаях, когда значения технологических параметров находятся за предлагаемыми пределами, повышение качества фольги не достигается, выход годного для одного из сплавов не превышает 75% и для другого 70%, а удлкне- ние не превышает 5,3 и 7,1%.
сд
о со
оо
Применение предлагаемого способа обеспечивает возможность получения фольги значительно меньшей толщины, чем известными способами, повышение выхода годного в результате улучшения пластичности металла благодаря созданию более тонкой и однородной структуры и повышения физико-механических свойств. Кроме того, улучшается качество фольги в результате создания условий для более однородного
Формула изобретения
Способ получения фольги из магниевых сплавов, включаюш,ий нагрев сляба, прокатку на лист, промежуточные отжиги, травление, холодную прокатку полосы до конечного размера, отличающийся тем, что, с целью повышения качества фольги и выхода годного путем увеличения физико-механических свойств, холодную прокатку ведут
распределения напряжений и деформацийЮ с обшей суммарной степенью деформации по ширине фольги, а также разупрочне-85,5-97% с промежуточными отжигами поения металла благодаря промежуточным от-ле каждой суммарной степени деформации жигам.60-95%.
Формула изобретения
Способ получения фольги из магниевых сплавов, включаюш,ий нагрев сляба, прокатку на лист, промежуточные отжиги, травление, холодную прокатку полосы до конечного размера, отличающийся тем, что, с целью повышения качества фольги и выхода годного путем увеличения физико-механических свойств, холодную прокатку ведут
с обшей суммарной степенью деформации 85,5-97% с промежуточными отжигами поеле каждой суммарной степени деформации 60-95%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ МАГНИЯ | 2014 |
|
RU2563077C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА TI-6,5AL-2,5SN-4ZR-1NB-0,7MO-0,15SI | 2014 |
|
RU2569605C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА Ti-6Al-4V | 2008 |
|
RU2381296C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСОБО ТОНКИХ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА Ti-6,5Al-2,5Sn-4Zr-1Nb-0,7Mo-0,15Si | 2015 |
|
RU2583567C1 |
| ХОЛОДНОКАТАНАЯ ПОЛОСА ДЛЯ ИЗГОТОВЛЕНИЯ КОРРОЗИОННО-СТОЙКИХ КОМПОНЕНТОВ ОБОРУДОВАНИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2022 |
|
RU2808020C1 |
| Способ изготовления листов из сплава Ti - 6Al - 2Sn - 4Zr - 2Mo с регламентированной текстурой | 2015 |
|
RU2624748C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2785129C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНЫХ ТРУБ ИЗ АЛЬФА- И ПСЕВДО-АЛЬФА-СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2544333C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА ОТ4 | 2017 |
|
RU2641214C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРОВАННЫХ БЕСШОВНЫХ ТРУБ ИЗ ТИТАНОВОГО СПЛАВА Ti-3Al-2,5V | 2014 |
|
RU2583566C1 |
Изобретение относится к обработке металлов давлением, в частности к прокатке магниевых сплавов. Цель изобретения - повышение качества фольги и выхода годного путем улучшения физико-механических свойств. Изобретение позволяет получать фольгу из магниевых сплавов путем обработки, включающей горячую прокатку, промежуточные отжиги, травление и холодную прокатку. Холодную прокатку ведут с общей суммарной деформацией 85,5-97% с промежуточными отжигами после суммарной деформации 60-95%. Полученная фольга может найти применение в производстве композитных материалов, а также деталей различных электротехнических и радиотехнических приборов. 2 табл.
0,18 60 1,0 60
1,8 50 2,5 50
1,1 50 0,31 50
67 94
97
98
43 78
93
96,
85,5 60
84
57
Таблица 1
31 90
87
75
84
70
3 8,2
7,4
4,9 7,8
5,3
0,18 60 1,0 60
1,8 50
2,5 50
1,1 50 ,
0,31 50
67 94
97
98
85
84
Таблица2
45 23 78 88
95
84
5,2 10,7
9,8
98
96,5
70
7,1
85,5 60
82
10,1
57
65
6,8
| Патент США № 1941608, кл | |||
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
| КОРМОВАЯ ДОБАВКА ДЛЯ ПОВЫШЕНИЯ РЕЗИСТЕНТНОСТИ И ПРОДУКТИВНОСТИ СЕЛЬСКОХОЗЯЙСТВЕННЫХ ЖИВОТНЫХ И ПТИЦЫ | 2005 |
|
RU2294648C1 |
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
